


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Шлицешлифовальные станки оснащены специальными делительными устройствами, обеспечивающими автоматический поворот протяжки при переходе к шлифованию следующего зуба, в то время как на плоскошлифовальных станках деление ручное, обычно с помощью универсальной делительной головки.
 2.6. Образование и последующая обработка зубьев долбяков.
2.6. Образование и последующая обработка зубьев долбяков.
Зубья зуборезных долбяков образуют фрезерованием дисковой модульной фрезой на горизонтально-фрезерном станке или червячной модульной фрезой на зубофрезерном. Последний метод обеспечивает более высокую точность и производительность обработки.
Для получения боковых задних углов у будущего долбяка рабочую фрезу во время фрезерования непрерывно приближают к оси обрабатываемой заготовки по мере продвижения зоны обработки от переднего торца заготовки к заднему. На горизонтально-фрезерном станке это обеспечивают наклоном оправки с заготовкой на угол αв относительно горизонтальной плоскости за счет превышения одного центра приспособления над другим. Такой прием можно использовать и на зубофрезерных станках, установив ось долбяка с наклоном к направлению перемещения червячной фрезы. Но если позволяет станок, то более точную обработку обеспечивает одновременное включение двух подач: осевой (вертикальной) подачи фрезы S0 и радиальной подачи Sp заготовки на фрезу с соотношением:
Sp/S0 = tg αB,
где αB — задний угол при вершине зуба долбяка.
Предварительное формирование зубьев долбяков принципиально возможно методом горячего пластического деформирования путем накатывания, как у шестерен.
После закалки, отпуска и подготовки базовых поверхностей долбяк затачивают по передней поверхности на плоскошлифовальном станке с круглым поворотным столом (рис. 2.12). На круглошлифовальном станке шлифуют под углом αв наружную коническую поверхность выступов зубьев, а на специальных зубошлифовальных станках — боковые стороны зубьев по схеме рис. 2.13.
|
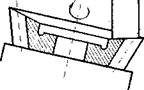
Рис. 2.12. Заточка долбяка по передней поверхности.
Долбяк 2 и эвольвентный копир 3 установлены на оправке О станка. При повороте копира по стрелке со вместе с ним поворачивается долбяк и отходит по стрелке А. Точки торца шлифовального круга, соприкасаясь с боковой поверхностью зуба долбяка, описывают эвольвенты, профилируя таким образом его боковую сторону. Переход к обработке следующего зуба происходит после автоматического деления.
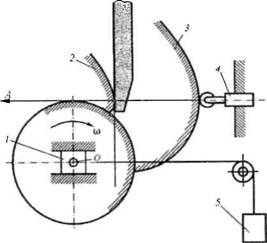
Рис. 2.13. Шлифование боковых сторон профиля зуба долбяка:
1—ползушка; 2—зуб долбяка; 3 — эвольвентный копир; 4— упор; 5—груз.
Вторые стороны зубьев обрабатывают после ручной переустановки долбяка на оправке. Таким образом, формирование эвольвентой поверхности зуба производится методом обкатки, но в пределах одного зуба. Груз 5 обеспечивает плотный контакт эвольвентного копира с неподвижным упором 4, а ползушка 1 — перемещение по стрелке А системы «долбяк-копир». Действительные формообразующие движения при шлифовании боковых сторон зуба долбяка несколько сложнее, чем на принципиальной схеме.
Мелкомодульные долбяки (от < 2 мм) шлифуют дисковыми фасонными кругами методом копирования или методом обкатки червячными шлифовальными кругами на специальных станках.
2.7. Затылование зубьев инструментов.
|
Затылуют зубья метчиков, сверл, зенкеров, фасонных фрез, в том числе резьбонарезных и зуборезных. Если для сверл, зенкеров и метчиков это лишь один из способов образования задней поверхности, то для фасонных фрез — еще и упрощение переточек. Зубья фасонных фрез перетачивают по передней плоскости, не трогая сложной по форме задней поверхности. Форма и размеры профиля фасонной режущей кромки при этом сохраняются. Метчики, сверла, зенкеры, в отличие от фасонных фрез, после затупления повторно затылуют, так как профиль шлифовального круга для заточки затылованием простой — прямая линия.
а б в
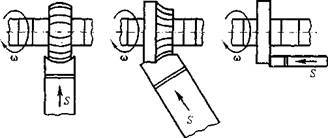
Рис. 2.14. Способы затылования зубьев фрез: а — радиальное; б — косое; в — осевое.
