


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Окончательно фасонные поверхности вращения шлифуют на
круглошлифовальных станках, а винтовые фасонные поверхности —
на резьбошлифовальных. Шлифование можно производить нормальными или фасонными шлифовальными кругами. Круги профилируют так же, как и для обработки линейчатых фасонных поверхностей.
Рассмотренными методами формируются фасонные поверхности круглых фасонных резцов, а также метчиков и резьбонарезных гребенчатых фрез. Лезвийная и абразивная обработка задних поверхностей фасонных затылованных фрез, в том числе зуборезных, боковых поверхностей зубьев долбяков и некоторых других поверхностей инструментов, производится другими методами и будет рассмотрена отдельно в дальнейшем изложении.
2.3. Образование рифлений на ножах и в пазах корпусов сборных инструментов.
Рассмотрены конструкции инструментов с ножами клиновидной или плоскопараллельной формы с рифлениями на опорной поверхности. Такие же рифления образованы в пазах корпусов этих инструментов.
На ножах рифления можно получить прессованием ножей из порошков, фрезерованием гребенчатыми фрезами или протягиванием. В открытых пазах корпусов, например, цилиндрических и торцовых фрез (пазы открыты с обоих торцов) рифления протягивают, а в закрытых (дисковые фрезы и другие инструменты) долбят пластинчатыми долбяками 3 (рис. 2.6). Поскольку долбяк тонкий, его поддерживают клином 1. Таких клиньев 5, 6 штук разной толщины. Они обеспечивают подачу долбяка на врезание, что позволяет обработать рифления за 5...6 проходов, так как за один ход долбяка рифления образовать нельзя.
![]()

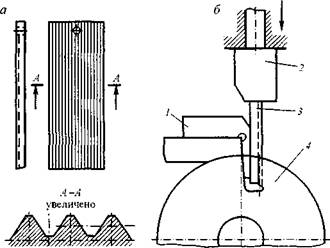
Рис. 2.6. Долбление рифлений в корпусе дисковой фрезы:
а — долбяк; б—схема долбления; 1 — клин; 2 — державка; 3 — долбяк; 4— корпус фрезы.
2.4. Фрезерование стружечных канавок.
Фрезерование канавок — один из способов обработки зуба, так как его размеры и форма зависят от размеров и формы канавки. Однако канавки фрезеруют не всегда. Если они получены прокаткой или выдавливанием, например у сверл, их, в лучшем случае, дополнительно полируют или шлифуют. В последнее время широко используют метод глубинного шлифования. Даже такие крупные канавки, как у сверл, вышлифовывают на закаленной цилиндрической заготовке без предварительного формирования давлением или лезвийными инструментами. По данным проф. , стойкость таких сверл в 1,5 раза выше, чем сверл с фрезерованными канавками, и в 2 раза выше, чем с прокатанными.
Самым распространенным способом образования стружечных канавок является фрезерование на обычных и автоматизированных горизонтально - и универсально-фрезерных, а также специальных станках в центрах с делительной головкой. В серийном и массовом производствах используют специальные многоместные (многошпиндельные) приспособления с ручным и автоматическим делением, т. е. с поворотом заготовок на угловой шаг зубьев. Рабочим инструментом являются двухугловые или фасонные канавочные фрезы. Они должны быть направлены вдоль фрезеруемой канавки. Поэтому стол фрезерного станка вместе с заготовкой и приспособлением поворачивают на угол ω1 (рис. 2.7).
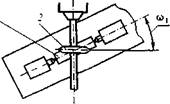
Рис. 2.7 Установка рабочей фрезы для фрезерования винтовых стружечных канавок:
1- заготовка; 2 – рабочая фреза.
tg ω1 = tg ω cos (Θ + у), a tg ω = πD/Т,
где Θ — угол профиля фрезы;
у — передний угол зуба фрезеруемой заготовки;
D— диаметр заготовки;
T—шаг фрезеруемой канавки.
Прямые стружечные канавки можно фрезеровать на горизонтально-фрезерных станках.
Для получения прямых канавок с заданными параметрами, а именно с глубиной h и передним углом у будущего зуба инструмента, фрезеруемая заготовка и рабочая фреза должны располагаться относительно друг друга определенным образом. Это расположение задается смешением Е фрезы с оси заготовки и углублением Н (рис. 2.8). Параметры Е и Н можно вычислить по формулам, которые легко вывести по схеме рис. 2.8, или определить графически, вычертив эту же схему в увеличенном масштабе.
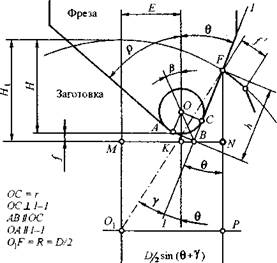
Рис. 3.8. Схема к расчету установки рабочей фрезы для получения канавок с заданными глубиной h и передним углом у.
Подобными методами настраивают станки и фрезеруют стружечные канавки сверл, зенкеров, разверток, метчиков, фрез, в том числе резьбонарезных и зуборезных,
На универсально-фрезерных станках образуют стружечные канавки плоских и пазовых протяжек. Особенность обработки состоит лишь в установке заготовки относительно фрезы. Здесь рабочая фреза тоже должна быть направлена вдоль образуемой канавки, поэтому заготовку поворачивают относительно торца фрезы на угол ω. Кроме того, для образования переднего угла у заготовку поворачивают вокруг линии, перпендикулярной оси фрезерной оправки на угол:
η = Θ + у,
где Θ — угол профиля рабочей фрезы со стороны передней поверхности образуемой стружечной канавки.
