

- типа, количества и паспортных Q-H характеристик откачивающих средств; потерь напора в приемной и выкидной линиях откачивающих средств; схемы подключения откачивающих средств к МТ; физических характеристик нефти/нефтепродукта.
Основные параметры насоса ПН 150 – 500:
Qн = 150 м3 /ч
Нн = 530 м
n= 2800 об/мин
N=413 кВт
Расчет гидравлической характеристики трубопровода откачки
Исходные данные:
z1=117,1 м
z2=127,84 м
LПНУ= 4500 м
н = 10 сСт
DNВТП= 150 мм
Таблица 2.4 - Потери напора в технологической обвязке
Производительность откачки, м3/час | 150 | 300 | 420 | 500 | 840 |
Потери напора на 1 м ВТП, м | 0,052 | 0,18 | 0,34 | 0,47 | 1,23 |
В состав трубопровода откачки входят трубопроводы обвязки ПНУ, ВТП и часть МН.
Для построения гидравлической характеристикой трубопровода Hтр (Q) необходимо определить суммарные потери в трубопроводе:
Hтр=hтр+ΔZ+hк,
где hк – необходимый конечный напор, м
ΔZ – алгебраическая разность геодезических отметок конца Z2 и начала Z1 расчетного участка, м;
hтр – потери напора на трение, м.
hК=0 м
![]()
![]()
Где i - значения, приведенные в табл. 2.4,
Совместив суммарные гидравлические характеристики ПНУ и трубопроводов откачки на графике, получим рабочую точку системы откачки, по которой можно определить производительность откачки и напор на выходе ПНУ:

Рисунок 6 – Совмещенная характеристика ПНУ и трубопроводов откачки
Определяем, что Qпну=195 м3/ч; H=380 м
Зная объем и производительность откачки можно рассчитать время освобождения участка нефтепровода от нефти ПНУ.
Время на откачку нефти ПНУtп определяется по формуле:
![]()
где Vпi – расчетный объем нефти/ освобождаемого из i-го участка МН с применением насосов ПНУ, мі;
qi – производительность освобождения ПНУ, мі/ч.
![]()
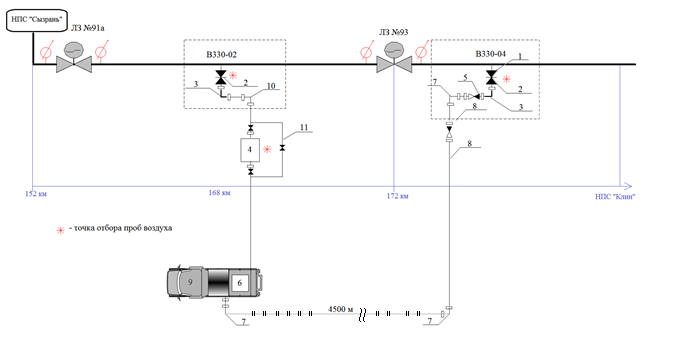
Рисунок 7 - Схема откачки нефти на 168 км «Куйбышев – Унеча – Мозырь – 1» .
1-вантуз Ду150, 2-задвижка, 3-отвод 90о, 4-подпорный насос, 5-обратный клапан Ду150, 6-основной агрегат ПНУ, 7-рукав оплеточный Ду150, 8-трубопровод ПМТ Ду150, 9-эл. станция, 10-гибкий металлорукав Ду150, 11-байпасная линия.
2.5 Вырезка дефекта
В месте вырезки «катушки» устанавливаются шунтирующие перемычки из медного многожильного кабеля, в количестве 2х штук при помощи хомутов. Производится засверловка 2-х контрольных отверстий: по одному отверстию в обе стороны на расстоянии 40 м от мест установки герметизаторов. Перед вырезкой дефекта производится зачистка изоляционного покрытия по всему диметру трубопровода на величину не менее 600 мм.
Осуществляется вырезка «катушки» отрезными машинками МРТ 350/1420 с приводом во взрывобезопасном исполнении, предназначенными для резки труб.
Для последующей установки герметизаторов ГРК длина вырезаемой «катушки» должна быть не менее 1,5 м. Длина вырезаемого участка трубопровода составляет 3 м.
Вырезка дефектного участка осуществляется одновременно двумя труборезными машинами. Труборезные машины устанавливаются на трубе согласно инструкций по эксплуатации и в соответствии со схемой вырезки «катушки».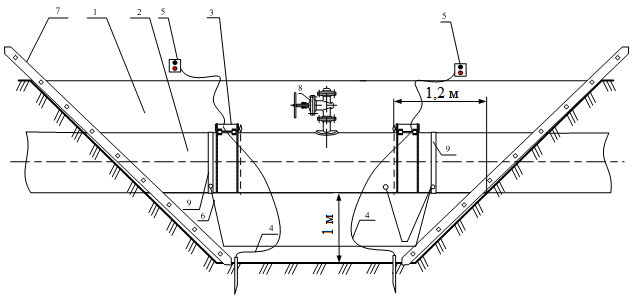
Рисунок 8- Схема безогневой вырезки участка нефтепровода
машинкой МРТ-350/1420.
1-рабочий котлован, 2-нефтепровод, 3-МРТ, 4-провод заземления МРТ со штырем, 5-пульт управления МРТ, 6-шунтирующая перемычка, 7-приставная лестница, 8-вантуз, 9-гибкая стальная лента (хомут), 10-поддоны для сбора остатков нефти.
После вырезки «катушки» производится зачистка рабочего котлована от нефти, котлован освобождается от вырезанной «катушки». Демонтаж «катушки» проводится с применением грузоподъемных механизмов. Замазученый грунт собирается экскаватором или вручную и вывозится.
2.6 Герметизация полости труб нефтепровода
После освобождения нефтепровода от нефти и вырезки «катушки» внутренняя полость нефтепровода должна быть загерметизирована до выполнения огневых и сварочно-монтажных работ.
Производится герметизация открытых торцов труб при помощи герметизаторов ГРК «500» в количестве 2 штук (рисунок 9). Перед установкой герметизаторов через открытый торец трубы внутренняя поверхность трубопровода должна быть очищена от нефти, парафина, грязи и окалины и грязи на длину 3040 мм.
Расстояние от торца трубы до герметизатора ГРК должно соответствовать требованиям инструкции для каждого конкретного типа герметизатора, но не менее 1120 мм.

