

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Анализ причин и последствий (исследование корреляции между событиями процесса и данными контрольной карты) может помочь делать выводы о лежащей в основе неслучайной причине и планировать необходимые эффективные действия. При постоянном совершенствовании процесса карты используют для контроля изменений процесса и помощи в идентификации причин изменений процесса.
Выборки, максимально приближенные к лучшему отражению изменения процесса называют рациональными подгруппами.
С кратковременными процессами при построении контрольных карт возникают особые трудности, т. к. чаще всего не имеются достаточные данные для установления границ регулирования. При интерпретации контрольных карт существует риск «ложной тревоги», т. е. риск сделать вывод о том, что изменение произошло, тогда как этого не случилось. Существует также риск не обнаружить изменение, которое на самом деле произошло. Эти риски могут быть уменьшены, но полностью их устранить нельзя.
1.3.11. Статистическое назначение допусков
Данная процедура применяет статистические распределения для соответствующих размеров составных частей (компонентов) при определении общего допуска для изделия в сборе.
Общий размер модуля, полученного в результате сборки из большого количества составляющих компонентов, является критическим фактором или требованием с точки зрения сборки и взаимозаменяемости таких модулей.
В случаях, когда размеры всех компонентов лежат у нижней или у верхней границы их индивидуальных допусков, значения общего размера являются экстремальными. Полный арифметический допуск представляет собой надбавки индивидуальных значений к допуску на общий размер в процессе последовательной цепочки допусков.
Индивидуальный размер, лежащий у нижней границы диапазона допусков, может быть компенсирован другим размером (или комбинацией размеров), лежащих у верхней границы диапазона допусков. На основании статистических законов, при известных условиях, общий размер будет иметь приближенно нормальное распределение.
Вычисление общего статистического допуска дает значения допуска на общий размер, значительно меньшие в сравнении с допуском на общий размер, рассчитанным арифметически. Из этого следует, что при заданном допуске на общий размер путем различного назначения допусков появляется различие между их значениями (статистическое назначение допуска позволяет использовать более широкие допуски на индивидуальные размеры, чем допуски, определяемые путем арифметических расчетов). Более широкие допуски связаны с более простыми и более рентабельными методами производства.
Статистическое назначение допуска требует, прежде всего, определить, какая доля собранных модулей может выходить за диапазон допусков на общий размер.
1.3.12. Анализ временных рядов
Для изучения совокупности наблюдений, сделанных последовательно во времени применяют анализ временных рядов (моментальные и интервальные). Методы анализа временных рядов используют в следующих прикладных задачах: обнаружение запаздывания типичных фрагментов графика, обнаружение циклических или сезонных фрагментов графика, прогнозирование будущих наблюдений (задаются верхние и нижние пределы или интервалы прогноза), анализ причинных факторов, вызвавших изменение временного ряда.
Методы анализа временных рядов включают линии тренда, определяющие общую тенденцию.
