

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

При следующем ходе тележки очищенный блок подается на гидравлический пресс. На рабочей позиции пресса блок зажимается между упором 2 рабочего цилиндра 1, упирающегося в воронку, и штоком 4 подпорного цилиндра 5, упирающегося в металлоприемник. После отхода конвейера под действием рабочего цилиндра стояк проталкивается через фильеру (рисунок 10). Ход пресса может быть пульсирующим. Рабочие кромки фильеры скалывают питатели и отливки падают на наклонный стол 12 (рисунок 9) пресса и далее в тару либо на ленту конвейера. Обрубленный стояк выталкивается из фильеры штоком подпорного цилиндра.
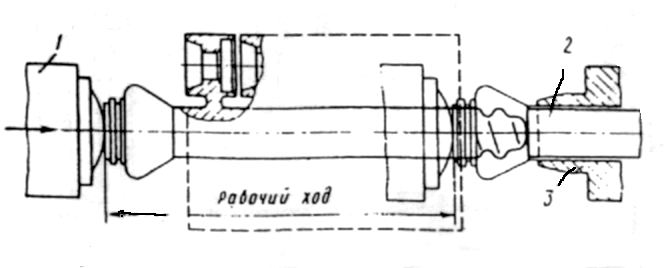
Обрубленный стояк убирается из рабочей зоны пресса манипулятором 13 с захватом 3 и сбрасывается им в тару или на конвейер. На освободившуюся позицию пресса подается для обрубки следующий блок отливок.
Работа механизма очистки и пресса идет одновременно, синхронность и блокировки обеспечиваются системой автоматики. Линию обслуживает один рабочий, который укладывает блоки отливок на приемные призмы конвейера и следит за работой механизмов.
1.6 Полуавтоматическая установка для обрубки питателей конструкции НИИТ Автопрома
Установка создана на базе пресса мод. К2130А и оснащена поворотным столом 1, на котором установлены (рисунок 11) шесть приспособлений.
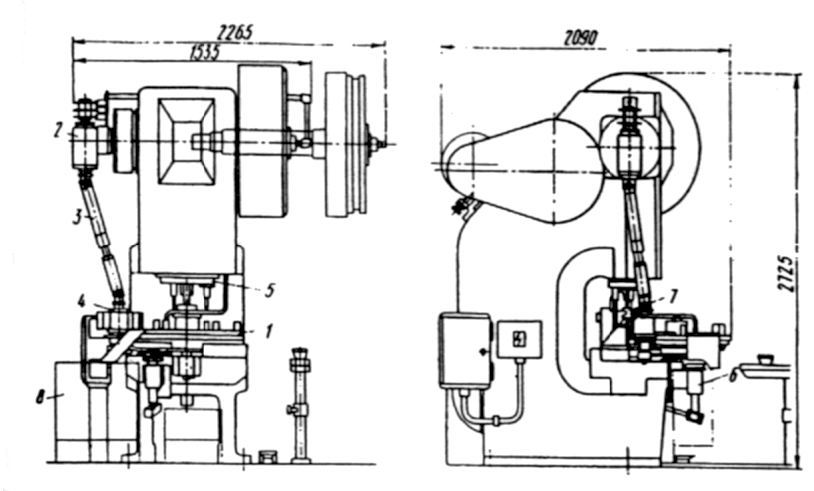
В каждое из них на позициях загрузки вручную укладывают отливки. Две позиции загрузки расположены на выступающей из-под пресса стороне поворотного стола. Стол поворачивается при каждом ходе пресса на 600 и по очереди подает приспособления с отливками на позицию обрубки – под нож, укрепленный на верхней плите 5. При рабочем ходе ползуна пресса отливки сначала прижимаются к приспособлениям механизмом прижима 7, а затем нож срубает выступающий питатель. Отрубленные питатели проваливаются через окно под стол пресса в тару для отходов. Привод поворотного стола осуществляется от вала пресса через верхний редуктор 2, карданный вал 3 и нижний редуктор 4. Обрубленные отливки выталкиваются из приспособлений механизмом 6. Отливка падает на лоток и затем соскальзывает в тару 8, установленную сбоку пресса. Производительность установки до 2100 отливок в час.
