
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Спецификации для купленных частей и материалов должны быть ясны и реалистичны. Если уровень спецификаций слишком высокий, изделие может быть неэкономно в дальнейшем производстве. Руководство должно дать достаточное время отделу закупок для определения качественных поставщиков и анализа информации, которую они предоставляют. Нереалистичные сроки могут привести к плохому выбору, основанному на неполной информации относительно квалификации поставщика. Кроме того, улучшение связи между отделом закупок и другими отделами, типа разработки и контроля качества, необходимо, когда эти отделы должны обеспечить информацию, чтобы оценить квалификацию и процесс производства поставщика.
Инструменты улучшения качества
Первый шаг в улучшении качества - сбор данных. Данные могут помочь раскрывать операции, требующие совершенствования и степень его корректровки. Имеются семь инструментов для организации и представления данных, чтобы идентифицировать области для совершенствования качества: контрольные списки, гистограммы и столбиковые диаграммы, диаграммы Pareto, диаграммы рассеивания, cause-and-effect диаграммы, графы, контрольные диаграммы. Контрольные диаграммы будут рассмотрены отдельно при обсуждения статистического управления производственным процессом. В этом же разделе мы продемонстрируем использование шести остальных видов инструментов, чтобы подчеркнуть широту их возможных применений. Раздел завершится примером, показывающим, как несколько подходов могут использоваться вместе, чтобы сосредоточиться на причинах появления и средствах преодоления конкретной проблемы качества.
Контрольные списки. Сбор данных с помощью контрольного списка - первый шаг в анализе проблем качества. Контрольный список - форма, в которую записывают характеристик проблем, связанных с качеством некоторого изделия или услуги. Характеристики могут быть измеримы в непрерывном масштабе (типа веса, диаметра, времени, или длины) или в варианте ответов «да» и «нет» (типа несоответствия краски, ароматов, невежливого обслуживания, или слишком большого процента жира).
Гистограммы и столбиковые диаграммы. Данные от контрольного списка часто могут быть представлены кратко и ясно гистограммами или столбиковыми диаграммами. Гистограмма объединяет данные, измеренные в непрерывном масштабе, показывая распределение частоты некоторой характеристики качества. Часто на ней обозначено среднее. Столбиковая диаграмма представляет частоту возникновения характеристик данных, измеренных в варианте ответов «да» и «нет». Высота столбика указывает число наблюдений конкретной характеристики качества.
Диаграммы Pareto. Когда менеджеры обнаруживают несколько проблем качества, то c которой нужно начинать? Vilfredo Pareto, итальянский ученый девятнадцатого столетия, предположил, что большинство видов деятельности может быть описано относительно немногими факторами. В ресторане, на который жалуются клиенты, фактором мог бы быть "невоспитанный официант". Для изготовителя дефектных изделий фактором может быть "пропускать часть". Концепция Парето, названная «правилом 80-20», заключается в том, что 80 процентов деятельности вызваны 20 процентами факторов. Концентрируясь на 20 процентах факторов ("немногих жизненных"), менеджеры могут решать 80 процентов проблем качества.
Немногие жизненные факторы могут быть представлены диаграммой Pareto, организованной в виде столбчатой диаграммы так, чтобы факторы шли в порядке уменьшения их частоты. Факторы внесены в список по горизонтальной оси. Диаграмма имеет две вертикальных оси, левую - для частот, как в обычной столбчатой диаграмме, правую - для совокупного процента частот. Совокупная кривая частот показывает немногие жизненные факторы, на которые следует обратить внимание менеджеров.
Диаграммы рассеивания. Иногда менеджеры подозревают, что некоторый фактор влияет на конкретную проблему качества. Диаграмма рассеивания - график двух переменных, показывающий связь между ними. Каждая точка на диаграмме рассеивания представляет одно наблюдение данных.
Диаграммы Cause-and-Effect. Важный аспект TQM связывает каждый аспект качества, высоко оцениваемого клиентом, с входом, методами и шагами процесса, который создают конкретный признак в изделии. Один из способов идентификации проблем проекта, которые должны быть исправлены, состоит в том, чтобы построить диаграмму cause-and-effect, которая связывает ключевую проблему качества с ее потенциальными причинами. Предложенная Kaoru Ishikawa диаграмма помогает менеджеру проследить связь жалобы клиента непосредственно с операциями. Операции, которые не имеют никакого отношения к дефекту, не показываются на диаграмме для этого дефекта.
Диаграмма cause-and-effect иногда называется диаграммой рыбного скелета. Главная проблема качества помечена как "голова" рыбы, главные категории потенциальных причин - как "кости" скелета, и вероятные причины - как "ребра". При формировании и использовании диаграммы cause-and-effect, аналитик опознает все главные категории потенциальных причин проблемы качества. Например, главные категории могли бы быть персоналом, механизмами, материалами и процессами. Для каждой главной категории аналитик вносит в список все вероятные причины проблемы качества. Например, под персоналом могли бы быть внесены в список "недостаток обучения", "недостаточные связи" и "рассеянность". Мозговой штурм помогает аналитику выделить и должным образом классифицировать все подозреваемые причины. Аналитик систематически исследует причины, внесенные в список на диаграмме для каждой главной категории, обновляя диаграмму, когда новые причины станут очевидными. Процесс строительства cause-and-effect диаграммы концентрирует внимание менеджеров и рабочих на основных факторах, влияющих на качество услуги или на изделие. Пример 4.1 демонстрирует использование диаграммы cause-and-effect авиакомпанией.