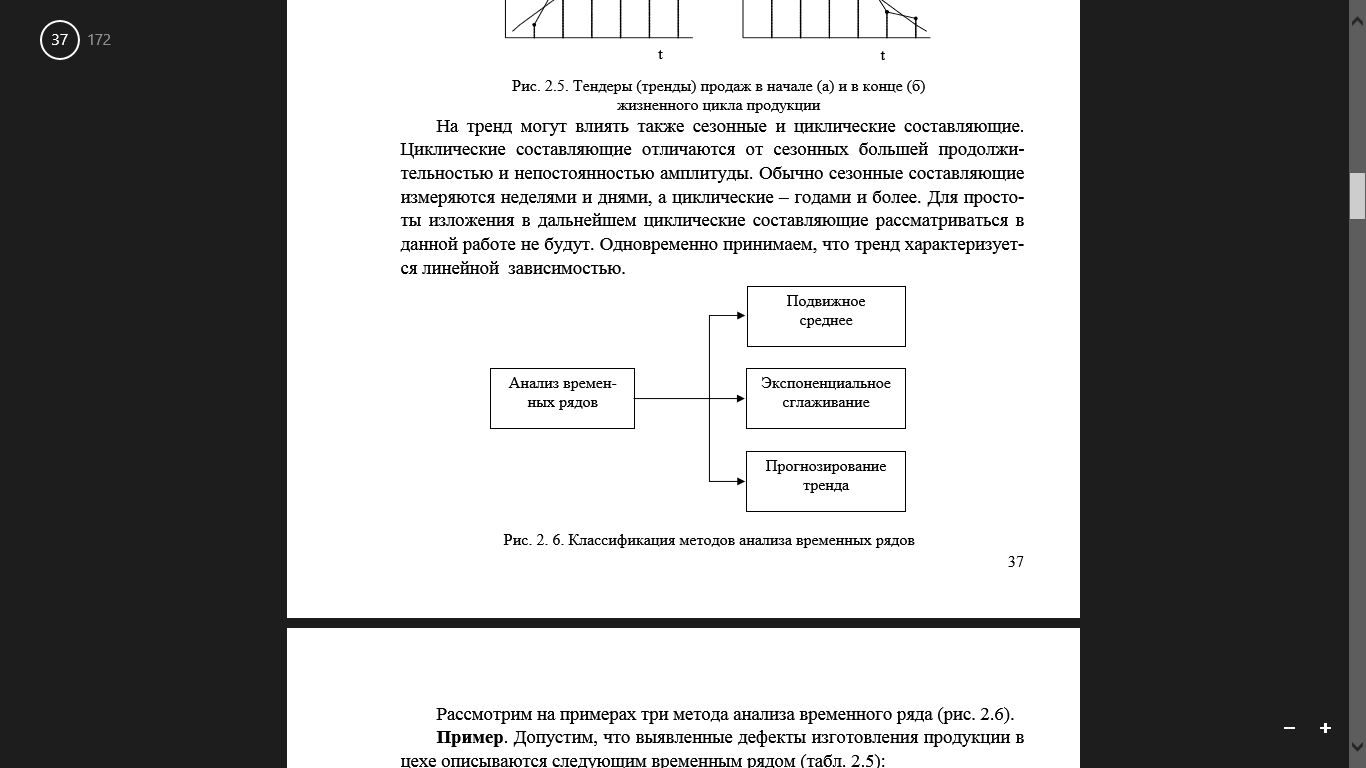
Рисунок 7 - Классификация методов анализа временных рядов
Анализ временных рядов заключается в выявления выбросов (т. е. экстремальных значений, достоверность которых должна исследоваться), обнаружении поворотных точек в тренде, сравнении фрагментов различных рядов и решении задач регрессионного анализа.
При помощи анализа временных рядов можно обнаружить изменения в процессе, выявить результаты внешнего воздействия. Методы временных рядов могут обеспечивать понимание моделей типа «причина - следствие». Существуют методы для отделения систематических (или неслучайных) причин и для разбиения диаграмм временного ряда на циклические, сезонные и тренд-компоненты. Анализ временных рядов полезен для понимания поведения процесса и способа регулирования этого процесса, направленного на достижение цели или на стабилизацию изменчивости.
Включение или не включение в анализ отдельных наблюдений или их небольшой совокупности может оказать значительное влияние на модель. Поэтому значимые наблюдения должны быть выделены и освобождены от выбросов в исследуемой группе данных.
Анализ временных рядов эффективен в том случае, если процесс устойчив по данным прошлых тенденций и отсутствуют дополнительные факторы извне, не учтенные ранее.
1.3.13. Факторный анализ
Факторный анализ – это статистический метод, предназначенный для обработки больших массивов данных эксперимента. Редуцирование элементов (их сокращение) и определение взаимосвязей между ними (структурная классификация) является основной целью факторного анализа. Особенностью этого метода является то, что в основу анализа заложены не экспериментальные данные, а коэффициенты корреляции Пирсона переменных показателей (параметров) этих данных, что в совокупности представляет корреляционные матрицы (матрицы интеркоррелляций). Такая матрица строится в виде квадратной таблицы, строкам и столбцам которой присваиваются одинаковые значения перечня переменных, а зависимость между ними устанавливают коэффициенты корреляции (рисунок 8). Показателям напрямую зависимым друг от друга (детерминированным) присваивается значение 1, независимым – 0. Слабая корреляция 0,3-0,4; хорошая корреляция 0,5-0,75; очень хорошая корреляция 0,8-0,95. Понятие «факторизация матрицы» означает извлечение из корреляционной матрицы какого-либо числа факторов.
