
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Предельные размеры колец подшипника, мм
Наружное кольцо Æ72l6
Верхнее отклонение esdn = 0
Нижнее отклонение eidn = – 11 мкм.
Допуск Tdn = esdn – eidn = 0 – (–11) = 1 1 мкм.
Предельные размеры:
dn мах = dn + esdn = 72 + 0 = 72 мм
dn min = dn + eidn = 72 + (–0,011) = 71,989 мм
Внутреннее кольцо Æ35L6
Верхнее отклонение ESDn = 0; Нижнее отклонение EIDn = –10 мкм.
Допуск TDn = ESDn – EIDn = 0 – (–10) = 10 мкм.
Предельные размеры:
Dnмах = Dn + ЕSDn = 35 + 0 = 35 мм.
Dnmin = Dn + EIDn = 35 + (–0,01) = 34,99 мм.
Ширина кольца подшипника B = 17 мм.
Верхнее отклонение esB = 0
Нижнее отклонение eiB = –120 мкм.
Допуск TB = esB – eiB = 0 – (–120) = 120 мкм.
Предельные размеры:
Bmax = B + esB = 17 + 0 = 17 мм.
Bmin = B + eiB = 17 + (–0,12) = 16,88 мм.
Предельные размеры отверстия в корпусе Æ72H7, мм По ГОСТ 25346–89:
Допуск ТD = 30 мкм.
Нижнее отклонение EI=0
Верхнее отклонение ES = EI + TD = 0 + 30 = +30 мкм
Предельные размеры:
Dmax = D + ES = 72 + (+0,030) = 72,030 мм.;
Dmin = D + EI = 72 + 0 = 72 мм.
Предельные размеры вала Æ35k6
Допуск Td = 16 мкм.
Нижнее отклонение ei = +2 мкм.
Верхнее отклонение es = ei + Td = +2 + 16 = +18 мкм.
Предельные размеры:
dмах = d + es = 35 + (+0,018) = 35,018 мм.;
dmin = d + ei = 35 + (+0,002) = 35,002 мм.
1.2.1.7 Характеристики посадок подшипников качения
Посадка наружного кольца в корпус Ø 72 H7/l6 (рисунок 6)
Sмах = Dмах –dnmin = 72,030 – 71,989 = 0,041 мм.
Smin = Dmin –dnмах = 72 – 72 = 0
Sm = (Smaх + Smin)/2 = (0,041 + 0)/2 = 0,0205 мм.
Допуск посадки:
TS = Smах – Smin = 0,041 – 0 = 0,041 мм.
Проверка:
TS = TD + TDn = 0,011 + 0.030 = 41 мкм.
Посадка внутреннего кольца на вал Ø 35L6/k6 (рисунок 7):
Nмах = dмах – Dnmin = 35,018 – 34,99 = 0,028 мм.
Nmin = dmin – Dnмах = 35,002 – 35 = 0,002 мм.
Nm = (Nмах + Nmin)/2 = (0,028 + 0,002)/2 = 0,015 мм.
TN = Nмах – Nmin = 0,028 – 0,002 = 0,026 мм.
Проверка:
TN = Tdn + Td = 0,016 + 0,01 = 0,026 мм.
|
Рисунок 6 - Посадка наружного кольца в корпус Æ72H7/l6
|
Рисунок 7 - Посадка внутреннего кольца на вал Æ35L6/k6
1.2.1.8 Схемы расположения полей допусков посадок подшипников качения
Изобразим графически схемы расположения полей допусков посадок колец подшипников качения (рисунки 6, 7).
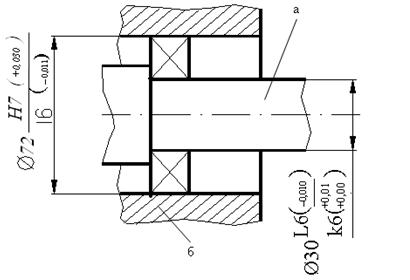
Рисунок 8 - Сопряжение подшипника качения с валом (а) и корпусом (б)
1.2.2 Выбор посадки втулки на вал
Условия сборки и эксплуатации:
для обеспечения нормальной работы и сборки между втулкой и валом должен быть минимальный зазор (Smin = 10...25 мкм).
