


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Исходя из точности, производительности и экономии материала
производят выбор метода отрезки заготовки в конкретном производстве. Этот выбор должен быть сделан таким образом, чтобы себестоимость изготавливаемого инструмента была минимальной. Ограничением может быть лишь отсутствие надлежащего оборудования на
действующем предприятии, а приобретение нужного может оказаться экономически невыгодным. Поэтому сложилась практика использовать рубку на прессах в условиях крупносерийного и массового производства, а отрезку на ленточных пилах, ножовочных и абразивно-отрезных станках — в условиях мелкосерийного производства.
Свободная ковка. Свободную ковку заготовок из быстрорежущей стали применяют не только для уменьшения припуска под последующую обработку, но главным образом для уменьшения карбидной неоднородности, так как равномерное распределение карбидов можно обеспечить только механическим перемешиванием металла заготовки. Поэтому свободную ковку как метод получения заготовок используют не только в единичном и мелкосерийном производстве, но и в крупносерийном и массовом.
По требованиям к карбидной неоднородности Московский автозавод им. Лихачева (ЗИЛ) подразделил режущие инструменты на три группы:
1-я группа — зуборезные, резьбонарезные и протяжки диаметром до 30 мм. Балл карбидной неоднородности не более 3.
2-я группа — все инструменты кроме 1-й группы и резцов. Балл карбидной неоднородности 3...5.
3-я группа — резцы — 6-й балл карбидной неоднородности.
Ковка ведется с попеременной осадкой и вытяжкой. После многократной перековки может быть получен 1-й балл карбидной неоднородности. Чем больше поперечное сечение прутка, тем больше балл исходной карбидной неоднородности, тем длительные перековка для получения нужного качества структуры металла. Так, для особо ответственных инструментов (шеверы, резьбовые фрезы, круговые протяжки, работающие в тяжелых условиях) ГАЗ рекомендует 9-кратную осадку с вытяжкой.
Временно-температурный режим ковки быстрорежущей стали значительно отличается от режима ковки конструкционных сталей. Теплопроводность быстрорежущей стали низкая. Поэтому нагрев надо вести медленно, с промежуточными выдержками для прогрева, чтобы не допустить появления трещин. Но окончательный нагрев с температуры 800...900°С до температуры начала ковки (1175 + 25 °С) должен быть ускоренным, так как замедленный нагрев и большая выдержка при высоких температурах усиливают окисление и обезуглероживание поверхностных слоев заготовки. Ковку, в зависимости от объема заготовки, необходимо заканчивать при температуре 900... 1000 °С. Такой малый интервал рабочих температур ковки, около 200 °С, является основной особенностью пластического деформирования быстрорежущей стали: высокие температуры нагрева под ковку допустить нельзя, так как увеличивается окисление и обезуглероживание поверхностных слоев материала заготовки и усиливается коагуляция карбидов, а более низкая температура окончания ковки способна вызвать трещины из-за пониженной пластичности быстрорежущей стали. Конкретные рекомендации временно-температурного режима ковки и других методов горячего пластического деформирования быстрорежущей стали можно найти в специальной литературе.
Штамповка. Используется в условиях серийного и массового производства для приближения размеров и формы заготовки к размерам и форме готового инструмента.
Холодную штамповку применяют для вырубки заготовок отрезных и прорезных фрез из листа, ножовочных полотен из ленты, пластин из полос и т. д.
Горячей штамповкой получают заготовки резцов (формирование головки резца) и насадных инструментов, таких, как зуборезные долбяки и фрезы. Коэффициент использования металла повышается на 25...50 %, на 2...3 балла снижается карбидная неоднородность быстрорежущей стали. Уменьшается трудоемкость изготовления инструмента.
Температурно-временной режим горячей штамповки приблизительно такой же, как и свободной ковки и по тем же причинам.
Оборудование, используемое для штамповки, — кривошипные или фрикционные прессы.
Нагрев заготовок под штамповку и ковку производят в пламенных печах или индукторах высокочастотных установок.
Редуцирование. Это один из методов пластического деформирования для уменьшения поперечного сечения исходной заготовки проталкиванием ее через редуцирующий твердосплавный фильер. Используется для образования хвостовиков ручных метчиков из инструментальной углеродистой стали. Трудоемкость изготовления метчиков сокращается на 12...15 %, а расход стали на 15...18 %. Выполняют его на прессах или холодновысадочных автоматах.
Ротационное обжатие. Этот процесс представляет собой радиальную ковку с приложением пульсирующей нагрузки. Достигается высокая степень деформации без разрушения малопластичных инструментальных сталей. В зависимости от пластичности материала может быть холодная и горячая ковка. Форма поперечного сечения полученной заготовки соответствует форме бойков. Способ можно рекомендовать для образования хвостовиков, канавок на метчиках и других инструментах. Характеризуется высокой производительностью, низкой себестоимостью и обеспечивает большую экономию металла.
