


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Поворотная балка на одном конце имеет приваренный диск 9 с прорезями, дающими возможность устанавливать стол кондуктора в нужном положении.
Конструкция балки и стола позволяет поворачивать ремонтируемую крышку люка в двух взаимно перпендикулярных плоскостях, что дает возможность вести сварку всегда в нижнем положении.
Кондуктор изготовляется, по чертежу ПКБ ЦВ МПС №
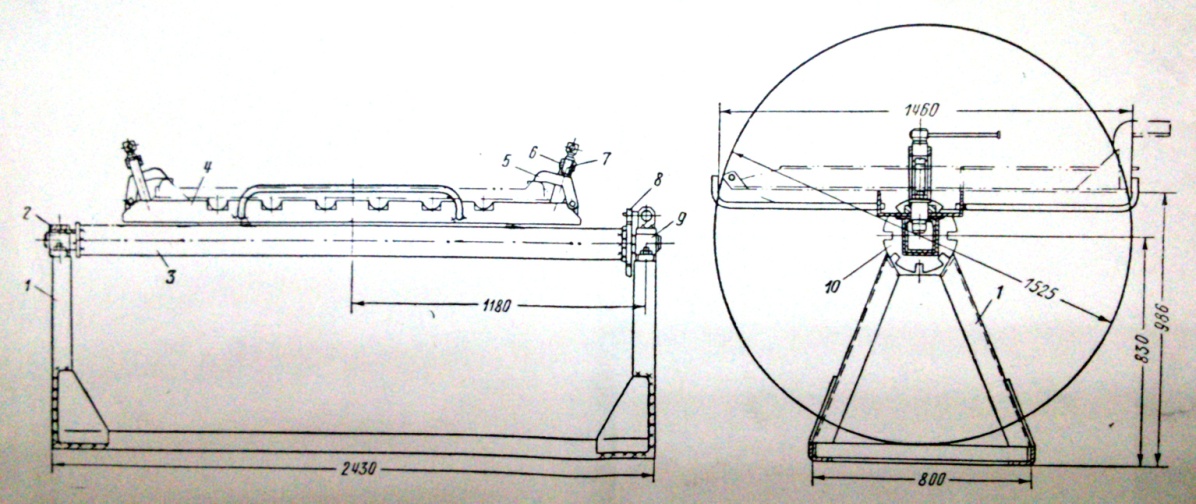
Рисунок 4.1. Поворотный кондуктор для ремонта крышек люков полувагонов сваркой
Зажимной механизм состоит из собачки 5, скобы 6 и винта 7.
Удержание крышки люка на столе в положении, удобном для электросварочных работ, достигается запорным устройством, состоящим из запора 8 и приваренного к поворотной балке диска 10 с восемью прорезями.
Поворотная балка и стол позволяют поворачивать крышку в двух взаимно перпендикулярных плоскостях, что обеспечивает сварку в нижнем положении.
Крышка люка укладывается на стол в собранном виде с прихваткой всех необходимых деталей, укрепляется зажимным и запорными механизмами, после этого производится окончательная приварка всех деталей к крышке люка.
4.2 Вагоноремонтная машина
4.2.1 Назначение вагоноремонтной машины
Вагоноремонтная машина выполняет следующие функции:
- правку боковых вертикальных стоек и стенок вагонов и полувагонов; правку торцевых поверхностей; правку крышек люков и их смену; прижатие отдельных элементов при сварочных работах на кузове; производство электросварочных работ; смену створок дверей; смену головок автосцепки; подъем вагонов и полувагонов с одной стороны при помощи домкратов; замену колесных пар; перестановку колесных пар на междупутье и обратно; производство погрузочно-разгрузочных работ правку внутренних боковых поверхностей полувагонов.

4.2 Вагоноремонтная машина
4.2.2 Конструкция вагоноремонтной машины
Вагоноремонтная машина представляет собой портальный каркас 1, выполненный из балок колонного профиля и перемещаемый по рельсовому пути механизмами перемещения 2. На каркасе расположены два устройства для правки люков 3, два грузоподъемных домкрата 6, механизмы блокировки 4, правильные домкраты 5, механизм правки торцев 8, два монорельса с талями 7, рабочие площадки 10, площадки для обслуживания талей 11, устройство для правки внутренних поверхностей 9. На каркасе установлены также шкаф электрооборудования 12, гидростанция 13 и площадка 15 для транспортирования домкратов ПЭД – 35. Для производства работ машина устанавливается на позицию ремонта, где гидроцилиндрами блокировки 4 вагон фиксируется в районе верхней обвязки. Оператор с рабочей площадки 10 производит правку поврежденных поверхностей при помощи правильных домкратов 5. С рабочих площадок 10 производятся необходимые ремонтные и сварочные работы. При необходимости правки люков полувагонов ма-
машина устанавливается в соответствующее положение, производится фиксация полувагона механизмами блокировки, а затем оператор разворачивает в рабочее положение устройство для правки люков 3, подводит гидродомкрат устройства в нужное место и производит правку крышек люка. Для правки торцев полувагонов используется механизм правки торцев 8. Машина устанавливается в соответствующее положение, производится фиксация машины противоугонным тормозом, а полувагона башмаками.
Гидроцилиндры механизма правки торцев подводятся в необходимое место и производятся необходимые ремонтные работы. Для подъема вагонов используется грузоподъемные домкраты 6. Два монорельса с талями 7 используются для удаления с путей заменяемых тележек, установки новых, съема и навешивания дверей и т. п. Для правки внутренних боковых поверхностей полувагонов используется устройство для правки внутренних поверхностей 9. В зимнее время в гидросистеме предусмотрен принудительный нагрев масла. Наличие крыши 14 (поставляется за дополнительную плату по договоренности с заказчиком ) позволяет производить работы в непогоду.
