

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Оболочки, поступившие на прокаливание, учитываются на конвейерах агрегатов обжига измерительными преобразователями, сигналы с которых поступают на запоминающее устройство, а после опроса – на счетчики аппаратного шкафа КДП.
Обрубленные блоки отливок учитывают измерительные преобразователи, установленные на пресс-автоматах для отливок от стояка.
Дистанционный полуавтоматический учет отливок (по наименованиям), поступивших на склад готовой продукции цеха, осуществляется с помощью установки, состоящей из платформенных весов с циферблатным указателем, позволяющим преобразовывать массу взвешенных отливок в электрические импульсы; устройств местной регистрации массы и передачи данных взвешивания на расстояние. При поступлении на склад очередного стандартного ящика с одинаковыми отливками кладовщик ставит его на платформу весов и на пульте набирает шифр взвешиваемых отливок. Убедившись в правильности набора шифра по контрольной сигнализации, кладовщик нажимает кнопку «Ввод информации». При этом данные о массе отливок фиксируются на ленте регистрации и передаются в КДП на соответствующий счетчик. Кроме этого, данные о массе отливок поступают на суммирующий счетчик, и диспетчер может следить за общей массой отливок, выпущенных цехом. После взвешивания кладовщик направляет ящик с отливками на стеллаж, сопровождая его чеком с данными взвешивания, который он отрывает от ленты регистрации массы отливок.
Для учета отливок, выданных со склада, служит дуаль-карта. По чеку, находящемуся в ящике с отливками, кладовщик отмечает массу отправляемой партии в дуаль-карте и отправляет ее на ИВЦ.
По команде диспетчера автоматически печатается рапорт со всей информацией, накопленной на КДП. Этот рапорт используется руководством цеха для оценки деятельности подразделений цеха. Дистанционная передача информации в ИВЦ осуществляется по его запросу раз в сутки в том же объеме, что и на внутрицеховом рапорте. В ИВЦ эта информация используется при составлении аналитических сводок о выполнении плана цехом, для внесения коррективов в программу цеха и др.
Сигнализация о производственном состоянии оборудования осуществляется с помощью мнемонической схемы. На изображении агрегатов (на схеме) установлены лампы, сигнализирующие об остановке агрегатов. Кроме того, на мнемонической схеме имеются сигнальные лампы, предупреждающие о нарушениях технологических параметров, влияющих на качество выпускаемой продукции.
Продолжительность работы и простоев оборудования регистрируется с помощью автоматического самопишущего прибора. Автоматическая регистрация позволяет анализировать работу оборудования по объективным данным и принимать необходимые меры.
Контроль наличия на складе жидких составляющих суспензии (этилсиликата, ацетона и др.) осуществляется измерительными преобразователями – уровнемерами, устанавливаемыми в емкостях их хранения.
Диспетчер имеет в своем распоряжении телефонный коммутатор (с устройствами светового вызова абонента в шумных местах цеха) и 20 каналов громкоговорящей связи, подключать которые можно по одному и все сразу. Средства радиосвязи используют для поиска и вызова работников цеха, для распоряжений, объявлений и т. п. Сигнализация химического анализа металла обеспечивает быструю передачу сведений из экспресс-лаборатории на плавильный участок. По команде из лаборатории на табло плавильного участка загораются цифры, обозначающие содержание химических элементов в сотых долях процента.
2 Проектирование технологического процесса литья по выплавляемым моделям (ЛВМ)
2.1 Оценка технологичности отливки, т. е. возможности при минимальных затратах изготовить отливку с высокими (заданными) показателями по точности, шероховатости поверхности и структурно-механическим свойствам.
Для отливок поля допусков назначают в соответствии с ГОСТ 26645-85 (для литья по выплавляемым моделям допуск соответствует 3…8 классам точности). Шероховатость поверхности отливок – важнейший показатель их качества.
Оценку шероховатости поверхности изделия связать со способом производства и оценить по ГОСТ 2789-73.