Графы. Графы представляют данные в разнообразных графических форматах, типа линейных графиков и секторных диаграмм. Линейные графики представляют данные последовательными точками данных, связанными отрезками, чтобы выявить тенденции в данных. Секторные диаграммы представляют факторы качества как секторы; размер каждого сектора находится в пропорции к числу возникновений фактора. Секторные диаграммы полезны для данных из группы факторов, которые могут быть представлены как части целого.
Сопоставление данных. Каждый из инструментов улучшения качества может использоваться независимо, но мощность этих инструментов наибольшая, когда они используются в соединении друг с другом. В решении проблемы качества, менеджеры часто должны действовать как детективы, тщательно просеивая данные, чтобы выяснить проблемы и выявить их причины. Такой процесс называется сопоставлением данных (data snooping). В примере 4.2 демонстрируется, как такие инструменты могут использоваться.
Пример 4.1. Анализ задержек с вылетом
Операционный менеджер Checker Board Airlines (Port Columbus International Airport) заметил увеличение числа отсроченных вылетов рейсов. Чтобы проанализировать все возможные причины этой проблемы, он построил диаграмму cause-and-effect, показанную на рис.4.6. Главная проблема - отсроченных вылетов рейсов, является "главой" диаграммы. Он обсудил все возможные причины с персоналом и вместе они выделили несколько главных категорий: оборудование, персонал, материалы, процедуры и "другие факторы", которые не поддаются управлению. Несколько подозреваемых причин были сформулированы для каждой главной категории.
Операционный менеджер предположил, что большинство задержек рейса было вызвано проблемами с материалами. Поэтому он исследовал службу продовольствия, заправки и обработки багажа. Он обнаружил, что недостаточно машин для перевозки багажа и поэтому самолеты задерживались, ожидая багаж от связанных с ними рейсов.
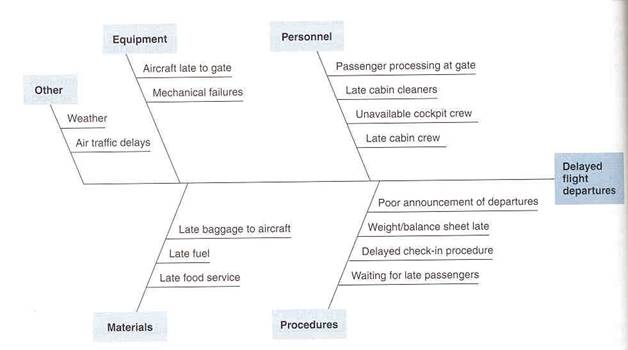
Рис.4.6. Диаграмма Cause-and-Effect для задержки вылета рейса
Пример 4.2. Применение инструментов улучшения качества
Wellington Fiber Board Company производит стекловолоконные компоненты для внутренних крыш пассажирских вагонов. На рис.4.7 показано последовательное применение нескольких инструментов улучшаения качества.
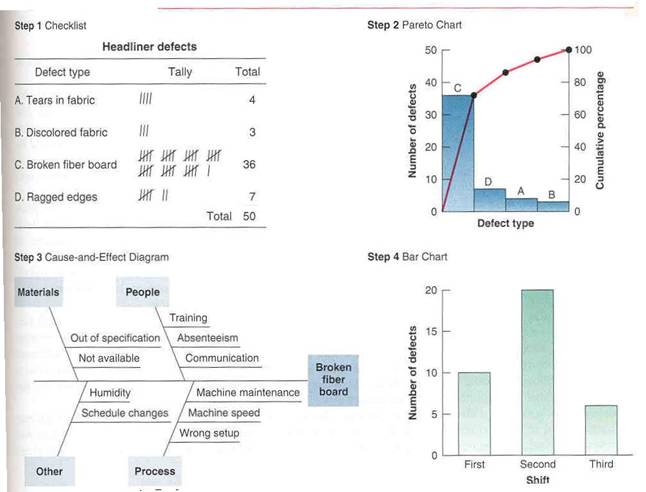
Рис.4.7. Применение инструментов улучшения качества
Шаг 1. Контрольный список дефектов различных типов составлен по производственным отчетам за прошлый месяц.
Шаг 2. Диаграмма Pareto, подготовленная по данным контрольного списка, указала, что нарушение структуры волокна составляло 72 процента от всех дефектов качества. Менеджер решил рассмотреть эту проблему подробнее.
Шаг 3. Cause-and-effect диаграмма для нарушенной структуры волокна показала несколько потенциальных причин проблемы. Из них менеджер выделил обучение служащего.
Шаг 4. Менеджер реорганизовал отчеты о выпуске продукции по сменам, потому что персонал трех смен имел разный опыт. Гистограмма показала, что вторая смена, с наименее опытной рабочей силой, имела большинство дефектов. Дальнейшее исследование показало, что рабочие не использовали надлежащие процедуры для технологического процесса.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
