
Если возникающие образования новой фазы — твердого раствора— будут иметь размеры меньше критического, то концентрация компонента В в жидкой фазе, контактирующей с ними, будет меньше, чем концентрация компонента В во всей массе жидкой фазы. В этом случае процессы диффузии в жидкой фазе будут подводить атомы компонента В к границе раздела и, следовательно, граница раздела должна передвигаться в сторону новой фазы, т. е. она будет растворяться.
Совершенно ясно, что способной к росту будет такая частица новой фазы, размер которой обеспечит более высокую концентрацию компонента В в примыкающих к ней участках жидкой фазы по сравнению с исходной концентрацией этого элемента в жидком растворе.
В первые моменты роста, с увеличением частицы новой фазы и уменьшением кривизны границы раздела, степень пересыщенности жидкого раствора возрастает, так как известно, что чем крупнее частицы, тем меньше их растворимость (рис. 368, б, в). Повышение концентрации компонента В в жидкой фазе на границе раздела, обусловленное укрупнением частицы новой фазы, приводит к увеличению перепада концентраций внутри жидкой фазы и, следовательно, возрастает скорость диффузии в жидкой фазе и скорость роста частиц новой фазы.
Когда частицы новой фазы становятся достаточно крупными и границу раздела фаз практически можно считать плоской, дальнейшее укрупнение частиц не изменяет пограничных концентраций и, следовательно, не изменяет скорости роста.
В дальнейшем, по мере развития процесса кристаллизации, концентрация компонента В в глубинных слоях жидкой фазы начинает заметно повышаться, градиент концентрации уменьшается, скорость кристаллизации понижается.
В тот момент, когда концентрация компонента В во всем объеме жидкой фазы станет равна пограничной, т. е. такой, какую должна иметь жидкая фаза, находящаяся в равновесии с твердым раствором при данной температуре, процесс кристаллизации прекратится.
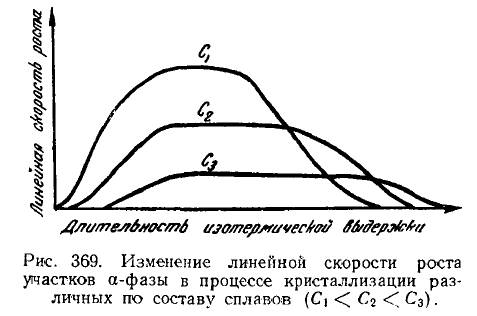
Как видим, скорость роста новой фазы, в изотермических условиях не является постоянной величиной. Вначале она возрастает, достигает какого-то максимального значения, а затем постепенно убывает и, наконец, становится равной нулю (рис. 369).
Понижение температуры превращения приводит не только к уменьшению критического размера зародышей, но и сказывается на линейной скорости их роста. При понижении температуры превращения, с одной стороны, возрастает градиент концентрации в жидкой фазе, что способствует росту новой фазы, а с другой — уменьшается коэффициент диффузии D (изменение коэффициента диффузии с температурой носит экспоненциальный характер D = Aexp( –U/RT), что препятствует процессу роста).
При увеличении степени переохлаждения скорость роста новой фазы твердого раствора возрастает за счет увеличения градиента концентраций в жидкой фазе. Непрерывному увеличению линейной скорости роста новой фазы с понижением температуры препятствует уменьшение коэффициента диффузии. Поэтому, достигнув какого-то максимума, при дальнейшем понижении температуры скорость роста должна начать понижаться.
Таким образом, в общем случае зависимость средней линейной скорости роста новой фазы от температуры превращения должна выражаться кривой, имеющей максимум.
Будет ли в действительности наблюдаться максимум линейной скорости роста новой фазы, зависит от ряда факторов и прежде всего от наличия широкого температурного интервала кристаллизации, заключенного между линиями ликвидуса и солидуса.
При наличии узкого интервала кристаллизации увеличение степени переохлаждения обычно приводит только к увеличению линейной скорости роста твердой фазы.
Скорость роста новой фазы зависит не только от температуры, но и от химического состава сплава.
Нетрудно убедиться в том, что при одинаковой температуре превращения линейная скорость роста кристаллов твердого раствора будет тем больше, чем ниже концентрация компонента В в исходной жидкой фазе, так как при этом увеличивается градиент концентрации в жидкой фазе (рис. 370). Кривые линейной скорости роста новой фазы для различных концентраций жидкого раствора схематически могут быть представлены так, как это показано на рис. 371.
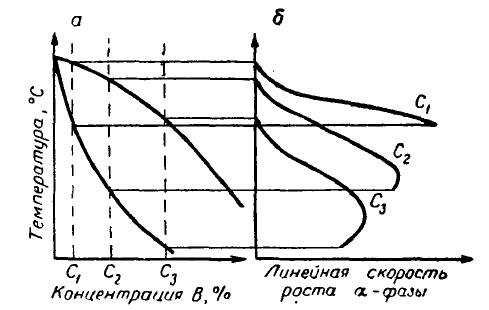
Линейная скорость роста а-фазы для сплавов различного состава в зависимости от степени переохлаждения.
Объемная скорость изотермической кристаллизации
Закономерности образования и роста зародышевых центров при изотермической кристаллизации твердых растворов приводят к тому, что нарастание количества твердой фазы в процессе затвердевания характеризуется кривыми рис. 372, а. Соответственно этому и кривые объемной скорости изотермической кристаллизации должны иметь вид, показанный на рис. 372, б.
Следует обратить внимание на наличие инкубационного периода, в течение которого кристаллизация хотя и развивается, но очень медленно и не приводит к образованию заметных количеств твердой фазы. Как и в случае чистых металлов, наличие инкубационного периода объясняется тем, что первые участки твердой фазы растут из очень маленьких твердых частиц, и потому на начальной стадии процесса нарастание количества твердой фазы происходит сравнительно медленно и она не обнаруживается обычными методами исследования. Продолжительность инкубационного периода будет тем меньше, чем более чувствителен метод определения количества твердой фазы.
