


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Технология пайки не отличается сложностью. Здесь, как и при наварке, важно хорошо раскислить соединяемые поверхности. Для этого используют размельченную обезвоженную буру, которой после предварительного нагрева заготовок посыпают спаиваемые поверх
![]()
 ности, или буру иногда вводят в состав припоя, если последний используют в виде порошка, что свойственно напайке пластин на корпуса многолезвийных инструментов. В заготовках корпусов на торцах делают выточки — ванночки, в которые после сборки корпуса с ножами и раскисления насыпают припой. Установив корпус на противоположный торец, его нагревают до расплавления припоя, подстуживают на воздухе и закаливают в масло или дают медленно остыть в термостатах для последующего отжига и лезвийной обработки.
ности, или буру иногда вводят в состав припоя, если последний используют в виде порошка, что свойственно напайке пластин на корпуса многолезвийных инструментов. В заготовках корпусов на торцах делают выточки — ванночки, в которые после сборки корпуса с ножами и раскисления насыпают припой. Установив корпус на противоположный торец, его нагревают до расплавления припоя, подстуживают на воздухе и закаливают в масло или дают медленно остыть в термостатах для последующего отжига и лезвийной обработки.
Напайка, как и наварка пластин, позволяет экономить быстрорежущую сталь. Экономия большая. Так, по данным Челябинского тракторного завода, при изготовлении крупномодульного долбяка (т = 10,5 мм) с напаянными пластинами экономия быстрорежущей стали составляет 23 кг.
Нагревать заготовки во время напайки можно в печах, обеспечивающих температуру 1260...1300 °С. При такой высокой температуре возможны окисление и обезуглероживание поверхностных слоев материала пластин и ножей. Поэтому лучшим является безокислительный нагрев в соляных ваннах, нефтяных или газопламенных печах. Для первичного подогрева можно использовать любые печи.
Напайка пластин твердого сплава. До напайки выполняют максимум операций над корпусом, чтобы после напайки производить только шлифование и заточку.
Для пайки используют медь или медно-цинковые припои, латуни с температурой плавления 900... 1080 °С. Они мягкие. Поэтому слой припоя под пластиной нельзя допускать более 0,1 мм, чтобы под действием сил резания припой не «выдавливался» и пластина не изгибалась и не ломалась. Поэтому неплоскостность контактных поверхностей гнезд и пластин должна быть не более 0,05...0,10 мм. Гнезда в корпусах фрезеруют, а опорные поверхности пластин при необходимости шлифуют.
Перед напайкой пластины обезжиривают промывкой в бензине или четыреххлористом углероде. Спаиваемые поверхности пластин и корпусов раскисляют бурой. У однолезвийных инструментов, например резцов, бурой посыпают опорную поверхность гнезда, затем кладут пластину припоя, посыпают бурой, кладут пластину твердого сплава, а на нее сверху опять кладут припой и посыпают бурой, чтобы защитить переднюю поверхность пластины от окисления. После этого соединение нагревают до расплавления припоя, подправляют положение пластины и выжимают избыточный припой. У заготовок многолезвийных инструментов раскисление — отдельный переход. Режущие пластины с пластинками припоя устанавливают в гнезда корпуса, слегка закрепляют зачеканкой, обвязкой асбестовым шнуром или жаропрочной проволокой, вываривают в водном растворе буры и высушивают. После этого производят нагрев до расплавления припоя и последующее охлаждение, которое можно совместить с закалкой корпусов в масле или селитровой ванне.
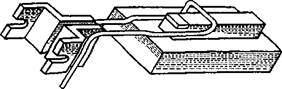 |
Рис. 1.3. Петлевой индуктор для напайки на резцы пластин твердого сплава.
Для нагрева используют любые печи, но лучше с безокислительной средой. Часто предпочитают индукционный нагрев как быстрый, чистый и поддающийся автоматизации. Заготовка в витковом индукторе непрерывно вращается во время нагрева и застывания припоя. Инструменты, нагреваемые в петлевом индукторе (резцы, ножи для сборных инструментов), неподвижны (рис. 1.3). Нагрев твердого сплава должен быть медленным, так как он обладает малой теплопроводностью, и быстрое изменение объемов от быстрого нагрева может привести к растрескиванию пластин. По этой же причине охлаждение после напайки тоже должно быть очень медленным. Напаянные заготовки должны остывать в термостатах, а еще лучше — вместе с печью, куда они забрасываются после напайки. Медленный нагрев и медленное охлаждение — общая особенность горячей обработки инструментальных материалов. Для медленного нагрева петлевые индукторы проектируют так, чтобы пластина нагревалась за счет теплопередачи от нагреваемого корпуса. То же самое делают при напайке на машинах контактной сварки: электроды подводят к корпусу инструмента возле пластины.
В крупносерийном и массовом производстве напайных многолезвийных инструментов хорошо зарекомендовал себя нагрев в соляной ванне с одновременной закалкой корпусов. Собранный с пластинами твердого сплава, вываренный в водном растворе буры и высушенный корпус погружают в соляную ванну и опускают в находящийся там графитовый тигель с расплавленным припоем. Припой затекает в зазоры между пластинами и корпусом, а потом затвердевает после подстуживания заготовки на воздухе. Остудив до температуры закалки, корпус закаливают, охлаждая его вместе с пластинами в подогретом масле или селитре.
