


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для точной зацентровки заготовок из холоднотянутого металла используют станки с цанговым зажимом и направляющей втулкой.
После закалки и отпуска центровые гнезда исправляют твердосплавной зенковкой на вертикально-сверлильном станке или шлифуют на внутришлифовальных или центрошлифовальных станках. У точных инструментов (развертки, протяжки и др.) центровые отверстия даже доводят чугунными притирами с абразивной пастой.
У насадного инструмента отверстия первоначально обрабатывают по Н9...Н7 сверлением, растачиванием и развертыванием или протягиванием. Предварительную обработку одного торца и отверстия выполняют с одной установки заготовки. Второй торец обрабатывают на базе первого. Заготовка зажимается самоцентрирующими устройствами, захватывающими заготовку за наружную поверхность. Чистовую подрезку торцов выполняют на конической оправке.
После закалки и отпуска технологические базы (отверстие и торцы) вновь обрабатывают по 7...5-му и даже более высоким квалитетам точности (зуборезные инструменты). Сначала на внутришлифовальном станке с одной установки заготовки шлифуют отверстие и один торец. Второй торец можно шлифовать на плоскошлифовальном станке. После шлифования или доводки отверстия торцы можно шлифовать на конической оправке на круглошлифовальном станке. Если базы обрабатывают с точностью выше 5-го квалитета, то их до водят на специальных доводочных станках. Отверстие можно доводить разжимными притирами на токарных и сверлильных станках.
Припуск под доводку — 0,01...0,05 мм. Когда главной технологической базой является торец, то сначала доводится он, а затем, используя его как базу, доводят отверстие.
У плоского инструмента технологические базы (плоскости) фрезеруют, строгают, протягивают или шлифуют. После закалки и отпуска базовые поверхности вновь шлифуют, а у высокоточных инструментов еще и доводят.
1.7. Последующие этапы разработки технологического процесса.
Под последующими этапами имеем в виду:
— выбор технологического оборудования и оснастки;
— разработку маршрутной технологии;
— разработку операционной технологии;
— сравнение экономической эффективности нескольких вариантов техпроцесса и выбор оптимального;
— окончательную доработку выбранного варианта.
Разработка перечисленных этапов подробно излагается в курсе «Технология машиностроения». Все это свойственно и для инструмента. Отличие состоит в том, что при изготовлении режущего инструмента приходится сталкиваться с операциями, свойственными лишь ему одному: фрезерование стружечных канавок, шлифование зубьев долбяков и др. Эти операции рассматриваются ниже. Кроме того, необходимо помнить, что при расчете припусков на обработку особое внимание следует обратить на полноту удаления дефектного поверхностного слоя заготовки, который в дальнейшем может оказаться на режущей кромке инструмента. Поэтому данный слой, особенно обезуглероженный, должен быть полностью удален. В противном случае лезвие у режущей кромки окажется мягким, а стойкость инструмента низкой. Может быть даже полная потеря работоспособности. |
При разработке этих и предыдущих этапов технологического процесса целесообразно пользоваться специальной литературой.
 Контрольные вопросы.
Контрольные вопросы.
1.Перечислите этапы проектирования технологического процесса в последовательности его разработки.
2.Полуфабрикаты для стальных заготовок инструментов. Контроль полуфабрикатов.
3.Способы получения заготовок методом пластического деформирования. Их возможности. Выбор способов.
4.Температура начала и окончания ковки и штамповки заготовок из быстрорежущей стали.
5.Характеристика литья, наплавки режущих элементов, сварки и наварки, используемых для получения заготовок быстрорежущих инструментов, с точки зрения работоспособности и экономичности инструментов.
6.Напайка пластин быстрорежущей стали, твердого сплава, минералокера-мики.
7.Дефекты напайки, причины их возникновения, мероприятия по недопущению дефектов.
8.Приклеивание режущих пластин. Преимущества приклеивания перед напайкой.
9.Прессование заготовок из порошков.
10.Основные и черновые технологические базы на разных стадиях изготовления инструментов.
11.Методы и точность обработки технологических баз до и после закалки и отпуска инструмента.
12.На чем базируется разработка остальных этапов технологического процесса изготовления инструмента и какие отличия от базы?
2.3. НЕКОТОРЫЕ ВИДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ.
2.1. Общие положения.
В общем курсе дисциплины «Технология машиностроения» достаточно подробно рассматриваются такие формообразующие операции, как точение, фрезерование, протягивание, строгание, шлифование плоских поверхностей и поверхностей вращения, а также некоторых фасонных внутренних и наружных поверхностей. Поэтому в данной работе уместно хотя бы в конспективном изложении рассмотреть лишь те операции инструментального производства, которые в технологии машиностроения не встречаются.