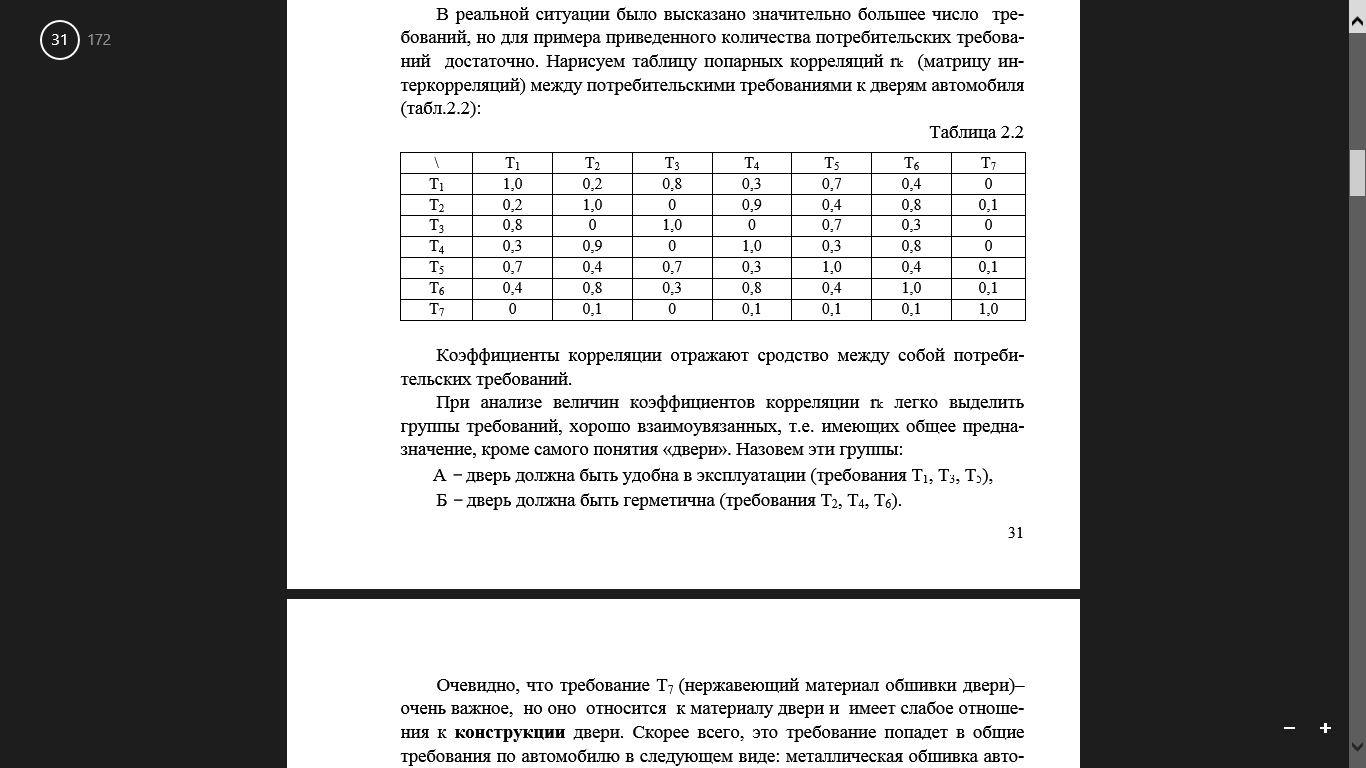
Рисунок 8 - Корреляционная матрица
В ходе преобразования таблицы попарных корреляций выявляются факторы (обобщенные требования) и строится факторная матрица, коэффициенты корреляции которой называются факторными нагрузками (весами). Далее по этой таблице в ходе ее анализа выносятся конечные решения.