1.7 Механизация взвешивания и транспортирования шихты к плавильным печам
В цехах литья по выплавляемым моделям в качестве шихты обычно используют отходы кузнечно-штамповочных цехов (высечку, клещевину), отходы собственного производства (литники, брак отливок), а также ферросплавы и свежий металл.
На рисунке 12 приведен план расположения оборудования для

взвешивания и транспортирования шихты, по проекту Гипротракторосельхозмаша. На складе шихты имеется кран 1 с магнитной шайбой для разгрузки металла и раздачи его по бункерам 2. Для каждой составляющей шихты предусмотрен свой бункер. Вдоль фронта бункеров по рельсам передвигается весовая тележка 3, на платформу которой ставят бадью. Рабочий подъезжает на весовой тележке к нужному бункеру, включает питатель 4 и шихта поступает в бадью. Набрав нужное количество, рабочий отключает питатель и переезжает к другому бункеру для взвешивания следующего компонента. После набора всей порции шихты бадья подвозится на позицию 5, где цепляется за электроталь, развозящую шихту по плавильным печам 6.
1.8 Автоматизация с помощью промышленных манипуляторов
На рисунке 13 показан план расположения механизмов автоматической линии для изготовления модельных блоков конструкции НИИТ Автопрома и ВНИИ Литмаша.
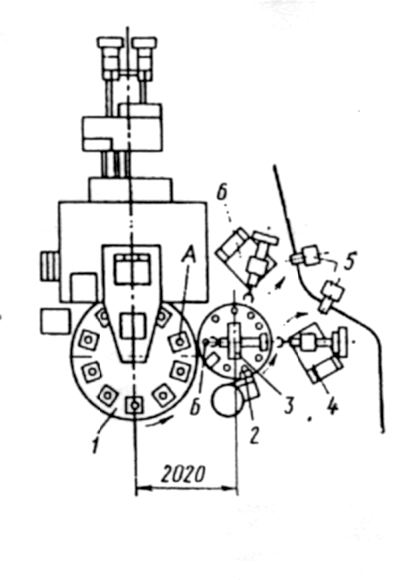
На линии изготовляются звенья моделей из пенополистирола и собираются в блоки. Линия состоит из 10-позиционного термопластавтомата 1 для изготовления звеньев моделей, автомата сборки блоков моделей 2 с встроенным манипулятором 3 и двух отдельно стоящих манипуляторов 4 и 6 с программным управлением. Манипулятор 3 забирает изготовленное звено моделей из открытой пресс-формы на позиции А термопластавтомата и надевает его на стояк, расположенный на позиции Б автомата сборки. Манипулятор 4 перевешивает собранные модельные блоки с автомата сборки на толкающий конвейер, а манипулятор снимает с толкающего конвейера стояки и устанавливает их на поворотный стол автомата сборки. Подвески толкающего конвейера фиксируются против манипуляторов остановами 5.
На рисунке 14 показан манипулятор с программным управлением, спроектированный ВНИИ Литмашем для цехов литья по выплавляемым и выжигаемым моделям. Манипулятор предназначен для замены человека на тяжелых, монотонных и вредных операциях, например при изготовлении оболочковых форм. Техническая характеристика манипулятора мод. 5102

Грузоподъемность, кг 40
Наибольшая высота подъема руки, мм 500
Наибольшее горизонтальное перемещение руки, мм 1000
Наибольший угол поворота руки вокруг вертикальной оси 270
Наибольшее перемещение стойки, мм 500
Точность позиционирования, мм З
Число степеней свободы (без захвата) 6
Наибольшая линейная скорость, м/с 0,6
Установленная мощность, кВт 5
Масса, т 1,6
Имеется положительный опыт использования автоматических манипуляторов в цехе литья по выплавляемым моделям завода «Автоцветлит» (г. Мелитополь). В этом цехе манипуляторами заменили рабочих на тяжелой операции съема залитых блоков с подвесок агрегата мод. 675А.
