

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ИНДУСТРИАЛЬНЫЙ УНИВЕРСИТЕТ»
Кафедра литейного производства
Производство точных отливок
специальным способом литья
по выплавляемым моделям
Методические указания к выполнению
практической работы по учебным дисциплинам
«Производство точных отливок» и
«Технология и автоматизация специальных способов литья»
для специальности 110400
«Литейное производство черных и цветных металлов»
(очная форма обучения)
(очно-заочная форма обучения в сокращенные сроки)
Новокузнецк
2003 г.
УДК 621.74.045
Л64
ББК 34.61
Рецензент:
к. т.н., профессор кафедры «Комплексных металлургических
технологий и производств»
Л64 Производство точных отливок специальным способом литья по выплавляемым моделям: Метод. указ./ Сост.: : ГОУ ВПО «СибГИУ». – Новокузнецк, 2003. – 33 с.
Рассмотрены примеры комплексной механизации и автоматизации всех звеньев технологического процесса литья по выплавляемым моделям.
Приведены характеристики качества отливок и принципы их конструирования, методы проектирования и расчета литниково-питающей системы, выбор пресс-форм и технологических параметров.
Предназначены для студентов специальности 110400 «Литейное производство черных и цветных металлов».
Введение
Метод литья по выплавляемым моделям (ЛВМ), благодаря преимуществам по сравнению с другими способами изготовления отливок, получил значительное распространение в машиностроении и приборостроении.
Промышленное применение этого метода обеспечивает получение из любых литейных сплавов сложных по форме отливок массой от нескольких граммов до десятков килограммов со стенками, толщина которых в ряде случаев менее 1 мм, с шероховатостью от Rz = 20 мкм до Ra = 1,25 мкм (ГОСТ 2789-73) и повышенной точностью размеров (до 9-10-го квалитетов по СТ СЭВ 144-75).
Указанные возможности метода позволяют максимально приблизить отливки к готовой детали, а в ряде случаев получить литую деталь, дополнительная обработка которой перед сборкой не требуется.
Расширение номенклатуры получаемых по выплавляемым моделям отливок и увеличение объема их выпуска способствует применению энерго - и металлосберегающих процессов; снижению удельной металлоемкости машин; замене технологических процессов, основанных на резании металла, экономичными методами формообразования деталей; внедрению высокоэффективных методов повышения прочностных свойств металлов.
Технический прогресс в производстве отливок по выплавляемым моделям связан с максимальным использованием конструкторами возможностей метода; созданием сплавов, наиболее технологичных для специфических условий формирования отливок в прокаленных огнеупорных формах; совершенствованием применяемых модельных и формовочных материалов; рационализацией и интенсификацией всех технологических операций от изготовления моделей до очистки отливок; обеспечением управляемости и стабильности технологических процессов; максимальной автоматизацией производства и созданием благоприятных, безопасных условий труда; сокращением отходов производства и обеспечением безопасности его для окружающей среды; совершенствованием методов контроля как моделей, форм и отливок в процессе изготовления, так и готовой продукции.
Специализация и кооперирование, характерные для современного машиностроения, серийное изготовление оборудования для литья по выплавляемым моделям создали условия для строительства крупных цехов мощностью 2000, 4000 т в год и более. Важной задачей при создании таких цехов является механизация и автоматизация производства.
Комплексная механизация и автоматизация позволяет повысить производительность труда и обеспечить лучшие условия работы.
1 Комплексная механизация и автоматизация процесса ЛВМ
Современный процесс изготовления отливок по выплавляемым моделям состоит в следующем. В пресс-формах изготовляют модели деталей и литниковой системы, для чего обычно используют легкоплавкие воскообразные материалы, составы на основе смол и пластмасс, сплавы солей. Модели соединяют в блок, после чего на них слоями наносят суспензию из связующего раствора и пылевидного огнеупорного материала. Слои суспензии для их упрочнения и лучшей взаимной связи обсыпают песком, а затем сушат. Из полученной многослойной неразъемной оболочковой формы удаляют выплавлением, растворением или выжиганием модельный состав либо сначала заформовывают блок моделей с образованной на его поверхности огнеупорной оболочкой в отверждаемый формовочный состав, а после этого удаляют модели. Освобожденные от модельного состава оболочки отдельно (без опок) или в заформованном виде прокаливают и заливают металлом.
