

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Намотка кабеля должна проводиться в одном направлении, количество витков определяется величиной намагниченности. На конец трубы нефтепровода, имеющего большую намагниченность, наматывается от 7 до 11 витков, на конец «катушки» – от 3 до 5 витков кабеля.
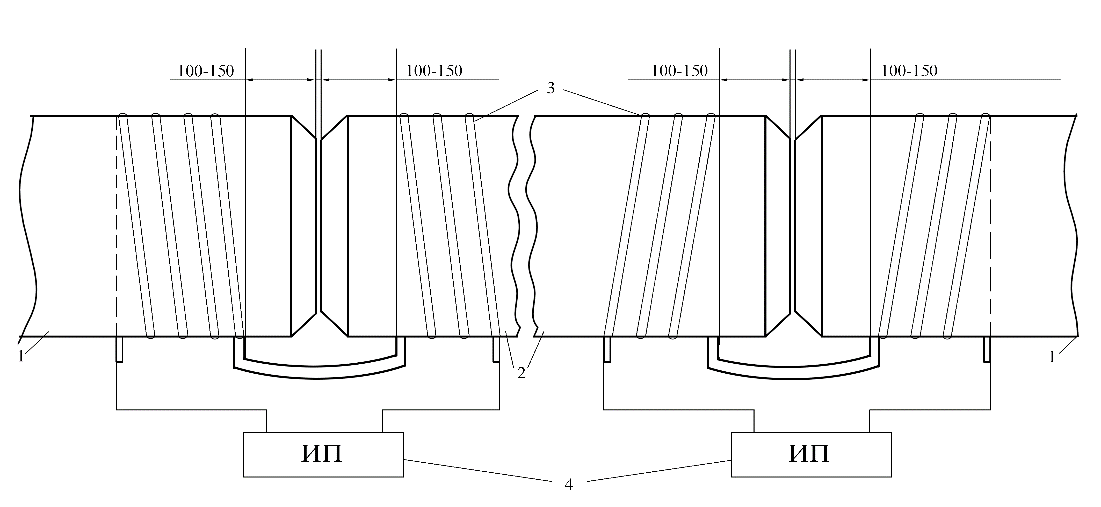
Рисунок 10 – Схема размагничивания кромок состыкованных труб
1 – размагничиваемый нефтепровод; 2 – «катушка»; 3 – сварочный кабель; 4 – источник питания
Измерение величины и направления магнитного поля проводится по периметру собранного для сварки стыка одним из следующих способов:
- изменением силы тока на источнике питания системы; изменением числа витков сварочного кабеля вокруг трубы; изменением расстояния между витками кабеля; перемещением обмотки относительно торцов стыкуемых труб.
При равномерном магнитном поле по периметру собранного стыка одновременно производится размагничивание обоих концов стыкуемых труб в следующем порядке:
- концы сварочного кабеля подключаются к источнику постоянного тока; устанавливается минимальный ток и включается источник питания. Снижение уровня намагниченности до величины 2 – 3 мТл достигается увеличением силы тока; в случае увеличения намагниченности торца трубы следует выключить источник питания и изменить полярность, поменяв концы сварочного кабеля на источнике питания, регулирование продолжить до достижения минимально допустимого уровня магнитного поля (2 мТл); при изменении полярности магнитного поля после подачи на сварочный кабель минимально возможного тока, следует снять несколько витков кабеля.
При снижении величины магнитного поля в процессе разделки собранного стыка до 2 мТл и ниже, величину тока необходимо уменьшить от 10 до 20 А и провести дополнительное размагничивание, при котором осуществляется сварка корневого слоя шва. Уровень намагниченности контролируется магнитометром и не должен превышать 2 мТл. После сварки корневого слоя шва источник питания выключается, сварка последующих слоев выполняется без дальнейшего размагничивания.
При знакопеременном магнитном поле по периметру стыка необходимо составить картограмму стыка с отметкой величины и направления магнитного поля каждого участка стыка.