Разработаны и используются автоматы и полуавтоматы для напайки резцов на установках ТВЧ, обеспечивающие высокую производительность и хорошее качество пайки.
Мероприятия по повышению качества пайки. Твердый сплав и конструкционная сталь корпуса имеют разные коэффициенты теплового расширения. При нагреве до одной и той же температуры увеличение единицы объема стали больше, чем твердого сплава, а при остывании с этой же температуры усадка корпуса больше, чем пластины. Если корпус и пластина скреплены уже застывшим при температуре 900... 1000 °С припоем и остывают до комнатной температуры как единое целое, то из-за разности объемов в соединении возникают внутренние напряжения. В поверхностном слое пластины эти напряжения растягивающие. Они способствуют повышению износа инструмента во время резания. Более того, складываясь с растягивающими напряжениями от изгиба пластины под действием сил резания, могут вызвать ее разрушение. После остывания паяного соединения эти напряжения бывают так велики, что превышают предел прочности материала пластины на растяжение, и в поверхностном слое пластин появляются микротрещины или даже сплошные трещины, приводящие к неисправимому браку. Согласно данным Минского инструментального завода, брак по трещинам в результате нарушения технологии напайки и заточки резцов со сплавами группы ТК может достигать 70%.
Зная причину этих дефектов, можно предложить стратегию их недопущения:
—уменьшить количество связей, соединяющих пластину и корпус, т. е. уменьшить площадь паяного соединения для обеспечения более независимого изменения объемов пластины и корпуса во время остывания соединения;
—создать благоприятные условия для релаксации напряжений за счет пластического течения слоя припоя на достаточную величину, выравнивающую разность в сокращении объемов пластины и корпуса;
—уменьшить усадку корпуса или увеличить усадку пластины после остывания паяного соединения.
Все три направления в достаточной мере результативны. Первое направление реализуется использованием гнезд для напайки пластин только по опорной поверхности.
Для второго направления можно предложить высокопластичные припои. Однако известные высокопластичные припои не обеспечивают достаточной прочности соединения. Поэтому направление реализуют увеличением толщины слоя припоя. Но чтобы под действием сил резания припой не выдавливался, его армируют сеткой из железа или пермаллоя толщиной 0,55 мм с одним отверстием на 1 мм2. Железо и пермаллой для сеток выбраны не случайно. Коэффициент их теплового расширения — промежуточный между сталью и твердым сплавом, что дополнительно способствует уменьшению остаточных напряжений.
Увеличение выдержки при достаточно высокой температуре так
же увеличивает объем пластической деформации припоя, так как при
таких температурах припой более пластичный. Поэтому после напайки рекомендуют медленное остывание инструментов в термостатах (подогретый песок, печь). Лучше, безусловно, остывание в печи, в которой после ее заполнения производят длительную выдержку инструмента (6... 10 часов) при температуре 200...250 °С.
Реализация третьего направления увеличением усадки пластины неосуществима. Но вполне возможно и полезно уменьшение усадки корпуса путем его закалки на мартенситную или близкую к ней структуру. Для этого корпус вместе с напаянными пластинами охлаждают , не медленно, а быстро в подогретом до температуры 80... 100 °С масле. Такое быстрое охлаждение выдерживают без трещин сплавы группы ВК и Т5К10, а также пластины Т14К8 и Т15К6 толщиной до 4 мм. Закалка не только уменьшает внутренние напряжения в паянном соединении и исключает появление трещин в пластинах твердого сплава, но и повышает износостойкость самого твердого сплава. По данным Минского автомобильного завода, твердосплавные фильеры после закалки служат значительно дольше.
Напайка минералокерамических пластин. После устранения шлифованием или доводкой неплоскостности опорных поверхностей
пластин до 0,1 мм пластины обезжиривают и напаивают припоем из
окиси свинца, окиси меди, мелких опилок алюминия и фтористого
натрия в качестве раскислителя. Нагрев до 850...900 °С в любой печи.
На установках ТВЧ и аппаратах для контактной сварки нагревают
очень медленно за счет теплопередачи от нагреваемого корпуса, так
как пластина немагнитная и токонепроводящая. Прочность шва на срез очень низкая, 30...32 МПа. Более прочная напайка — напайка латунью после металлизации пластин медью (прочность шва на срез до 90 МПа).
Предварительно пластины обезжиривают в ацетоне после промывки в мыльной воде, покрывают слоем пасты из порошка титана или гидрата титана в 3 %-м растворе целлулоида в амилацетате. Затем пластины высушивают, накрывают кусочком медной фольги, помещают в контейнер, в котором создают вакуум 3 МПа для предотвращения соединения титана с кислородом и водородом воздуха. После нагрева до 1130...1150 °С титан плавится, частично восстанавливая окись алюминия в поверхностном слое пластины, прочно соединяется с материалом пластины и медью.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