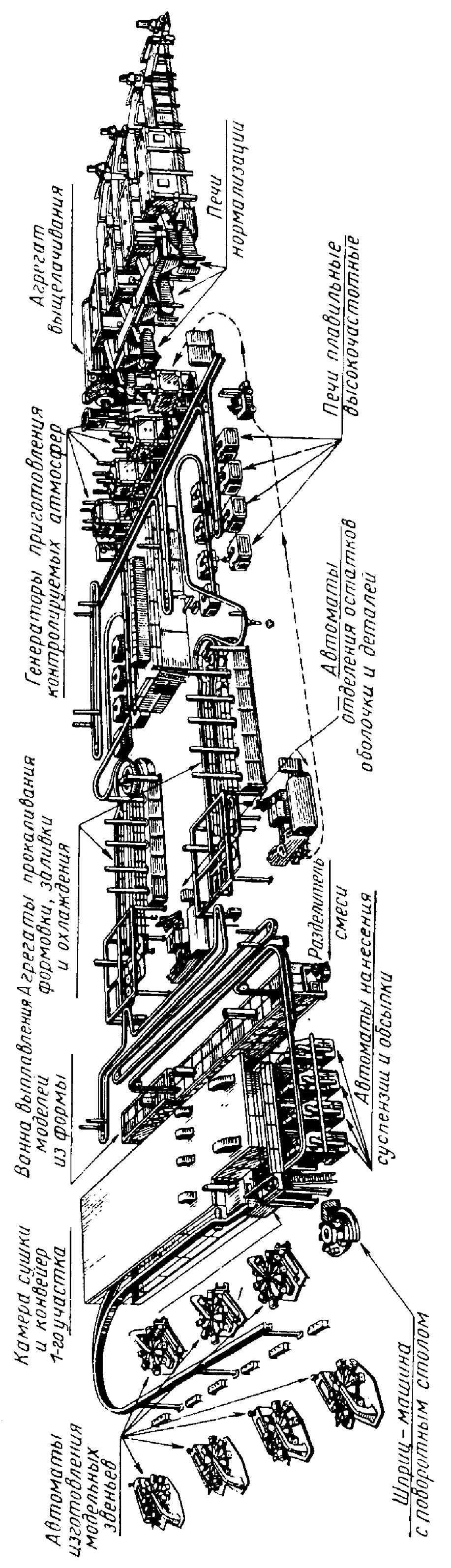
Комплексно-механизированные и автоматизированные линии ЛВМ были впервые в мировой практике созданы в нашей стране в автомобильной промышленности для крупносерийного и массового производства мелких стальных отливок. А в 1964 г. на ГАЗе введена в строй типовая комплексно-автоматизированная линия для производства 2-2,5 тысяч тонн в год стальных автомобильных отливок массой от нескольких граммов до 1,5 кг (рисунок 1). Этим оборудованием оснащены многие цехи, например, крупнейший в мире цех КамАЗа с годовым выпуском около 7 тысяч отливок, ЗИЛа, Минского тракторного завода, а также цехи некоторых зарубежных заводов.
1.1 Комплексная механизированная и комплексная автоматическая линии изготовления моделей
На рисунке 2 приведен один из вариантов плана расположения типового серийного оборудования со взаимно увязанной производительностью, скомпонованного в две линии: комплексную механизированную (мод. 652-654) и комплексную автоматизированную (мод. 652-653). Первая линия предназначена для изготовления моделей серийных отливок, вторая – моделей отливок массового производства.
Из ванны выплавления моделей 1 возврат модельного состава вместе с горячей водой стекает по лотку в разделиЕсли модели из оболочек выплавляют не в воде, а в модельном составе, то разделитель может быть изъят из системы. В разделителе модельный состав отделяется от воды, которая после очистки сливается в канализацию, а модельный состав скапливается в баке, откуда насосом 3 по трубопроводу 4 перекачивается в плавильный агрегат 5. Сюда же подают и свежие модельные материалы. В плавильном агрегате расплавленный модельный состав отстаивается, дополнительно очищается от воды и посторонних включений. Далее насосом 6 он подается по трубопроводу 7 в емкостные баки 8, откуда направляется в пастоприготовительные агрегаты 9. В них модельный состав приобретает пастообразную консистенцию благодаря охлаждению до температуры частичной кристаллизации и замешиванию воздуха.