2.2. Обработка фасонных поверхностей.
Очень многие инструменты имеют фасонные рабочие поверхности: фасонные резцы и фрезы, сверла, протяжки, резьбонарезные и зубообрабатывающие инструменты. Каждая из перечисленных групп инструментов имеет свои формы, не похожие на формы других групп. Тем не менее, можно выделить общие принципы формирования и рассмотреть обработку линейчатых фасонных поверхностей и фасонных поверхностей вращения.
Линейчатые фасонные поверхности, например, призматических, тангенциальных и стержневых резцов сначала фрезеруют, строгают или протягивают в зависимости от типа производства (единичное, серийное, массовое) на станках, которым присущи эти методы обработки. При этом обрабатывать можно нормальным режущим инструментом на станках с ЧПУ или фасонным на универсальных станках. В условиях единичного производства такие виды работ выполняют нормальным режущим инструментом, изменяя положение детали при переходе к обработке нового элемента фасонной поверхности.
Окончательно линейчатые фасонные поверхности чаще всего шлифуют на плоскошлифовальных станках по элементам или спрофилированными абразивными кругами. На экран оптического профилешлифовального станка накладывают кальку с профилем готового инструмента в масштабе 50:1. Наблюдение на экране увеличенной в 50 раз зоны обработки позволяет управлять движениями шлифовального круга и, как по шаблону, получить профиль инструмента. В единичном и мелкосерийном производстве еще до сих пор шлифуют, таким образом, задние поверхности фасонных резцов, в том числе круглых.
Шлифование фасонным кругом наиболее производительное, однако требует дополнительных затрат на профилирование круга. В условиях мелкосерийного производства для профилирования используют универсальные приспособления для алмазной правки. Принципиальная схема одного из них представлена на рис. 2.4. Перемещая каретку 3 по основанию 4 можно установить расстояние R для правки участка круга по дуге радиусом R (pиc. 2.4, б) путем поворота приспособления с алмазом 1 вокруг оси О—О. Перемещая каретку 2 параллельно оси круга, получаем на круге прямолинейный участок профиля, параллельный его оси. Повернув все приспособление вокруг оси О—О на угол а и перемещая каретку 2, можно образовать на круге наклонный участок под углом а (рис. 2.4, б). Приспособление позволяет получить также и вогнутый дуговой участок (рис. 2.4, в). Круг профилируют на рабочем станке с рабочей скоростью вращения круга. Это обеспечивает наиболее точный перенос профиля круга на обрабатываемый инструмент. Предварительное профилирование круга можно производить вне шлифовального станка, например на токарном, с низкой скоростью резания, при которой любой резец в состоянии резать круг, т. е. выламывать из него частицы, образуя нужный профиль.
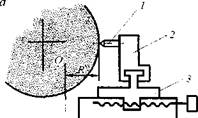
Рис. 2.4. Профилирование шлифовального круга: а — приспособление для профилирования; б, в — возможные формы профиля круга.
Рассмотренное приспособление можно назвать техникой вчерашнего дня. Оно не позволяет получить более сложные профили, но имеет право на существование по причине своей простоты. Современное развитие техники допускает возможность создания на базе ЧПУ приспособлений для правки любых профилей.
Наиболее производительным методом профилирования шлифовальных кругов является накатка профиля специальными шарошками из закаленной стали У12 или 9ХС. Шарошка по внешнему виду напоминает фасонную фрезу с профилем, обратным профилю круга (рис. 2.5), но без затылованных зубьев. Ее устанавливают на шлифовальный станок, непрерывно поджимают к кругу и вращают со скоростью 10...15 м/мин. Это та зона скоростей, когда круг «режется» любым лезвийным инструментом, а если быть более точным — это скорости, при которых производится выкрошивание частиц круга. Круг приобретает профиль, обратный профилю шарошки, или накатника, как ее иногда называют. Учитывая затраты на изготовление шарошки, способ накатывания профиля можно рекомендовать для серийного и массового производства.
|
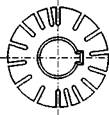
2.5 Шарошка для накатки профиля шлифовального круга.
Фасонные поверхности вращения, в том числе винтовые, предварительно образуют лезвийными инструментами на станках токарной группы. Обработку ведут по элементам нормальным инструментом или в обход по контуру с помощью копира, в том числе на станках с ЧПУ. На универсальных неавтоматизированных станках наиболее производительное образование профиля таких инструментов обеспечивается фасонными резцами, но это экономически выгодно только в условиях серийного и массового производства. Так можно получать профили круглых фасонных резцов, фасонных фрез, в том числе резьбонарезных и зуборезных.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