При неоднородности магнитного поля по периметру шва компенсацию и сварку следует проводить отдельными участками в следующей последовательности:
- первоначально размагничиваются участки стыка с наибольшей величиной магнитного поля одного направления, и выполняется сварка корневого слоя шва этих участков; размагничиваются оставшиеся участки стыка с измененной полярностью тока и выполняется полностью сварка корневого слоя шва; производится сварка заполняющих и облицовочного слоев всего стыка после прекращения размагничивания.
Примененные меры снижают уровень магнитного поля до приемлемого для процесса сварки.
2.8 Подготовка и производство сварочно-монтажных работ
Подгонка «катушки» производится в следующей последовательности:
- производится разметка «катушки» (переходные кольца - при необходимости) на трубе, длина которой должна соответствовать длине вырезанного участка с учетом припуска на механическую обработку после газовой резки величиной 2 мм. Длина «катушки», соединительной детали и запорной арматуры с переходными кольцами, готовой к установке, должна быть меньше длины ремонтного участка на величину от 2 до 3 мм; разметка линии реза производится мелом или тальком с применением мягких шаблонов либо других специальных приспособлений. Схема разметки с помощью приспособления приведена на рисунке 11; для определения длины монтируемой «катушки» производится измерение длины заменяемого участка нефтепровода в четырех точках по горизонтальной и вертикальной плоскостям в соответствии с рисунком 12. Разность длин образующих должна составлять не более 3 мм.