На резьбофрезерном станке можно образовать стружечные канавки круглых и шлицевых протяжек (рис. 2.9, а). Здесь особо важно выбрать диаметр фрезы. Он не должен быть больше предельно допустимого, при котором будет подрезаться зуб со стороны передней поверхности, что имеет место тогда, когда кривизна формообразующего контура рабочей фрезы (поверхности, в которой лежат ее режущие кромки) меньше кривизны конической передней поверхности зуба протяжки. Это значит, что фреза должна войти в конус канавки протяжки и контакт наружного конуса фрезы с внутренним конусом зуба протяжки должен происходить по их общей образующей. Этот наибольший, предельно допустимый диаметр фрезы D вычисляют по формуле:
D = кd sin (β - у)/sin у,
где d — диаметр протяжки по первому зубу; к = d1/d, где d1 — диаметр протяжки в месте перехода криволинейного участка профиля передней поверхности зуба в прямолинейный (рис. 2.9, а); к ≈ 0,85.
Во время фрезерования канавок необходимо помнить и учитывать при наладке операции, что глубина канавок на всей длине рабочей части протяжки или на отдельных ее участках постоянная, а диаметры зубьев разные.
|
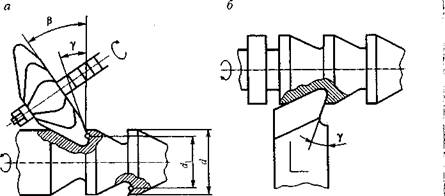
Рис. 2.9. Образование зубьев протяжек: а — фрезерование; 6 — точение.
Стружечные канавки круглых и шлицевых протяжек чаще всего прорезают стержневыми фасонными резцами на токарных станках с ЧПУ (рис. 2.9, б). На неавтоматизированных токарных станках перед окончательным формообразованием канавок их предварительно прорезают канавочными резцами. Эту операцию называют разметкой шага зубьев протяжки.
Стружечные канавки резьбонарезных плашек получают сверлением.
2.5. Образование и последующая обработка зубьев протяжек.
Зубья круглых протяжек полностью сформированы на операции фрезерования или точения стружечных канавок.
У шлицевых протяжек дополнительно необходимо образовать шлицевые выступы. Их получают фрезерованием по схемам рис. 2.10 на универсально- или горизонтально-фрезерных станках в одноместных или многоместных делительных приспособлениях. Схема «а» требует для каждой протяжки свою рабочую фрезу и поэтому приемлема для серийного производства. Схемы «б», «в +г» рекомендуются для единичного производства. Схема «в + г» выгоднее, так как здесь уже на стадии фрезерования образуются канавки К для выхода шлифовального круга при последующем шлифовании боковых сторон шлицевых выступов зубьев протяжки.
|
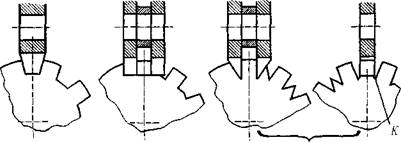
В условиях средне- и крупносерийного производства экономически выгодно зубья шлицевых протяжек разных профилей фрезеровать на специальных шлицефрезерных станках по методу обкатки червячными фрезами, образующими при этом необходимые технологические канавки.
а б в г
Рис. 3.10. Образование шлиц шлицевых протяжек.
Протяжки с отношением длины к диаметру более 12 фрезеруют с поддержкой люнетом.
|
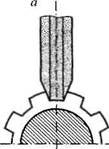
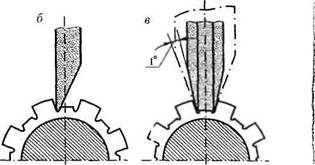
Рис. 2.11. Шлифование шлиц шлицевых протяжек:
а — шлифование профиля; б— прорезание канавки; в — шлифование поднутрения
После закалки и отпуска зубья протяжек затачивают и шлифуют. Заточку по передним поверхностям зубьев производят на специальных заточных станках по схеме фрезерования (см. рис. 2.9). Диаметр шлифовального круга ограничивается так же, как и диаметр фрезы, и рассчитывается по той же формуле. Заточка зубьев по задним поверхностям — это, по сути, шлифование конусов - выполняется на круглошлифовальных станках.
Плоские протяжки, в том числе пазовые, затачивают на универсально-заточных станках, как по передним, так и по задним поверхностям в приспособлениях типа поворотных тисков. Более подробно
принципиальные вопросы заточки инструментов будут изложены ниже (см. п. 2.5).
Шлифование боковых сторон профиля зубьев шлицевых протяжек выполняют на плоскошлифовальных или шлицешлифовальных станках абразивными кругами соответствующего профиля. Зубья шлицевых прямобочных протяжек шлифуют по схемам (рис. 2.11). Профиль зубьев шлифуют по схеме «а» рисунка. Затем прорезают технологическую канавку (рис. 2.11,б), если она не образована на стадии фрезерования, и шлифуют поднутрение (рис. 3.11, в), которое можно совместить с прорезкой технологической канавки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