В зависимости от типа и формы профиля фасонных фрез затылование подразделяют на радиальное, косое и осевое (рис. 2.14). Цель этих разновидностей, как указывалось ранее, — обеспечить задние нормальные углы достаточной величины на всех участках профиля. Затылование производят стержневыми фасонными резцами до закалки фрезы и абразивными кругами после закалки и отпуска на универсальных токарно-затыловочных станках по схеме рис. 2.14. Вращающийся кулачок перемещает затыловочный резец по стрелке S к центру или вдоль оси фрезы, которая вращается по стрелке го. Задняя поверхность фрезы к спинке зуба понижается, обеспечивая получение заднего угла.
|
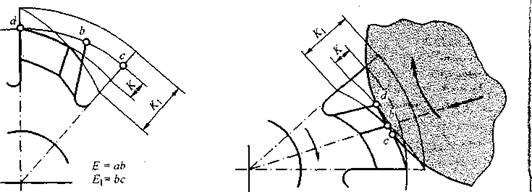
Рабочий ход резца должен воспроизвести спираль Архимеда на участке ab, несколько большем, чем ширина зуба фрезы. На участке bl резец отводится в положение, исходное для затылования следующего зуба. За время перемещения резца по траектории abl затылуемая фреза поворачивается на угловой шаг зубьев, а кулачок делает полный оборот. Из этих посылок профилируют кулачки.
Рис. 2.15. Двойное затылова- Рис. 2.16. Шлифование затылка зуба фа-
ние зуба фасонной фрезы. сонной фрезы.
Параметр К кулачка зависит от требуемого заднего угла при вершине фрезы αв ее диаметра D и числа зубьев z: K= πD tg αB/z.
Если после закалки и отпуска фрезу затылуют шлифованием, то на стадии затылования резцом (до закалки) делают двойной затылок: К и К1, где К1 > К (рис. 2.15). Необходимость двойного затылования вызвана следующими соображениями. Прошлифовать зуб по всей ширине Е невозможно, так как будет срезана режущая кромка смежного зуба. Шлифовальный круг должен закончить формирование затылочной поверхности в точке b (рис. 2.16). Тогда на участке bd образуется седло, опасное тем, что оно сокращает число возможных переточек зуба. После стачивания зуба по передней поверхности до некоторой точки с спиночная кромка в точке d окажется выше режущей кромки в точке с, и фреза не сможет резать, хотя по прочности зуба количество переточек не исчерпано. Поэтому седло bd надо удалить. Делают это резцом, снимая затылок К1 на токарно-затыловочном станке до закалки фрезы. Образование затылка К1 можно совместить с образованием К, использовав специальный комбинированный кулачок. В случаях, когда припуск под последующее шлифование небольшой (зуб фрезы не крупный), резцом делают только один затылок К1 на всей ширине зуба, а затылок К образуют шлифованием.
Наибольшая длина профиля затыловочных резцов при радиальном затыловании—70...80 мм, редко 100... 150 мм. Если длина профиля затылуемого изделия больше, то затылование производят несколькими фасонными резцами с перекрытием профилей или с дополнительной продольной подачей по копиру токарного резца для копировальных работ.
 Наиболее сложным является затылование червячных модульных фрез. Два из них, черновое и чистовое, делают резцами до закалки фрезы, а последующие два, черновое и чистовое, — шлифовальным кругом после закалки и отпуска.
Наиболее сложным является затылование червячных модульных фрез. Два из них, черновое и чистовое, делают резцами до закалки фрезы, а последующие два, черновое и чистовое, — шлифовальным кругом после закалки и отпуска.
Черновое затылование резцом производят за две-три операции или перехода:
—затылование по наружному диаметру;
—затылование по профилю с двух сторон одновременно (т < 6 мм) или по правой и левой сторонам отдельно (т > 6 мм).
Чистовое затылование резцом, независимо от модуля фрезы, выполняют раздельно по каждой из поверхностей:
—по наружному диаметру;
—по профилю с правой стороны;
—по профилю с левой стороны;
—технологической канавки в межзубьей впадине;
—скругление по дуге вершины зуба с правой стороны;
—скругление по дуге вершины зуба с левой стороны.
Затылование шлифованием производят на универсальном токарно-затыловочном станке после установки на нем шлифовальной головки или на специальном шлифовально-затыловочном. При черновом шлифовании зуб затылуют по наружному диаметру и раздельно по правой и левой сторонам профиля. Чистовое затылование содержит те же операции или переходы чистового затылования резцом за исключением затылования технологической канавки.
По наружному диаметру зубья затылуют периферией плоскопараллельного круга или торцом конического чашечного. Боковые стороны зуба образуют по трем схемам (рис. 2.17). Наиболее производительна обработка дисковым кругом (рис. 2.17, а), а наиболее точная —
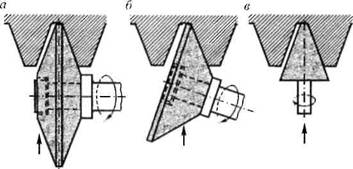
Рис. 2.17. Схема затылования шлифованием зубьев червячных модульных фрез:
а — дисковым кругом; б — чашечным кругом; в — пальцевым кругом.
чашечным (рис. 2.17, б). Пальцевый круг (рис. 2.17, в) наименее производительный, так как его диаметр мал. Используют при затыловании фрез модулем св. 15 мм.
Профилирование и правку шлифовальных кругов производят алмазом с использованием специальных приспособлений.
Контрольные вопросы.
1.Методы обработки фасонных линейчатых поверхностей и фасонных поверхностей вращения.
2.Образование рифлений на ножах и в пазах корпусов сборных инструментов.
3.Станки и их настройка для фрезерования стружечных канавок.
4.Обработка зубьев круглых и шлицевых протяжек.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