1.9 Механизация управленческого труда
В условиях комплексной автоматизации производственных процессов большое значение приобретает механизация и автоматизация работ, связанных с учетом и оперативным управлением производством. На рисунке 15 приведена принципиальная схема оперативного управления крупным цехом, разработанная НИИТ Автопромом.
Технические средства оперативного управления производством выполняют следующие функции:
- дистанционный автоматический учет числа собранных блоков моделей, оболочек (годных, забракованных, поступивших на прокаливание) и обрубленных блоков отливок; дистанционный автоматический учет запаса оболочек на складе; дистанционный полуавтоматический учет числа отливок по наименованиям, поступивших на склад и выданных со склада готовой продукции цеха; автоматическое фиксирование учетной информации на рапорте с помощью электроуправляемой пишущей машинки; дистанционную автоматическую передачу всей учетной информации в информационно-вычислительный центр завода (ИВЦ), который разрабатывает и выдает цеху подетальные производственные программы запуска и выпуска, обрабатывает аналитически сводки выполнения планов цехом;
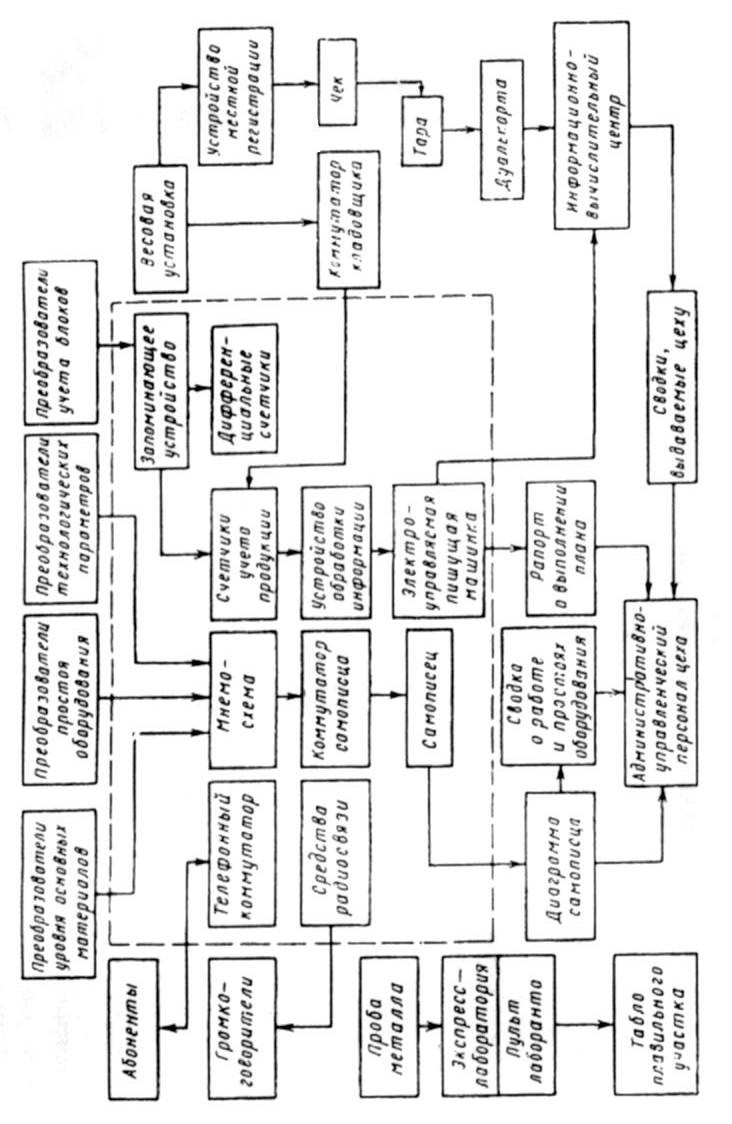

- сигнализацию о производственном состоянии основного оборудования цеха; автоматическую, выборочную регистрацию времени работы и простоев основного оборудования цеха; дистанционный автоматический контроль наличия основных материалов; диспетчерскую телефонную связь внутри цеха; производственную радиофикацию цеха; передачу результатов химического анализа металла из экспресс-лаборатории на плавильный участок.