Секторная прокатка. Это способ уменьшения поперечного сечения заготовок или его профилирования. Отличается от непрерывной прокатки тем, что на валках ручьи не на полной окружности, а на ее части. Обеспечивается это установкой на валки 2 секторов 1 с профилем, обратным профилю будущей заготовки (рис. 1.1). В момент, когда пространство между секторами свободное, рабочий подает к упору 4 заготовку 3, которая при вращении валков 2 секторами 1 обжимается и выталкивается в сторону рабочего.
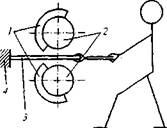
Рис. 1.1. Работа на ковочных вальцах:
1-ковочные секторы; 2-валки; 3 -заготовка, 4-упор
Таким способом получают продольные канавки на заготовках сверл. Предварительно хвостовую часть сверла из стали 40 сваривают с рабочей частью из быстрорежущей стали, отжигают и обтачивают. Затем нагревают до 1000...1050 °С со скоростью, не допускающей обезуглероживания и окисления, электроконтактным методом, в соляной ванне или в индукторе высокочастотной установки. После прокатки заготовки завивают при температуре 740...780 °С, получая винтовые канавки. Спроектированы специальные стаканы для прокатки канавок сверл производительностью ~ 250 заготовок в час, а для завивки — производительностью 250...750 шт. в час.
Поперечная прокатка. После нагрева до температуры 1000... 1200 °С на встроенной в стан установке ТВЧ заготовка подается на плашки и прокатывается между ними, как при накатке резьбу. Получаем заготовку сверла с винтовыми стружечными канавками. Производительность имеющихся станов — до 2000 заготовок в час. Используют для сверл диаметром 6... 12 мм. Метод по производительности намного выше предыдущего, но прочность заготовок ниже, так как разрыхляется сердцевина.
Продольно-винтовая прокатка. Метод разработан и используется для получения заготовок сверл с винтовыми канавками с одного нагрева в одну операцию. Подготовленная заготовка прокатывается между двумя парами синхронно вращающихся роликов. Одна пара роликов формирует канавку сверла, а вторая — спинку. Ролики устанавливаются относительно оси сверла с разворотом на угол наклона канавки. В зоне контакта роликов и заготовки возникают силы трения, тангенциальные составляющие которых создают пару сил, вращающих заготовку, а осевые перемешают ее вдоль оси. В результате заготовка перемещается относительно роликов по винтовой линии. Прочность сверл выше, чем при поперечной прокатке, а производительность выше, чем при продольной прокатке с завивкой.
По данным исследований д.т.н. , стойкость сверл с прокатанными канавками ниже, чем с фрезерованными, а в еще большей степени — по сравнению с вышлифованными по целому закаленному материалу. Поэтому высокопроизводительный метод получения канавок сверл прокаткой, разработанный для условий крупносерийного и массового производства, обречен на вымирание.
Поперечно-винтовая прокатка. Используют для получения заготовок червячных фрез с витками, образованными методом горячей пластической деформации. В прокатном стане применены валки с кольцевой или винтовой нарезкой, установленные таким образом, что их кольцевые или винтовые выступы-витки располагаются вдоль впадин червячной нарезки будущей заготовки. Такие валки расположены с двух сторон прокатываемой заготовки. Принцип прокатки червяка такой же, как и продольно-винтовой способ образования канавок сверл. По данным завода «Фрезер», производительность обработки червяка в 30—40 раз выше, чем резьбофрезерованием. Уменьшение балла карбидной неоднородности, получение витков с неперерезанными волокнами металла способствуют повышению стойкости фрез из таких заготовок.
Горячее гидродинамическое выдавливание (гидроэкструзия). Это один из относительно новых методов получения заготовок инструментов пластической деформацией в горячем состоянии. Сущность метода состоит в том, что нагретая до температуры 1050...1100°С исходная заготовка цилиндрической формы помещается в подогретый до температуры 600 °С стальной стакан с фильером в донышке. Сверху кладут графитовую пробку, и пуансон под действием ползуна кривошипного пресса, перемещаясь по внутренним стенкам стакана вниз, выдавливает через фильер заготовку с поперечным сечением соответствующей формы. При такой схеме графит ведет себя как вязкая жидкость, и в стакане создаются условия большого, почти всестороннего сжатия материала, повышается его пластичность, и материал спокойно течет через фильер. Так получают заготовки сверл с канавками, заготовки метчиков, разверток, в том числе биметаллические, когда быстрорежущая сталь расположена тонким слоем по периметру поперечного сечения. Для этого заготовка под выдавливание должна состоять из цилиндра конструкционной стали, на который надета тонкая трубка из стали быстрорежущей.
Метод высокопроизводительный, экономит быстрорежущую сталь и повышает стойкость инструмента из-за понижения карбидной неоднородности материала заготовки. Экономически оправдан в условиях серийного и массового производства инструментов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