2.2 Назначить сплав для проектируемой отливки, учитывая, что при способе ЛВМ наиболее эффективны – труднообрабатываемые резанием, с особыми свойствами и структурой, углеродистые и легированные стали, медные и алюминиевые сплавы, а также чугуны. При выборе литейного сплава необходимо четко сформулировать требования к материалу отливки, сгруппировать эти требования по их значимости с учетом назначения и условий службы детали. Исходя из требований, определяют основу сплава, например, железо, никель, алюминий. Далее уточняют марку сплава, свойства которого наиболее близки к требуемым, причем учитывают технологичность этого сплава в специфических условиях изготовления отливок по выплавляемым моделям.
2.3 Разработка чертежа отливки:
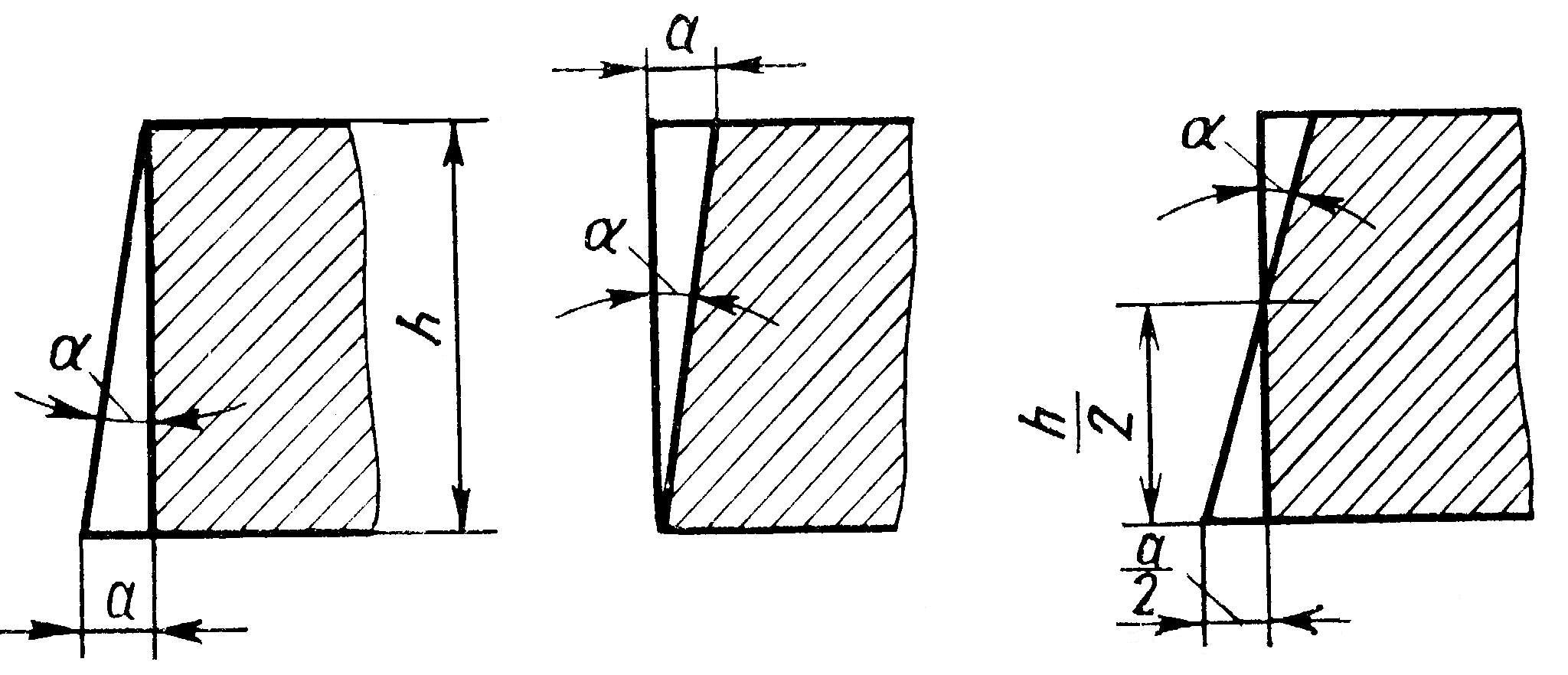
- выбрать толщину стенки отливки, учитывая возможности ЛВМ (допустимая наименьшая толщина 0,5…2 мм); проверить сопряжение стенок в отливке с неравномерной толщиной; избегать глубоких пазов и узких полостей, для оформления которых могут потребоваться стержни; назначить поверхность разъема пресс-формы; предусмотреть конусность в соответствии с ГОСТ 3212-80 на поверхностях, перпендикулярных к плоскости разъема пресс-формы; если модель оформляют в нескольких частях пресс-формы, то конструктор детали должен указать, какие поверхности могут иметь конусности, а какие – нет; конусность может быть выполнена тремя способами:
а) увеличением б) уменьшением в) одновременным
толщины толщины уменьшением
стенки стенки и увеличением
- выбрать место подвода расплава, согласуя его с выбором типа литниково-питающей системы; при этом в форме не должно быть замкнутых воздушных объемов, главное – обеспечить последовательное заполнение формы расплавом, направленное затвердевание и питание отливки при усадке.
