


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Толщина стенки трубы, мм | Ширина наружного слоя шва при сварке под флюсом, мм | Ширина внутреннего слоя шва при сварке под флюсом, мм |
от 8,0 до 17,5 | 14 ±3 | 14 ±2 |
от 17,6 до 21,5 | 20 ±4 | 20 ±4 |
от 21,6 до 24,0 | 21 ±4 | 24 ±4 |
от 24,1 до 27,0 | 23 ±4 | |
от 27,1 до 30 | 25 ±4 |
Таблица 7- Требования к геометрическим параметрам сварного шва при автоматической сварке неповоротных стыков труб в защитных газах
Толщина стенки трубы, мм | Ширина облицовочного слоя шва, мм | |
при односторонней сварке | при двухсторонней сварке | |
от 8,0 до 10,0 | 14 ±2 | 13 ±2 |
от 10,1 до 15,2 | 18 ±3 | 16 ±2 |
от 15,3 до 18,0 | 20 ±3 | 18 ±2 |
от 18,1 до 21,0 | 20 ±4 | 18 ±3 |
от 21,1 до 27,0 | 22 ±4 | 20 ±3 |
от 27,1 до 30 | 24 ±4 | 22 ±3 |
Примечание - Ширина внутреннего слоя шва должна составлять от 5 до 10 мм. |
6.2.7.3 Если в технологических картах по сварке указаны параметры шва, отличающиеся от значений, приведенных в 6.2.9 настоящего документа и таблицах 4–7, то при контроле следует руководствоваться значениями, указанными в этих картах.
6.2.7.4 Смещение кромок труб с одинаковой номинальной толщиной стенок от 10 мм включительно не должно превышать 0,2S, но при этом иметь величину не более 3 мм. При толщине стенки менее 10 мм допускается смещение кромок до 0,25 S, но не более 2 мм (см. рисунок 2, приложение Ж).
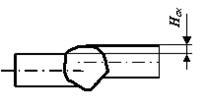
Рисунок 2 - Смещение кромок в сварных швах
6.2.7.5 Измеряемыми параметрами при контроле разнотолщинности является толщина свариваемых элементов. Измерение толщины проводится визуальным и измерительным или ультразвуковым методами (см. рисунок 3, приложение Ж).
Рисунок 3 – Разнотолщинность.
6.2.7.6 Разнотолщинность, без дополнительной обработки кромок, допускается, если разность толщин элементов стыкуемых труб (деталей) не превышает 2 мм.
6.2.7.7 В соответствии с РД-25.160.10-КТН-229-07 допускается сварка разнотолщинных труб при специальной разделке кромок более толстого свариваемого элемента.
6.2.8 Критерии оценки допустимости дефектов, выявляемых по результатам капиллярного контроля
6.2.8.1 По результатам ПВК признаком обнаружения дефекта является наличие индикаторного рисунка, максимальный размер которого в любом направлении превышает 2,0 мм.
6.2.8.2 Дефекты по 6.2.15.1 настоящего документа подразделяют на округлые, длина индикаторного рисунка которых не превышает его трехкратной ширины, и протяженные, длина индикаторного рисунка которых превышает его трехкратную ширину.
6.2.8.3 Критерии оценки допустимости дефектов по результатам капиллярного контроля приведены в таблице 8.
Таблица 8 - Критерии оценки допустимости дефектов по результатам капиллярного контроля
Наименование дефектов по результатам ПВК | Условное обозначение | Соответствующий тип поверхностных дефектов | Для трубопроводов и их участков категорий B, I, а также трубопроводов позиций 9-11, и сварных соединений позиций 20, 21 таблицы 1 | Для трубопроводов и их участков категорий II, III и IV, а также трубопроводов позиции 19 таблицы 1 |
Округлые | AB | Выходящие на поверхность поры и включения; незаваренные кратеры, прожоги, наплавы, свищи, усадочные раковины | Не допускаются | |
Протяженные | DE | Выходящие на поверхность несплавления, трещины | Не допускаются | |
Fc | Подрезы | Допускаются, если: | ||
l £ 50 мм; å300 £ 100мм | l £ 100мм; å300 £ 150мм | |||
Примечание - При обнаружении подреза его глубину измеряют методами ВИК и оценивают допустимость в соответствии с 6.2.7 настоящего документа. |
6.2.9 Критерии оценки допустимости дефектов, выявляемых по результатам магнитопорошкового контроля
6.2.9.1 По результатам МК признаком обнаружения дефекта является наличие индикаторного рисунка, максимальный размер которого в любом направлении превышает 2,0 мм.