Следует указать, что кристаллизационные параметры (п\ с) для сплавов имеют обычно меньшие значения, чем для чистых металлов, и потому для сплавов инкубационный период выражен более ярко.
Характерной особенностью кристаллизации твердых растворов, отличающихся от чистых металлов, является то, что они могут кристаллизоваться описанным путем только в пределах межкритического интервала температур.
При каждой данной температуре в межкритическом интервале может возникать только вполне определенное количество твердой фазы, которое определяется условиями равновесия и может быть вычислено по правилу рычага. Иными словами, при каждой температуре, лежащей внутри межкритического интервала, кристаллизация не может обеспечить полного исчезновения жидкой фазы даже при установлении состояния равновесия.
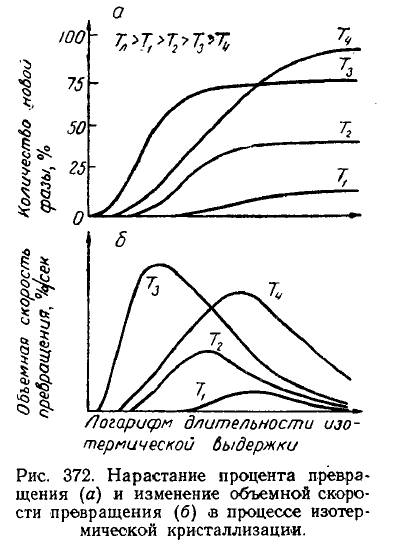
По мере развития кристаллизации не только уменьшается объем жидкой фазы, но и изменяется ее химический состав, что приводит к уменьшению как количества возникающих зародышей, так и линейной скорости их роста. Следствием этого является то, что момент достижения равновесного состояния системы при данной температуре сильно затягивается и кривые объемной скорости кристаллизации имеют асимметричный вид (рис. 372, б).
Таким образом, если при кристаллизации чистых металлов уменьшение объемной скорости кристаллизации было обусловлено постепенным уменьшением объема жидкой фазы, то при кристаллизации сплавов большое значение имеет также изменение состава жидкой фазы. Состав жидкой фазы изменяется в тем большей мере, чем больше степень переохлаждения, а при данной температуре переохлаждения — чем ближе система к состоянию равновесия.
Чем больше количество возникающих зародышей и выше линейная скорость их роста, тем интенсивнее должна развиваться кристаллизация, тем меньше величина инкубационного периода и тем быстрее наступает момент установления равновесного состояния при данной температуре. В первом приближении можно считать, что для каждой температуры переохлаждения имеется какая-то средняя объемная скорость кристаллизации, определяемая значением кристаллизационных параметров п и с. Последние в зависимости от степени переохлаждения изменяются так, как это схематически показано на рис. 373. Ясно, что увеличение степени переохлаждения должно приводить к закономерному увеличению средней объемной скорости кристаллизации до тех пор, пока не будет достигнут максимум на кривой линейной скорости роста. Начиная с этого момента, понижение температуры уменьшает линейную скорость роста, в то время, как количество возникающих зародышей продолжает увеличиваться. Таким образом, с этого момента изменение кристаллизационных параметров п и с оказывает диаметрально противоположное влияние на объемную скорость кристаллизации. При этом следует учитывать, что объемная скорость кристаллизации изменяется пропорционально лс3. Поэтому на кривой объемной скорости кристаллизации может появиться максимум, лежащий при более низких температурах по сравнению с максимумом на кривой линейной скорости роста. Величина этого расхождения зависит от интенсивности изменения п и с при этих температурах.
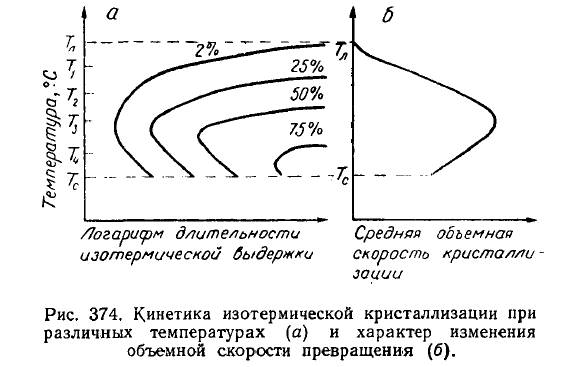
Описанный случай может быть иллюстрирован диаграммой кинетики кристаллизации в изотермических условиях при различных температурах переохлаждения. Эти диаграммы обычно строятся в координатах: температура превращения —длительность изотермической выдержки. Процент превращения в этом случае указывается на кривых (рис. 374).
В реальных условиях затвердевания металлических сплавов обычно не удается наблюдать максимума на кривой объемной скорости кристаллизации. Это может быть обусловлено как большой кристаллизационной способностью этих сплавов, так и относительно узким интервалом кристаллизации, когда вообще отсутствует максимум на кривой линейной скорости роста.
Кроме того, как мы увидим ниже, начиная с некоторых степеней переохлаждения, одновременно с описанным механизмом кристаллизации, может получить развитие и другой механизм затвердевания, который, накладываюсь на первый, существенно осложняет все кинетические закономерности.
Коэффициент распределения. Важной количественной характеристикой равновесия жидкой и твердой фаз является равновесный коэффициент распределения, например, примеси В в основе А9 т. е. коэффициент распределения В в А при условии такого затвердевания (медленного), при котором успевают пройти диффузионные процессы как в жидкости, так и в твердом теле. Коэффициент распределения для определенной (любой) температуры имеет вид:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