Рисунок 9 - Схема установки ГРК-500.
В процессе производства работ каждый час и перед монтажом герметизатора ответственный за проведение работ должен проверять величину давления газа в трубопроводе. При отклонении давления от атмосферного в сторону увеличения или уменьшения (образование вакуума), работы должны быть прекращены и приняты меры для обеспечения атмосферного давления в трубопроводе. Контроль величины давления в трубопроводе за герметизатором должен осуществляться через контрольные отверстия.
Контроль герметичности герметизаторов осуществляется отбором и анализом проб воздуха для определения концентрации паров, газов.
Устанавливаемые в трубопровод герметизаторы должны накачиваться источником сжатого воздуха через пневмопровод, который выведен наружу через специальное отверстие в верхней образующей трубопровода и соединен с узлом контроля давления воздуха и пневмопроводом. При этом запрещается нахождение работников перед открытым торцом трубы
Спуск воздуха из герметизаторов должен производиться через шланг, выведенный через специально просверленное отверстие в стенке трубы, открутив штуцер и переходник узла контроля давления воздуха. Запрещается нахождение работников перед открытым торцом трубопровода при проведении работ по закачке воздуха.
Герметизаторы транспортируется по трубопроводу после окончания ремонтных работ потоком перекачиваемой нефти до КПП СОД, которые используются для их приема. Расход нефти должен обеспечить скорость движения герметизаторов по нефтепроводу.
2.7 Размагничивание стыкуемых труб перед сваркой
По результатам измерения остаточной намагниченности перед сваркой производится размагничивание труб.
Остаточная намагниченность труб, свариваемых в процессе ремонта МН, может быть:
- слабой - до 20 Гс (2 мТл); средней – от 20 до 30 Гс (от 2 до 3 мТл); высокой – более 30 Гс (3 мТл).
При средней и высокой остаточной намагниченности труб может возникнуть эффект магнитного дутья, и сварка стыков нефтепроводов будет выполнена некачественно. Для нейтрализации эффекта магнитного дутья проводится размагничивание свариваемых концов труб.
Применяются следующие методы размагничивания (магнитной компенсации) концов труб:
- размагничивание с помощью магнитного поля, создаваемого постоянным током; размагничивание с помощью электромагнитов; размагничивание с помощью постоянных магнитов.
Применяются следующие схемы размагничивания (магнитной компенсации) торцов труб:
- размагничивание отдельных труб с применением одного (двух) источников постоянного тока; размагничивание концов отдельных труб с применением двух источников постоянного тока; размагничивание двух концов отдельных труб с применением одного источника постоянного тока; размагничивание двух концов отдельных труб с применением электромагнита; размагничивание двух концов или корпуса отдельных труб с применением постоянного магнита.
Для выбора метода и схемы размагничивания необходимо определить величину и направление магнитного поля с помощью измерительных приборов.
Применяются следующие измерительные приборы:
- индикаторы магнитного поля с пределом измерений от 1 до 2000 Тс или 1 до 4000 Гс; гауссметр; измеритель напряженности магнитного поля с пределом измерений от 0,5 до 1000 мТл.
Выбор метода и схемы размагничивания корпуса «катушки» производится по:
- результатам измерения остаточной намагниченности; наличию приборов и оснастки для компенсации намагничивания; техническим характеристикам сварочного оборудования, используемым для размагничивания.
Размагничивание методом магнитной компенсации осуществляется созданием на торцах труб компенсирующего магнитного поля, направленного против поля остаточного магнетизма, по специальным методикам с выполнением мер, снижающих уровень магнитного поля до приемлемой для процесса сварки величины.
Для размагничивания торцов труб возможно применение следующего комплекта оборудования и материалов:
- источник постоянного тока (сварочный агрегат или выпрямитель), позволяющий выполнять регулировку тока в пределах от 50 до 250 А; сварочный кабель сечением от 30 до 50 мм2 и длиной, достаточной для намотки 15 витков на трубу на каждый стык; кабельные наконечники в комплекте с болтами и гайками – два комплекта на кабель; магнитометр.
Размагничивание собранных стыков должно проводиться по схеме, показанной на рисунке 14.1.
На расстоянии от 100 до 150 мм от кромки на концы стыкуемых элементов проводится намотка сварочного кабеля плотными, равномерными и однорядными витками.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
