


A(0)=HTAH,
где A(0) – матрица Хессенберга, имеющая следующую структуру (знак х обозначает ненулевые элементы):
 ,
,
Здесь принципиально то, что в дальнейшем, в ходе QR-итераций, матрицы A(k) сохраняют верхнюю Хессенбергову форму, что позволяет более экономно проводить их QR-разложение.
После определения матриц Q[2 х n] и R[2 х 2] в ROBUST-алгоритме следует определение начального корректировочного вектора:

Полученная матрица [H] имеет размерность [2xn]. Вектор {h} вычисляется как:
Все элементы вектора {h} сравниваются со значением 0.999. Те элементы, которые больше 0.999, заменяются на 0.999, а которые меньше – остаются без изменения.
Финальным этапом определения начального корректировочного вектора {a} является следующее преобразование:
 .
.
Далее циклическое вычисление скорректированных коэффициентов b0 и b1 по следующему алгоритму:
- вычисляется вектор ошибок тренда:
![]() ,
,
где  . На первом шаге
. На первом шаге  .
.
- вектор ошибок умножается на начальный корректировочный вектор:
![]() ;
;
- определяется m – медиана в векторе {r}; определяется вектор rs, как rsi=abs(ri-m), где i=1…n. Выполняется сортировка значений в векторе {rs} от меньшего к большему; определяется s, как медиана вектора {rs}, для значений от 2 до n. Далее s делится на коэффициент 0.6745; вычисляется промежуточный вектор {z} как {z}={а}/(2.38•s); вычисляется вектор {wi}=1/(1+zi2); вычисляется окончательный корректировочный вектор:
![]() ;
;
- вычисляются скорректированные {Xw}, [Tw]:
{Xw}={X}*{k},
Twi, j=[Ti, j]*{k};
- новые коэффициенты b0 и b1 вычисляются из системы линейных уравнений:
{Xw}={Tw}{b}.
Описанная процедура выполняется до тех пор, пока дальнейшие итерации не принесут изменений {b}.
На рис.1 представлен временной ряд, содержащий информацию о потреблении электроэнергии, а также два тренда. Первый - построенный по классическому МНК-алгоритму, второй – по алгоритму, предложенному в диссертационной работе. Видно, что классический алгоритм приведет к неверному определению текущей тенденции, предложенный же нами алгоритм робастного определения тренда верно отражает тенденцию к росту потребления энергии.
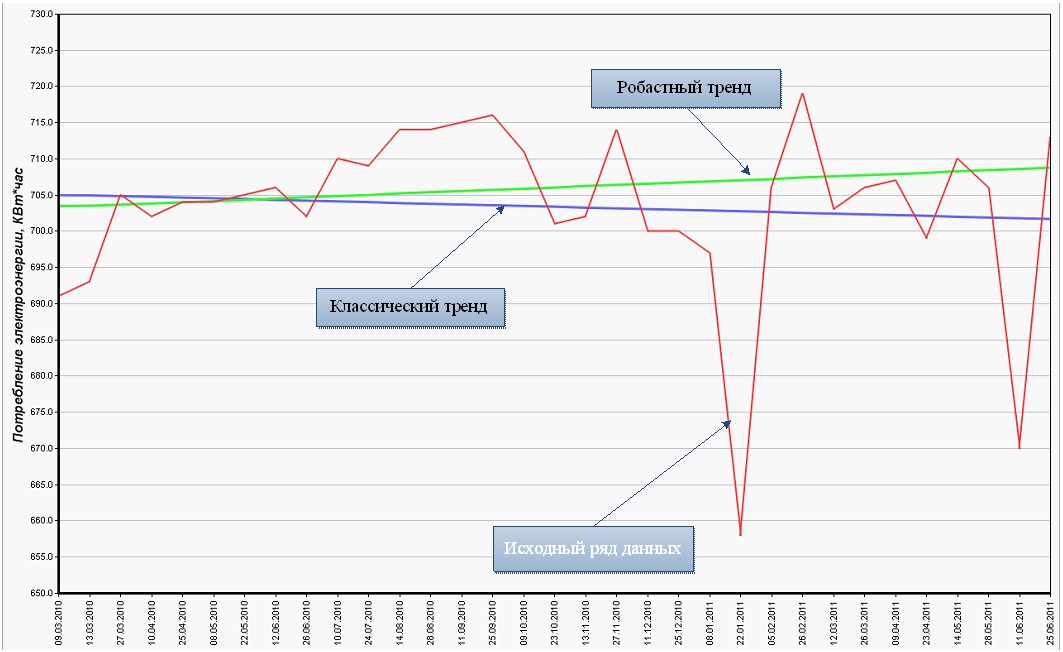
Рис. 1. График потребления электроэнергии и его статистическая обработка
Таким образом, в ходе выполненных исследований, решена задача робастного трендового прогнозирования параметров процессов, как применение статистических инструментов управления качеством.
2. Предложена модификация классического принципа, или цикла Э. Деминга P-D-C-A, включающая в себя прогнозирование на базе современных алгоритмов математического программирования.