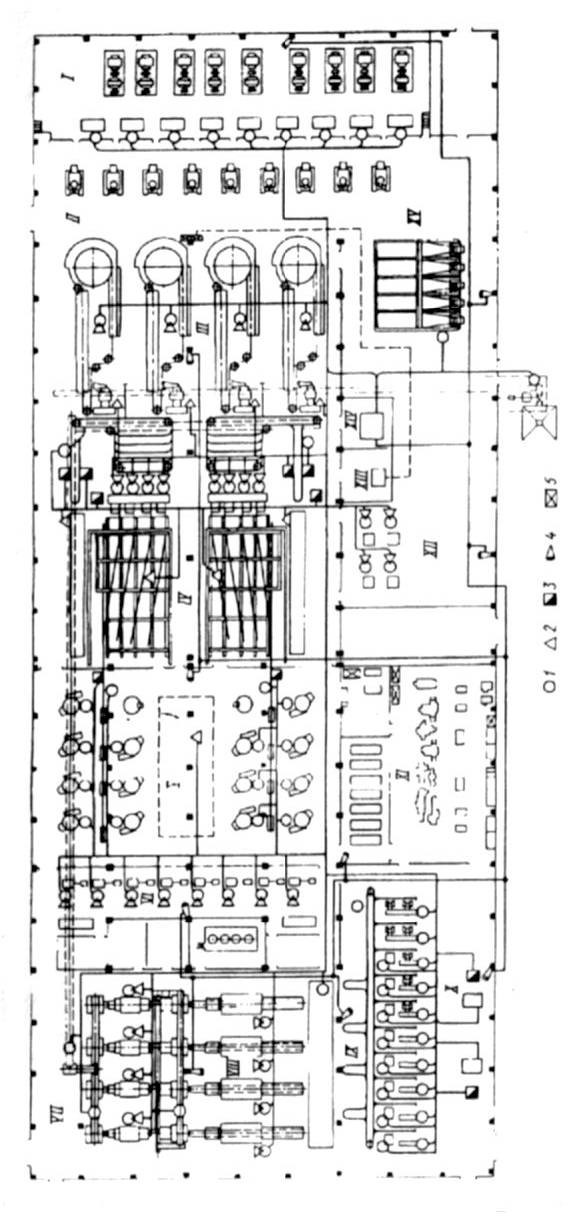
На рисунке 16 показано расположение технических средств применительно к плану расположения оборудования цеха мощностью 4000 – 5000 т в год. Вся полученная информация сосредотачивается в контрольно-диспетчерском пункте (КДП) (рисунок 17). Сигнализирующая и управляющая аппаратура расположена на панелях пульта диспетчера 1. На панель вынесены дифференциальные счетчики, показания которых необходимы диспетчеру для оперативной деятельности, а остальные установлены в шкафах 2. Вспомогательная аппаратура смонтирована в стойках 3. Коммутатор 4 – на столе.
Функции оперативного управления производством осуществляются следующим образом. Собранные модельные блоки считаются контактными преобразователями на конвейерах, передающих блоки с модельного участка к автоматам изготовления оболочковых форм. Счет регистрируется на КДП. После выплавления моделей подсчет оболочковых форм производится на конвейерах, подающих их на обжиг. Так как часть из них может не сниматься у агрегатов обжига и возвращаться к месту счета, число их определяют как разность между числами прошедших по подающей и возвратной ветвям конвейера.

Вычитание производится автоматически дифференциальным счетчиком. Учет забракованных оболочек осуществляется аналогично, как разность между числом выплавленных и суммы поступивших на склад и на агрегаты обжига.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