Пастообразный модельный состав по трубам 10 подают под давлением к автоматам 11 и карусельным установкам 12 изготовления моделей. Температуру обогревательных устройств во всех звеньях линий поддерживают насосно-нагревательные станции13. На поворотных столах автоматов 11 установлено по десять пресс-форм. Заполнение рабочей полости пресс-форм модельным составом, выдержка для затвердевания модели, раскрытие пресс-форм, выталкивание звена моделей, очистка литникового отверстия и обдув рабочей полости выполняются автоматически по заданному циклу.
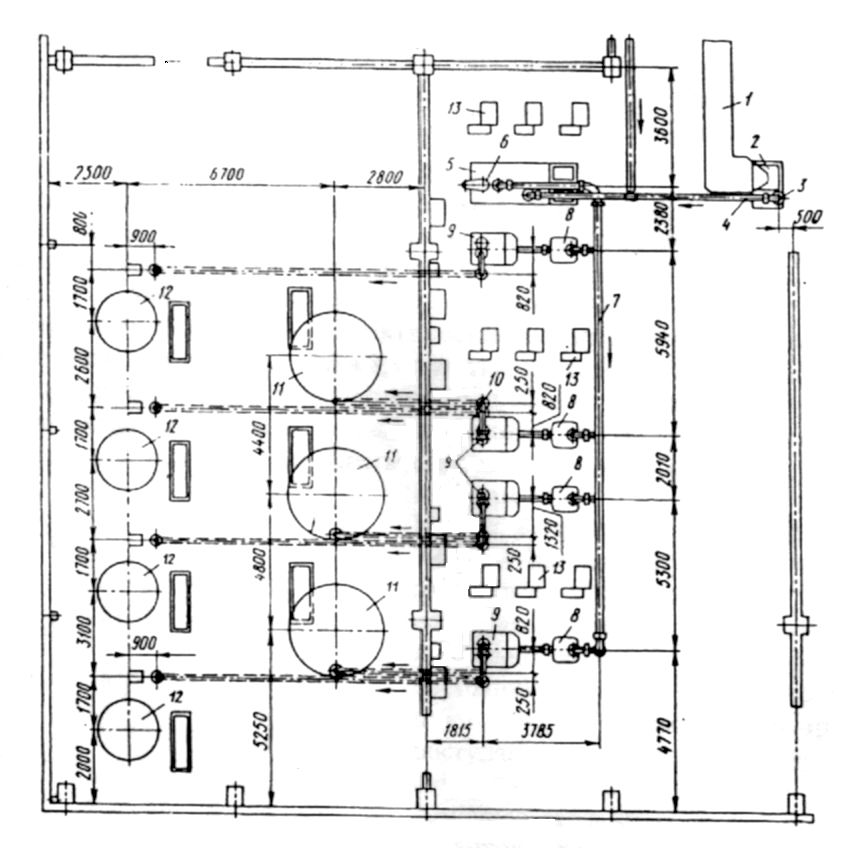
На карусельных установках 12 механизированы заполнение полости пресс-форм, раскрытие их и выталкивание моделей. Выем звена моделей, очистку литникового отверстия, обдув и смазывание рабочей полости пресс-формы выполняют вручную.
Рассмотренные линии рекомендованы для изготовления моделей из легкоплавких составов.
1.2 Комплексная автоматическая линия приготовления суспензии
Применение этой линии позволяет решить задачу автоматизации тяжелых и вредных для здоровья операций приготовления суспензии и подачи ее к местам потребления (рисунок 3). Линия разработана на Горьковском автозаводе, в ней использованы автомат приготовления суспензии (мод. 662), машина для разрезки мешков с пылевидным огнеупорным материалом и печь для его прокаливания конструкции Гипротракторосельхозмаша.