6.2.9.2 Дефекты по 6.2.16.1 настоящего документа подразделяют на округлые, длина индикаторного рисунка которых не превышает его трехкратной ширины, и протяженные, длина индикаторного рисунка которых превышает его трехкратную ширину.
6.2.9.3 Критерии допустимости дефектов по результатам МК приведены
в таблице 9.
Таблица 9- Критерии допустимости дефектов по результатам МК
Наименование дефектов по результатам МК | Условное обозначение | Соответствующий тип поверхностных и подповерхностных дефектов | Для трубопроводов и их участков категорий B, I, а также трубопроводов позиций 9-11, и сварных соединений позиций 20, 21 таблицы 1 | Для трубопроводов и их участков категорий II, III и IV, а также трубопроводов позиции 19 таблицы 1 |
Округлые | AB | поры и включения; незаваренные кратеры, прожоги | Не допускаются | |
Протяженные | DE | несплавления | Не допускаются | |
Трещины | Не допускаются | |||
Fc | Подрезы | Допускаются, если: | ||
l £ 50 мм; å300 £ 100мм | l £ 100мм; å300 £ 150мм | |||
Примечание - При обнаружении подреза его глубину измеряют методами ВИК и оценивают допустимость в соответствии с 6.2.7 настоящего документа. |
6.2.10 Критерии оценки допустимости дефектов, выявляемых по результатам радиографического контроля
Критерии оценки допустимости дефектов по результатам РК приведены
в таблице 10.
Таблица 10 – Критерии оценки допустимости дефектов по результатам РК
Тип дефекта | Условное обозначение | Схематическое изображение дефекта | Для трубопроводов и их участков категорий B, I, а также трубопроводов позиций 9-11, и сварных соединений позиций 20, 21 таблицы 1 | Для трубопроводов и их участков категорий II, III и IV, а также трубопроводов позиции 19 таблицы 1 | |
в сечении | в плане | ||||
1 | 2 | 3 | 4 | 5 | 6 |
Поры | Допускаются, если: | ||||
Единичные, (сферические и удлиненные) | Аа |
|
| При L ³ 3d d, h, l, t £ 0,2S, но £ 3мм å300 £ 30мм | При 5d³ L³ 3d d, h, l, t £ 0,2S, но £ 3мм å300 £ 50мм При L>5d d, h, l, t £ 0,25S, но £ 3,5мм в обоих случаях å300 £ 50мм |
|
| ||||
Цепочки | Ав |
|
| d, h, t £ 0,1S, но £ 2мм l £ S, но £ 30мм; å300 £ 30мм | d, h, t £ 0,2S, но £ 3мм l £ S, но £ 50мм; å300 £ 50мм |
Скопления | Ас |
|
| d, h £ 0,1S, но £ 2мм l, t £ 0,5S, но £ 15мм å300 £ 30 мм | d, h £ 0,2S, но £ 2мм l, t £ 0,5S, но £ 30мм å300 £ 30 мм |
Канальные, в т. ч. «червеобразные» | Аk |
|
| Не допускаются | h, t £ 0,1S, но £ 2мм l £ S, но £ 15мм; å300 £ 30мм |
Шлаковые включения | Допускаются, если: | ||||
Единичные компактные | Ba |
|
| h £ 0,1S при t £ 3мм l £ 0,5 S, но не более 7мм å300 £ 30мм | |
Цепочки | Bb |
|
| d, h, t £ 0,1S, но £ 1,5мм l £ 2S, но £ 25мм; å300 £ 50мм | |
Скопления | Bc |
|
| d, h £ 0,1S, но £ 1,5мм l, t £ 0,5S, но £ 12,5мм å300 £ 30мм | |
Удлиненные (зашлакованные карманы) | Bd |
|
| Не допускаются | h £ 0,1S, но £ 1,5мм l £ S, но £ 30мм å300 £ 30мм |
- При t£0,8мм с обеих сторон шва – рассматриваются как один дефект; - при t>0,8мм с любой стороны шва – рассматриваются как отдельные дефекты, и их протяженность суммируется | |||||
Окончание таблицы 10

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 |