Выбор поля допуска втулки для посадки на вал Ø 35F10/k6
Предельные размеры втулки Ø 35F10, мм По ГОСТ 25346–89
Допуск
TD = 100 мкм.
Нижнее отклонение EI = +25 мкм.
Верхнее отклонение ES = EI + TD = 25 + 100 = +125 мкм.
Предельные размеры:
Dmax = D + ES = 35 + (+0,125) = 35,125 мм.
Dmin = D + EI = 35 + (+0,025) = 35,025 мм.
Характеристики посадки Ø 35F10/k6, мм (рисунок 9)
Smax = Dmax – dmin = 35,125 – 35,002 = 0,123 мм.
Smin = Dmin – dmax = 35,025 – 35,018 = 0,007 мм.
Sm = (Smaх + Smin)/2 = (0,123 + 0,007)/2 = 0,065 мм.
TS = Smaх – Smin = 0,123 – 0,007 = 0,116 мм.
Проверка:
TS = TD + Td = 0,1 + 0,016 = 0,116 мм.
Онда тұрқыға қақпақ қондырмасы Ø 72H7/d10 түрінде жазылады.
|
Рисунок 9 - Посадка втулки на вал Ø 35F10/k6
1.2.2 Выбор посадки крышки в корпус
Условия сборки и эксплуатации: для обеспечения нормальной работы и сборки минимальный зазор между корпусом и втулкой должен быть в пределах Smin = 80...100 мкм.
Выбор поля допуска крышки для посадки в корпус: учитывая размеры отверстия корпуса Ø 72H7, выбирается поле допуска крышки по ГОСТ 25346–89. Вначале, для обеспечения минимального зазора (Smin = 80...100 мкм.), выбирается основное отклонение крышки, в данном случае es.
Величина минимального зазора определяется по формуле:
Smin = EI – es
Нижнее отклонение отверстия в корпусе EI = 0 (пункт 1.2.1.6). Тогда для обеспечения минимального зазора выбираем для крышки диаметром 72 мм
основное отклонение d, верхнее отклонение которого es = –100 мкм и назначаем 10 квалитет точности.
Получается поле допуска крышки d10.
Тогда посадка крышки в корпус запишется как Ø 72H7/d10.
Предельные отклонения крышки Ø 72d10, по ГОСТ 25346–89:
Допуск Td = 120 мкм.
Верхнее отклонение es = –100 мкм.
Нижнее отклонение ei = es – Td = –100 – (+120) = –220 мкм.
Предельные размеры, мм:
dmax = d + es = 72 + (–0,1) = 71,9 мм.
dmin = d + ei = 72 + (–0,22) = 71,78 мм.
Характеристики посадки Ø 72H7/d10, мм (рисунок 10):
Smax = Dmax – dmin = 72,035 – 71,78 = 0,255 мм.
Smin = Dmin – dmax = 72 – 71,9 = 0,1 мм.
Sm = (Smaх + Smin)/2 = (0,255 + 0,1)/2 = 0,1775 мм.
TS = Smaх – Smin = 0,255 – 0,1 = 0,155 мм.
Проверка:
TS = TD + Td = 0,035 + 0,12 = 0,155 мм.
|
Рисунок 10 - Посадка крышки в корпус Æ72H7/d10
2 ВЫБОР ПОСАДОК РЕЗЬБОВОГО СОЕДИНЕНИЯ
Целью раздела является усвоение студентами знаний работы со стандартами по определению параметров резьбы, расчету характеристик посадок, графическому изображению схемы полей допусков посадок резьбовых деталей и соединений.
Действующие стандарты:
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба
метрическая. Основные размеры
ГОСТ 8724-81 Основные нормы взаимозаменяемости. Резьба
метрическая. Диаметры и шаги
ГОСТ 16093-81 Основные нормы взаимозаменяемости. Резьба
метрическая. Допуски. Посадки с зазором.