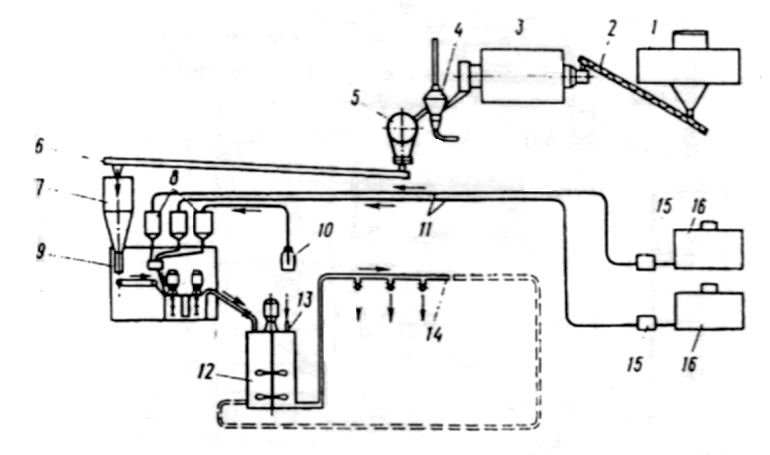
Мешки вспарывает машина 1. Пылевидная составляющая суспензии из бункера машины закрытым конвейером 2 передается для сушки в печь 3, затем поступает в аппарат 4 для охлаждения, а оттуда в полигональное сито 5. Из-под сита материал передается в бункер 7 автомата с помощью системы закрытых конвейеров 6 (или в кюбелях). Жидкие составляющие суспензии из цистерн 16 подаются насосами 15 по трубам 11 в напорные баки 8, установленные над автоматом. В напорный бак для подкисленной воды кислота подается из бутылки 10, а вода из водопровода. В автомате 9 исходные составляющие суспензии непрерывно смешиваются, и готовая суспензия стекает в бак 12. К местам потребления она подается под действием сжатого воздуха (патрубок 13) по резиновым шлангам 14.
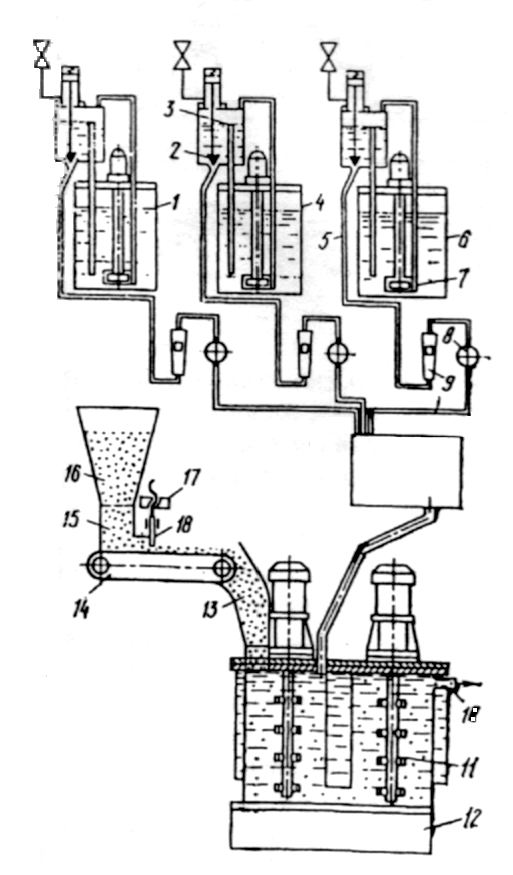
На рисунке 4 приведена схема основного механизма линии – автомата приготовления суспензии. Из расходных баков растворителя 1, этилсиликата 4 и подкисленной воды 6, в которых поддерживают с помощью насосов 7 и переливных патрубков 3 постоянный уровень, жидкие составляющие суспензии через клапаны 2 по трубопроводам 5 поступают самотеком к дозировочной панели автомата. Расход жидкостей устанавливают с помощью игольчатых кранов 8 по ротаметрам 9. Заданное количество жидких составляющих суспензии непрерывно поступает в смесиОдновременно с жидкостными дозаторами включают дозатор пылевидной составляющей суспензии, которая из бункера 16 по лотку 15 попадает на ленту конвейера 14. Гайкой 17 регулируют положение заслонки 18, уменьшая или увеличивая количество пылевидного материала, поступающего непрерывно по лотку 13 в смеситель 12, где все составляющие суспензии интенсивно смешиваются крыльчатками 11.
Выдача готовой суспензии происходит непрерывно через переливной патрубок 10.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