2.4 Проектирование пресс-формы.
Пресс-форму проектируют на основании чертежа отливки; если проектируют многогнездную пресс-форму, то следует учитывать максимальное размещение моделей в одном звене (блоке моделей). Конструкция блока моделей должна обеспечить его прочность, надежное питание отливок, удобство отделения последних от стояка. На конструкцию блока моделей оказывает влияние способ прокаливания будущих оболочек: прокаливание незаформованного блока требует более разреженного расположения моделей для равномерного прогрева всех элементов блока. В противном случае из-за температурного перепада на оболочках появятся трещины.
Исполнительные размеры полости пресс-формы рассчитывают по следующим формулам:
— для наружных (охватываемых) размеров отливки

— для внутренних (охватывающих) размеров отливки
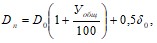
где ![]() - номинальный размер формообразующей полости пресс-формы, мм;
- номинальный размер формообразующей полости пресс-формы, мм;
![]() - номинальный размер отливки, мм;
- номинальный размер отливки, мм;
![]() - допуск на размер отливки, мм;
- допуск на размер отливки, мм;
![]() - суммарная линейная усадка, %.
- суммарная линейная усадка, %.
Суммарная усадка (модельный состав и металл) для расчета размеров полости пресс-формы (с учетом расширения формы при нагреве) для различных материалов отливки, %:
Сталь: углеродистая 1,25 … 1,6
легированная 1 … 2
Чугун: серый 0,5 … 0,65
ковкий 0,95 … 1,1
АЛ9 1,1 … 1,3
Латунь 0,95 … 1,25
Бронза: оловянная 0,75 … 1
алюминиевая 1,45 … 1,55
Шероховатость формообразующих поверхностей пресс-формы должна быть ![]() = 0,63 … 0,32 мкм.
= 0,63 … 0,32 мкм.
2.5 Проектирование литниково-питающей системы (ЛПС).
Выбрать тип литниково-питающей системы, рассчитать размеры ЛПС (таблица 1), модули охлаждения стояка, питателя, массивного узла отливки. Дать прогноз качеству отливки.
При выборе конструкции ЛПС стремятся соблюдать следующее:
- обеспечивать принцип направленного затвердевания, т. е. последовательного затвердевания от наиболее тонких частей отливки через ее массивные узлы к прибыли, которая должна затвердевать последней; наиболее протяженные стенки и тонкие кромки ориентировать в форме вертикально, т. е. наиболее благоприятно для их спокойного и надежного заполнения; применять модельные блоки с металлическими каркасами.
Расчеты размеров элементов ЛПС для отливок, изготовляемых в оболочковых формах по выплавляемым моделям, основаны на соблюдении принципа последовательного затвердевания. Для ЛПС первого типа наибольшее применение получил метод расчета по модулям охлаждения. Исходными данными являются модуль охлаждения массивного узла отливки и ее масса.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