Неперпендикулярность обработанных торцов «катушки» относительно оси нефтепровода по образующей трубы не должна превышать 2 мм. Угол между продольными осями стыкуемых элементов не должен превышать 1,5°/
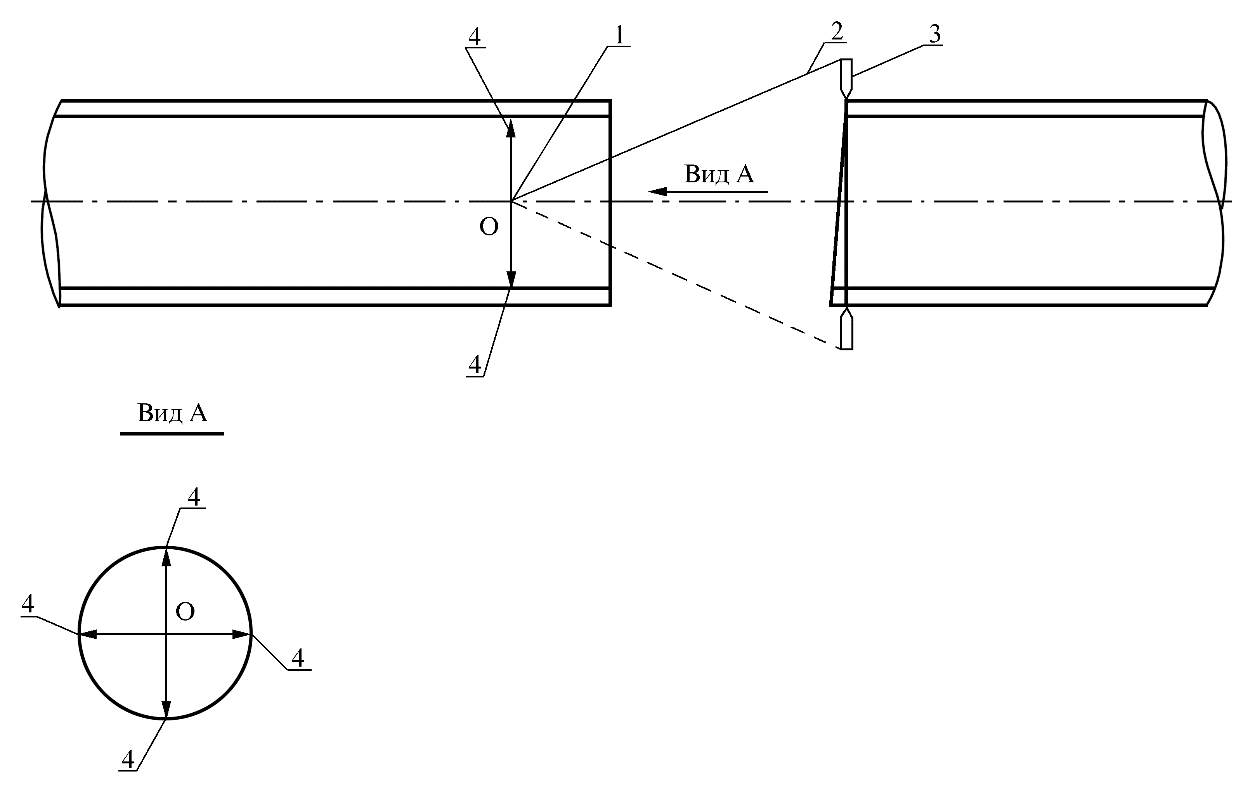
Рисунок 11 – Разметка линии реза торцов нефтепровода с применением
приспособления
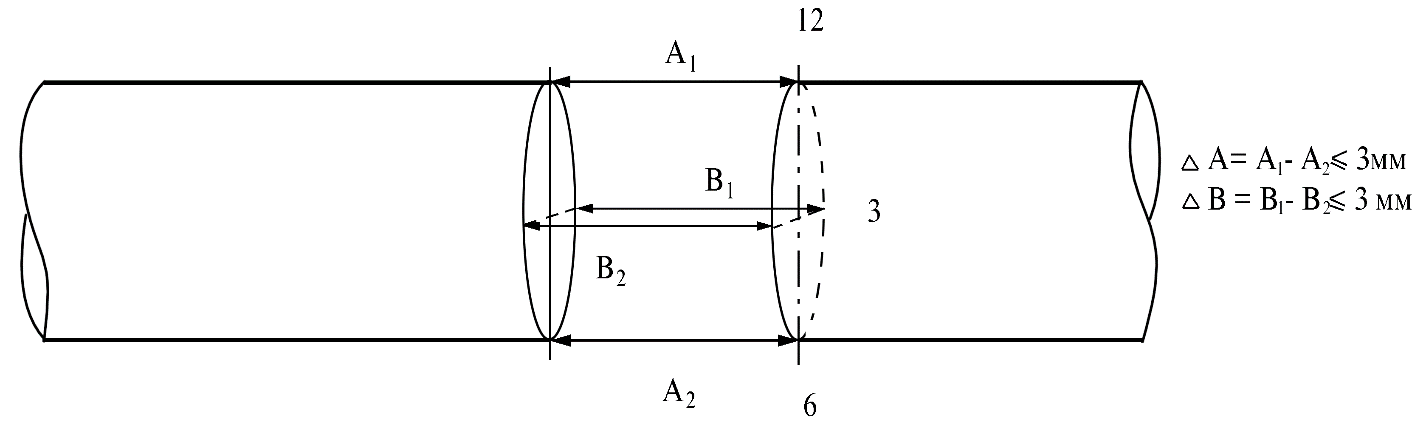
Рисунок 12 – Схема измерения длины ремонтного участка МН
Подготовка и подгонка «катушек», соединительных деталей (гнутых отводов, переходов, тройников, запорной арматуры) производится в следующей последовательности:
- при соблюдении требований [7] по смещению кромок и разнотолщинности свариваемых элементов, на торец ремонтируемого нефтепровода установить, зафиксировать и приварить одну сторону гнутого отвода (перехода, тройника);
- при разнице в толщине стенки ремонтируемого нефтепровода и соединительной детали, превышающей требования [7], к соединительной детали с обеих сторон приварить вставки промежуточной толщины или переходные кольца, длина которых, на ЛЧ МН, после монтажа должна быть не менее 250 мм.
После вырезки «катушки» оси соединяемых нефтепроводов должны быть выставлены в единую продольную линию, плоскости торцовых поверхностей стыкуемых труб должны быть перпендикулярны осям этих нефтепроводов и параллельны друг другу.
Перемещение участков нефтепроводов для достижения их соосности осуществляется трубоукладчиками с применением «мягких» полотенец. Мягкое полотенце должно быть расположено на расстоянии не менее 2 м от герметизатора (тампона) с целью недопущения его повреждения при подъеме трубы и иметь соответствующую грузоподъёмность. Запрещается подъем нефтепровода с применением стропов-удавок и тросовых полотенец.
