
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Кровельно-гидроизоляционные мастики бывают двух видов: гудрокам-полимерная мастика марки МП-70, состоящая из гудрокама, нефтяного битума и СКС-30; резинобитумная мастика марок МРБ-Г-Г-100 и МРБ-Г-В-130, состоящая из резинобитумного вяжущего, полимерной добавки наполнителя и антисептика. Кровельно-гидроизоляционные мастики применяют в качестве приклеивающих мастик, а также для устройства безрулонных кровель и гидроизоляции.
Гидроизоляционные асфальтовые горячие мастики, состоящие из битума и минерального наполнителя, изготовляют трех категорий – I, II и III в зависимости от теплоустойчивости. К гидроизоляционным асфальтовым горячим мастикам предъявляют следующие основные требования физико-механических свойств: температура размягчения по КиШ, в зависимости от категории теплоустойчивости, не менее 60–90 °С и не более 75–100 °С; вязкость, определяемая прониканием иглы при температуре 25 °С, не менее 1,3–1,7 мм; пластичность, определяемая растяжимостью битума при 25 °С, не менее 1, 2 и 4. Гидроизоляционные горячие мастики не должны увеличиваться в объеме под вакуумом и должны иметь ничтожное водонасыщение. Гидроизоляционные асфальтовые мастики предназначены для гидроизоляции, а также для изготовления асфальтовых материалов и изделий.
Технология производства горячих мастик следующая. Битум на складе хранится по маркам, а наполнители, как волокнистые, так и пылевидные, – отдельно по сортам и видам в закрытых складах. До поступления в битумоварочную установку проверяется качество наполнителя. Наполнитель должен быть сухим (влажность не более 3–5 %), тщательно измельченным (остатка на сите 920 отв./см2 не должно быть, а на сите 6100 отв./см2 – не более 30 %), плотностью не более 3 т/м3.
Битумы и наполнители со склада транспортируют к битумоварочной установке (рис. V.4.1), которая состоит из нескольких битумоварочных котлов. При варке битума из него удаляется имеющаяся в виде примеси вода и осаждаются песчаные частицы. Сначала загружают битум марки БН-III, после того как он расплавится, добавляют битум марки БН-IV или БН-V. В расплавленный и обезвоженный при 180–190 °С битум при постоянном перемешивании вводят частями наполнитель, и варку производят до получения однородной массы. В качестве горючего для котлов применяют жидкое топливо.
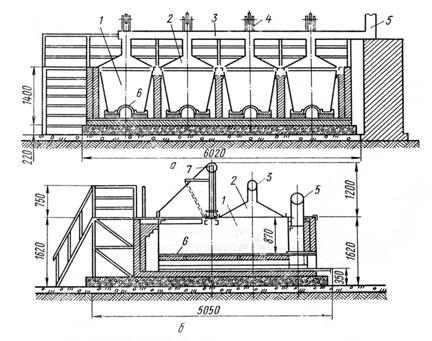
Рис. V.4.1. Битумоварочная установка:
а – поперечный разрез (по вытяжным зонтам); б – продольный разрез;
1 – котел; 2 – вытяжной зонт; 3 – горизонтальный газоотвод; 4 – стойка с блоком механизма открывания крышек люков котлов; 5 – вытяжная труба; 6 – чугунный свод; 7 – горизонтальный дымоотвод
Приготовленную мастику перекачивают битумным насосом из котла в термосные битумовозы.
На строительную площадку битумную мастику транспортируют в термосном битумовозе (рис. V.4.2), представляющем собой цилиндрическую емкость объемом 1,35 м3 с кожухом, утепленным изнутри шлаковатой. Сверху имеется люк для загрузки мастики. Битумовоз оснащен также установкой для подогрева битумной мастики в пути и на объекте в течение рабочей смены. Перед расходованием мастику подогревают до 180–200 °С и выдают через сливной кран.
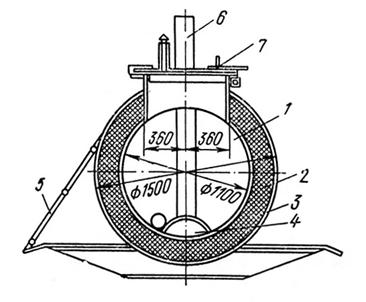
Рис. V.4.2. Термосный битумовоз:
1 – цистерна; 2 – утеплитель – шлаковата; 3 – кожух из листового железа;
4 – топливник; 5 – стальная лестница; 6 – дымовая труба; 7 – крышка люка
Для изготовления приклеивающих и кровельно-гидроизоляционных мастик вводят 10–30 % наполнителя; для гидроизоляционных асфальтовых мастик – 65–70 % порошкообразного наполнителя или 15–20 % волокнистого наполнителя.
Приклеивающие и кровельно-изоляционные горячие мастики при температуре 18±2 °С должны быть твердыми, однородными, без видимых посторонних включений и примесей, они не должны иметь видимых частиц наполнителя, не покрытых битумом. Битумные, дегтевые и гудрокамовые мастики в рабочем состоянии должны легко наноситься щеткой или гребком по ровной поверхности слоем до 2 мм и свободно растекаться по изолируемой поверхности такой же толщины при подаче мастики насосом. Резинобитумные мастики наносят гребком при 170–180 °С, а гудрокамовую и полимерную мастики – при 70 °С.
Холодные мастики изготовляют на разбавленном вяжущем и на битумных пастах (асфальтовые мастики). К мастикам, приготовляемым на разбавленном вяжущем, относят битумные, резинобитумные, гудрокамовые.