Процессный подход является одним из основополагающих требований, изложенных в стандарте МС ИСО 9001:2008. Под процессом понимается совокупность взаимосвязанных ресурсов и деятельности, преобразующей входящие элементы в выходящие. Одной из известных реализаций “принципа постоянного улучшения” процесса является цикл Э. Деминга Plan-Do-Check-Act (P-D-C-A), представленный на рис.2.
Рис 2. Классический цикл Э. ДемингаP-D-C-A
Классический цикл P-D-C-A в течение ряда лет является одним из основных методов принципа “постоянного совершенствования”, успешно применяемым организациями, практикующими процессный подход (рис. 3).
На этапе “Планирование” в рамках цикла P-D-C-A планируются управляющие воздействия, целью которых является приближение выходных параметров процесса к оптимальным.
Рис. 3. Схема процесса
Таким образом, формируется вектор управляющих воздействий ![]()
![]() на процесс, результатом применения которых на выходе процесса формируется вектор фактических выходных параметров
на процесс, результатом применения которых на выходе процесса формируется вектор фактических выходных параметров ![]()
![]() , отличающийся от вектора оптимальных параметров
, отличающийся от вектора оптимальных параметров ![]()
![]() . На этапе “контроль” проводится анализ несоответствий, вычисляется расхождение фактических выходов процесса от оптимальных:
. На этапе “контроль” проводится анализ несоответствий, вычисляется расхождение фактических выходов процесса от оптимальных:
![]()
Очевидно, смысл цикла P-D-C-A заключается в минимизации вектора ![]()
![]() . Теоретически, при выполнении бесконечного количества итераций цикла P-D-C-A
. Теоретически, при выполнении бесконечного количества итераций цикла P-D-C-A![]()
![]() .
.
В условиях инновационной модели развития системы управления качеством, необходима разработка методов снижения количества итераций цикла P-D-C-A, что позволит значительно сократить время вывода выходов процессов на оптимальные показатели, тем самым получив конкурентные преимущества.
Для более эффективной работы цикла Э. Деминга, необходимо включить современные методики прогнозирования, позволяющие заранее оценить эффективность мероприятий на стадии планирования.
Для решения поставленной проблемы в рамках диссертационной работы предлагается использовать модернизированный цикл – P&P-D-C-A (Plan&Predict-D-C-A, рис.4):
Рис 4. еминга с прогнозированием состояния оптимизируемого процесса
На современном этапе развития математических методов прогнозирования, предлагается использовать искусственные нейронные сети с обратным распространением ошибки. При этом, на начальном этапе формируются обучающие выборки из векторов ![]()
![]() ,
,![]()
![]() . Далее, после корректного обучения нейронной сети, появляется возможность моделировать выходные параметры процессов.
. Далее, после корректного обучения нейронной сети, появляется возможность моделировать выходные параметры процессов.
Одним из вариантов прогнозирования может стать робастный расчет тренда, показанный выше. Данный подход будет справедлив для процессов, между входами и выходами которых установлена линейная зависимость, но в статистических данных присутствуют нехарактерные точки.
В общем случае, целесообразно применять современные методы математического программирования. Одним из таких методов является применение искусственной нейронной сети (ИНС).
В ходе диссертационного исследования показано, что модернизированный цикл P&P-D-C-A с системой прогнозирования на базе корректно обученной искусственной нейронной сети с обратным распространением ошибки позволяет существенно снизить число итераций цикла “постоянного улучшения” при процессном подходе, тем самым получить конкурентное преимущество.
Предложены аналитические методы прогнозирования работоспособности и надежности оборудования предприятия на базе обработки статистических данных по параметрам качества, как элемент системы менеджмента качества.Методы математической статистики являются одним из ключевых инструментов, позволяющим выявлять несоответствия и повышать эффективность и результативность процессов с точки зрения международного стандарта ИСО 9001:2008.
Как показывает практика, основной причиной выхода из строя технологического оборудования на промышленных предприятиях является его износ. Значительно реже причиной аварийного останова оборудования являются как ошибки персонала, так и комбинации некоторых неблагоприятных для работы агрегата факторов.
Статистические данные, накопленные при прямых измерениях параметров качества, в совокупности с соответствующими математическими моделями являются базой для расчетов обоснованности проведения ремонта, что позволит избежать необоснованных простоев оборудования при планово-профилактических ремонтах (ППР), уменьшить расход запасных частей, тем самым снизить издержки на выпуск продукции.
Множество состояний повреждения (например, отношение стоимости ремонта повреждений к стоимости замены агрегата, влияющее на затратные критерии формируемого процесса) могут быть непрерывными или дискретными. В терминах таких факторов, как величина стоимости ремонта, степень структурных повреждений и т. п., определены пять общих состояний повреждения Ri.
В силу разнообразия качества изготовления деталей агрегата, различных условий их работы, одинаковые агрегаты будут иметь различные повреждения. Поэтому в общем случае необходимо получить функцию распределения вероятностей P[Ri|Si] для повреждений.
Первым шагом является определение среднегодовой частоты λRi событий, при который агрегат оказывается в состоянии повреждения Ri.
Средний коэффициент потерь (СКП) можно рассчитать по формуле:
 (4)
(4)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