С помощью наружного центратора пристыковывают «катушку» к трубе линейного участка, обеспечивая равномерный зазор 2,5 мм по всему стыку. Перед началом сварочных работ торцы труб сушат или подогревают, при наличии следов влаги или наледи, до 20-50 °С;
Сварка каждого слоя шва выполняется одновременно не менее чем двумя сварщиками.
Ввариваемая «катушка» должна быть изготовлена из труб того же диаметра, толщины стенки и аналогичного класса прочности.
Труба, предназначенная для изготовления «катушки», а также соединительные детали, запорная арматура и эллиптические заглушки должны быть испытаны гидравлическим способом на прочность заводским испытательным давлением в течение 24 часов и рабочим давлением в течение 12 часов и иметь заводскую маркировку.
Перед сваркой кромки деталей и ремонтируемого нефтепровода зачищаются до чистого металла на ширину не менее 15 мм с внутренней и наружной стороны.
Для защиты заводской изоляции на месте производства сварочных работ должна применяться кошма шириной не менее 350 мм и длиной на 100 мм больше длины окружности ремонтируемого нефтепровода в количестве планируемых резов нефтепровода.
После окончания сварки стык следует накрыть теплоизолирующим поясом до полного остывания.
Запрещается подогрев стенки трубы и элементов трубопровода при производстве, вварке «катушек» независимо от величины температуры нагрева и видов применяемых подогревателей (за исключением сварочных работ, выполняемых в соответствии с технологическими картами, разработанными в установленном порядке).
На 168 км стыкуются, подгоняются и свариваются стыки новой секции с существующем трубопроводом.
2.9 Контроль качества сварных соединений
Сварные швы подлежат дефектоскопии радиографическим и ультразвуковым методами.
Технологические отверстия завариваются. Проводится дефектоскопический контроль сварных швов чопиков.
Контроль качества ремонтных работ включает в себя:
-производственный контроль;
-технический надзор.
Производственный контроль качества ремонтных работ включает:
-входной контроль рабочей документации, конструкций, изделий, материалов и оборудования;
-операционный контроль - контролю подлежит качество выполнения всех видов ремонтных работ;
-приемочный контроль.
При входном контроле проверяется соответствие используемых материалов стандартам, наличие сертификатов.
При операционном контроле проверяется:
- соблюдение последовательности выполнения строительных процессов;
- соответствие выполняемых работ рабочим чертежам и стандартам;
- соблюдение заданных технологий ремонтных операций.
Приемочному контролю подвергаются скрытые работы, законченный ремонт объекта в целом.
Контроль за соблюдением проектных решений и качеством производства работ должен осуществляется в соответствии с [16].
Результаты всех видов контроля должны фиксироваться в исполнительной документации: специальных журналах, актах и заключениях
Производится засыпка отремонтированного участка с предварительной подбивкой и послойным уплотнением грунта до боковой образующей трубопровода.
2.10 Заполнение нефтепровода нефтью после окончания ремонтных работ и пуск нефтепровода
Пуск и вывод участка на эксплуатационный режим работы производится после окончания ремонтных работ на 168 км, получения положительного заключения о качестве сварных стыков, заварке чопов и их диагностического контроля, после подготовки участка к пропуску герметизаторов: открытия линейных задвижек и подготовке камеры приема СОД на 256 км к приему группы герметизаторов со 168 км.
Последовательность технологических переключений на линейной части МН: открываем задвижки №91а на 152 км, №93 на 172,2 км. Выпуск воздуха при заполнении МН «Куйбышев – Унеча – Мозырь – 1» DN1020 производится через вантузы № 000-01 на 165 км, № 000-03 на 169,2 км, с горизонтальным отводом для выпуска воздуха Ду100.
Заполнение начинается по разрешению главного инженера «Дружба» и согласованию работ с ТДП.
Заполнение производится через головную станцию «Лопатино» на 0 км. Выпуск ГВС осуществляется через вантузы на 165, 167, 170 и 172км.
После заполнения по трубопроводу начнут движение герметизаторы.
Пропуск герметизаторов и их прием в камеру приема СОД на 226 км МН «Куйбышев-Унеча-Мозырь-1» осуществляется в соответствии с инструкцией по очистке технологического участка «Сызрань-Клин».

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