4.2.3 Техническая характеристика
Производительность машины, вагонов в сутки, шт. Габаритные размеры, мм длина ширина | до 100 10802 7895 |
высота Внутренний габарит машины для прохода подвижного состава Расстояние между осями рельс, мм Скорость передвижения машины, м/мин Установленная мощность машины, кВт Общая тяговая сила механизма передвижения машины, кГс Грузоподъемность рабочей площадки, кГс Количество монорельсов, шт Монорельс грузоподъемность, кГс скорость передвижения тельфера, м/мин скорость подъема крюка, м/мин Домкрат боковой правки усилие на штоке гидроцилиндра, кГс ход поршня, мм вертикальное перемещение, мм Механизм блокировки: усилие на штоке, кГс ход поршня, мм вертикальное перемещение, мм Устройство для правки крышек люков: ход поршня цилиндра направляющей, мм перемещение домкрата по направляющей, мм ход поршня домкрата, мм усилие на штоке гидроцилиндра, кГс Грузоподъемный домкрат: усилие на штоке, кГс | 8350 3610 10/20 27 650 1000 2 3200 24 8 25000 500 2400 3000 400 1400 800 1300 150 20000 12500 |
перемещение домкрата, мм Мощность электродвигателя привода передвижения, кВт Род тока в силовой цепи Частота тока, Гц Напряжение в цепи управления, В Масса, кг (не более) | 630 2,8/6,7 трехфазный 50 220 35000 |
Внедрение вагоноремонтной машины позволит обеспечить качественное восстановление крытых вагонов и полувагонов, увеличит производительность труда и количество ремонтируемого подвижного состава
4.3 Приспособление для правки на полувагоне верхнего обвязочного пояса, изогнутого вниз
4.3.1 Назначение
Исправление на полувагоне без верхнего обвязочного пояса, изогнутого вверх.
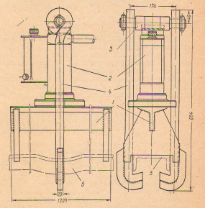
Рисунок 4.3 Приспособление для правки на полувагоне верхнего обвязочного пояса, изогнутого вниз
4.3.2 Краткое описание
Приспособления состоит из опорной балки 1 (рисунок 4.2), гидравлического домкрата - тумбочки 2 грузоподъемности 15 т, двух серег 4 и валика 3. Серьги на валике удерживаются шайбами и заклепками.
Для правки обвязочного пояса 5 необходимо:
опорную балку уложить на него так, чтобы изогнутое место находилось под ее серединой; на балку поставить гидравлический домкрат с валиком и серьгами; привести в действие домкрат до полного выправления изогнутого места.
4.3. Расчет привода механизма вагоноремонтной машины
Произведем выбор электродвигателя. Вначале определяем общий к. п.д. передачи:
з = з1∙ з2∙ з3 = 0,994∙0,96∙0,752 = 0,7,
з1 – к. п.д. одной пары подшипников качения;
з2 – к. п.д. червячной передачи;
з3 – к. п.д. одной пары зубчатых колес открытой передачи.
Требуемая мощность электродвигателя:
Рэд =  = 4,286 кВт.
= 4,286 кВт.
Выбор электродвигателя производится по каталогу по требуемой мощности. Ввиду того, что ремонтная машина имеет большую инерционную массу, выбираем двигатель несколько большей мощности.
Частота вращения колеса
nk = ![]() = 36,3 об/мин,
= 36,3 об/мин,
Общее передаточное число привода
Uобщ =  = 39,67
= 39,67
Принимаем передаточное число червячного редуктора Uр = 20. Передаточное число открытой передачи будет равно
Uo =  ≈ 2.
≈ 2.
Частота вращения всех валов передачи
n1 = nэд = 1440 об/мин;
n2 = ![]() = 72 об/мин;
= 72 об/мин;
n3 = ![]() = 36 об/мин.
= 36 об/мин.
Крутящие моменты на валах передач
Т1 = ![]() = 28,3 Нм,
= 28,3 Нм,
где щ = ![]() = 191,9 рад/сек
= 191,9 рад/сек
Тк = Т1 ∙ Un ∙ з21 ∙ з2 = 28,3 ∙ 20 ∙ 0,992 ∙ 0,75 = 416,1 Hм
То = Тк ∙ Uо ∙ з1 ∙ з3 = 4161 ∙ 2 ∙ 0,99 ∙ 0,96 = 79097 Hм
Скорость скольжения червяка в первом приближении
Vч = 4,5 ∙ 104 ∙ з1![]() ∙ 4,5 104 ∙ 1440
∙ 4,5 104 ∙ 1440 ![]() = 4,85 м/с
= 4,85 м/с
Определим материал зубчатого колеса и его механические свойства.
Коэффициенты приведения
Kne = е![]()
![]()
Kfe = 1,47 + ![]()
Эквивалентное число циклов нарушения
NFE1 = 60 ∙ t ∙ е ∙ Kne ∙ n1 = 60 * 6970 * 0,37 * 72 = 1,093*107
NFE2 = 60 ∙ tе ∙ Kfe ∙ n2 = 60 * 6970 * 0,264 * 72 = 7,40*106
Кэффициенты долговечности равны
KHN = 
KFN = 
Предварительное значение межосевого расстояния определим по формуле:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