Битумная холодная мастика марки МБК-Х-1 состоит из нефтяного битума, разбавителя в виде пиролизной смолы, керосина или солярового масла до 30 %, наполнителя-пластификатора и антисептика. Теплоустойчивость битумной мастики 70 °С.
Резинобитумная мастика производится четырех марок. Она состоит из резинобитумного вяжущего, полимерной добавки, разбавителя, наполнителя, пластификатора и антисептика; ее производят четырех марок.
Резинобитумную мастику приготавливают следующим образом. Битум дробят на мелкие куски, загружают в битумоварочный котел и расплавляют. После удаления влаги и достижения температуры 160–180 °С расплавленный битум поступает в смесительный агрегат, где он перемешивается с наполнителем.
После остывания смеси до 80 °С в агрегат вводят раствор резинового клея в бензине и смесь вновь перемешивают. Приготовленную мастику разливают в металлические бачки емкостью 37 л, которые плотно закрывают крышками. Холодные мастики могут храниться продолжительное время.
Гудрокамовая холодная мастика марки МГ-Х-70 состоит из гудрокама, нефтяного битума, разбавителя и наполнителя. В качестве разбавителя для получения холодных мастик применяют жидкие органические вещества, которые делят на летучие и нелетучие. Летучие разбавители бывают легкие, средние и тяжелые. Летучие легкие – бензин авиационный, бензин автомобильный, бензин-растворитель, бензин экстракционный; средние – лигроин тракторный, бензи-растворитель и уайт-спирит; тяжелые – керосин тракторный, керосин осветительный, масло зеленое. В качестве нелетучих разбавителей применяют нефтяные масла: машинное, трансформаторное, цилиндровое, смазочное, соляровое, а также жидкие нефтяные битумы, масляный гудрон, мазут. Холодные мастики при температуре 18±2 °С должны быть подвижными, однородными, без видимых включений. Мастики, изготовляемые на разбавленном вяжущем, применяются для приклейки рулонных материалов и устройств защитного покрытия, а также для гидроизоляции и пароизоляции.
Холодные мастики на битумных пастах изготовляют путем смешения битумных паст с минеральными наполнителями и антисептиком, в качестве разбавителя используют воду.
Применяют холодные мастики на битумных пастах для литой и штукатурной гидроизоляции и заполнения деформационных швов, а также в качестве кровельного покрытия в южных районах страны.
Мастика изол – эффективный гидроизоляционный герметизирующий и приклеивающий материал. Изготовляется из дешевого недефицитного сырья. Основными сырьевыми компонентами для производства мастики являются материалы, содержащие каучук и нефтяной битум.
Мастики изол в зависимости от температуры укладки подразделяются на горячие и холодные. Горячие могут быть уложены только с предварительным подогревом, холодные – без подогрева. Горячие мастики изол бывают приклеивающие (для склеивания рулонных материалов в кровлях и гидроизоляции), кровельно-гидроизоляционные (для приклеивания рулонных материалов кровель и гидроизоляции, а также для устройства безрулонных кровель и гидроизоляции) и герметизирующие (для герметизации стыков между панелями сборных зданий и сооружений). Приклеивающие мастики изготовляют двух видов: для приклеивания внутри здания и для приклеивания кровли.
Кровельно-гидроизоляционные мастики производят трех марок: для гидроизоляции горизонтальных повреждений – МРБ-Г-Г, для герметизации стыков – изол МРБ-Г-М и для вертикальных поверхностей – марки МРБ-Г-В. Мастики изол изготовляют путем смешивания резинобитумного вяжущего, полученного в результате термомеханической обработки девулканизированной резины, нефтяного битума, и, в ряде случаев, с добавлением высокомолекулярных соединений (полиизобутилена и др.), кумароновой смолы, канифоли, антисептика и наполнителей.
Холодную мастику изол получают введением в горячую мастику (30–50 % по массе) бензина или других растворителей.
V.5. Рулонные и листовые материалы
В строительстве битуминозные кровельные и гидроизоляционные материалы применяют двух основных типов: приготовленные пропиткой основы (специального картона) нефтяными битумами или дегтевыми составами с последующим покрытием более тугоплавким составом и нанесением посыпки; безосновные, получаемые путем прокатки на каландрах термомеханически обработанных смесей вяжущих с наполнителями и добавками в полотнища заданной толщины.
Рулонные материалы на основе по виду вяжущего делят на битумные, дегтевые, дегтебитумные, гудрокамовые и битумно-полимерные.
По структуре рулонные материалы на основе делят на покровные и безпокровные. К покровным рулонным материалам на картонной основе относятся рубероид, толь, дегтебитумные и гудрокамовые материалы.
Рубероид представляет собой рулонный материал, изготовляемый пропиткой кровельного картона мягкими нефтяными битумами с последующим покрытием его с одной или с обеих сторон тугоплавким нефтяным битумом и нанесением на его поверхность тонкого слоя мелкоизмельченного минерального порошка, слюды или цветной минеральной посыпки. Производство рубероида состоит из следующих основных операций: подогрева пропиточной и покровной массы в котлах до температуры 180-200 °С или окисления в конверторах; подготовки посыпочных материалов; пропитки полотна картона в пропиточной ванне; отжима валками машины излишнего битума; протягивания пропитанного картона через другую ванну с более тугоплавким битумом (с наполнителем, имеющим температуру размягчения не ниже 85 °С по КиШ) для нанесения покровного слоя; посыпки минеральным порошком или другим посыпочным материалом с одной или обеих сторон; охлаждения материала на цилиндрах с водяным или иным охлаждением; окончательного охлаждения в петлях магазина запала; резки ленты на куски стандартной длины и свертывания их в рулоны. Схема рубероидной машины показана на рис. V.5.1.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