ГОСТ 4608-81 Основные нормы взаимозаменяемости. Резьба
метрическая. Посадки с натягом
ГОСТ 24834–81* Основные нормы взаимозаменяемости. Резьба
метрическая. Переходные посадки.
ГОСТ 9150–81 Основные нормы взаимозаменяемости. Резьба
метрическая. Профиль.
Резьбовое соединение – это соединение двух деталей с помощью резьбы, т. е. элементов деталей имеющих один или несколько равномерно расположенных винтовых выступов резьбы постоянного сечения, образованных на боковой поверхности цилиндра или конуса.
Резьбовые соединения по назначению разделяются на крепежные – скрепляющие отдельные детали машин, кинематические – преобразующие вращение в осевое движение деталей, трубные – для герметического соединения деталей трубопроводов.
Главным условием взаимозаменяемости резьб является свинчиваемость болтов (винтов) и гаек, имеющих резьбу одинакового профиля, шага и номинального диаметра, при получении заданного характера соединения без подгонки.
На металлические резьбы общего назначения распространяется ГОСТ 9150-81, который устанавливает номинальный профиль и размеры его элементов.
– Профиль резьбы – это контур сечения канавок и выступов в плоскости, проходящей через ось резьбы, общий для наружной и внутренней резьбы. Элементами профиля резьбы являются наружный диаметр болта d и гайки D, внутренний диаметр болта d1 и гайки D1, средний диаметр болта d2 и гайки D2, шаг резьбы P и угол наклона профиля резьбы α.
– Наружный диаметр d и D (он же номинальный диаметр резьбы) – диаметр воображаемого цилиндра описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки).
– Внутренний диаметр d1 и D1 – диаметр воображаемого цилиндра вписанного во впадины наружной резьбы (болта) или в вершины внутренней резьбы (гайки).
– Средний диаметр d2 и D2 – диаметр воображаемого, соосного с резьбой цилиндра, каждая образующего которого пересекает профиль таким образом, что отрезок между точками профилей соседних витков, образованный при пересечении с канавкой, равен половине номинального шага.
– Шаг резьбы Р – расстояние по линии параллельной оси между средними точками ближайших одноименных боковых сторон профиля, лежащих в одной осевой плоскости по одну сторону от оси резьбы.
– Угол профиля резьбы α – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения. Для нормирования чаще используется угол α /2 – угол наклона между боковыми сторонами профиля резьбы и перпендикуляром к оси резьбы. Для метрической резьбы α = 600.
 |
Рисунок 11 - Профиль метрической резьбы
Для метрической резьбы нормируется точность следующих элементов: наружного диаметра болта (Тd), внутреннего диаметра гайки (ТD1) среднего диаметра болта и гайки (Td2, TD2) или по продольным отклонениям для этих элементов нормируется только одно отклонение, соответствующее номинальному профилю, а именно, верхнее отклонение (es) для d1 и нижнее
отклонение (EI) для D1 и не нормируется нижнее отклонение (ei) для d1 и верхнее отклонение (ES) для D.
При назначении степеней точности и посадок резьбового соединения необходимо учитывать вид соединения (болтовое, шпилечное, т. п.), характер нагрузки, материал корпуса редуктора (вала), длину свинчивания.
Для обеспечения быстрой и легкой свинчиваемости болта и гайки крепежной резьбы, в том числе при небольшом загрязнении или для предотвращения от заедания резьбовых деталей, работающих при высоких температурах или имеющих антикоррозионные покрытия, применяют посадки с зазором.
Основные отклонения нормируются для резьбы в значительно меньшем количестве, чем для гладких элементов. Для наружных резьб болта предусмотрено пять верхних отклонений es «в тело», обозначаемых в порядке возрастания зазора буквами h, g, f, e, d; для внутренних резьб (гайки) четыре нижних отклонения EI «в тело», обозначаемых H, G, F, E (рисунок 12).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