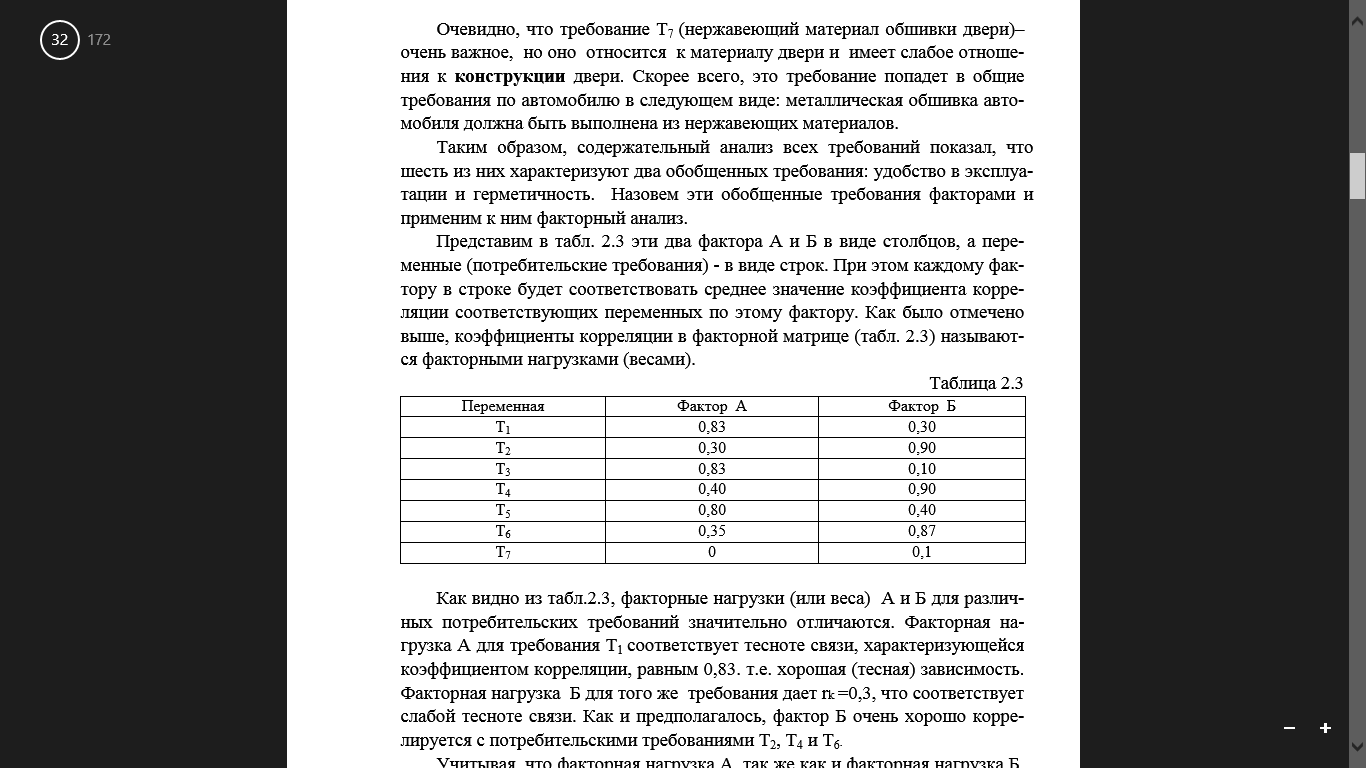
Рисунок 9 - Факторная матрица
1.4. Анализ причин несоответствий показателей качества процесса
Для анализа применяются:
Диаграмма (блок-схема) потока процессов (ДПП). Во избежание нарушения последовательности операций (переходов) и подмены звеньев процесса строится диаграмма или блок-схема, изображенная на рисунке 10.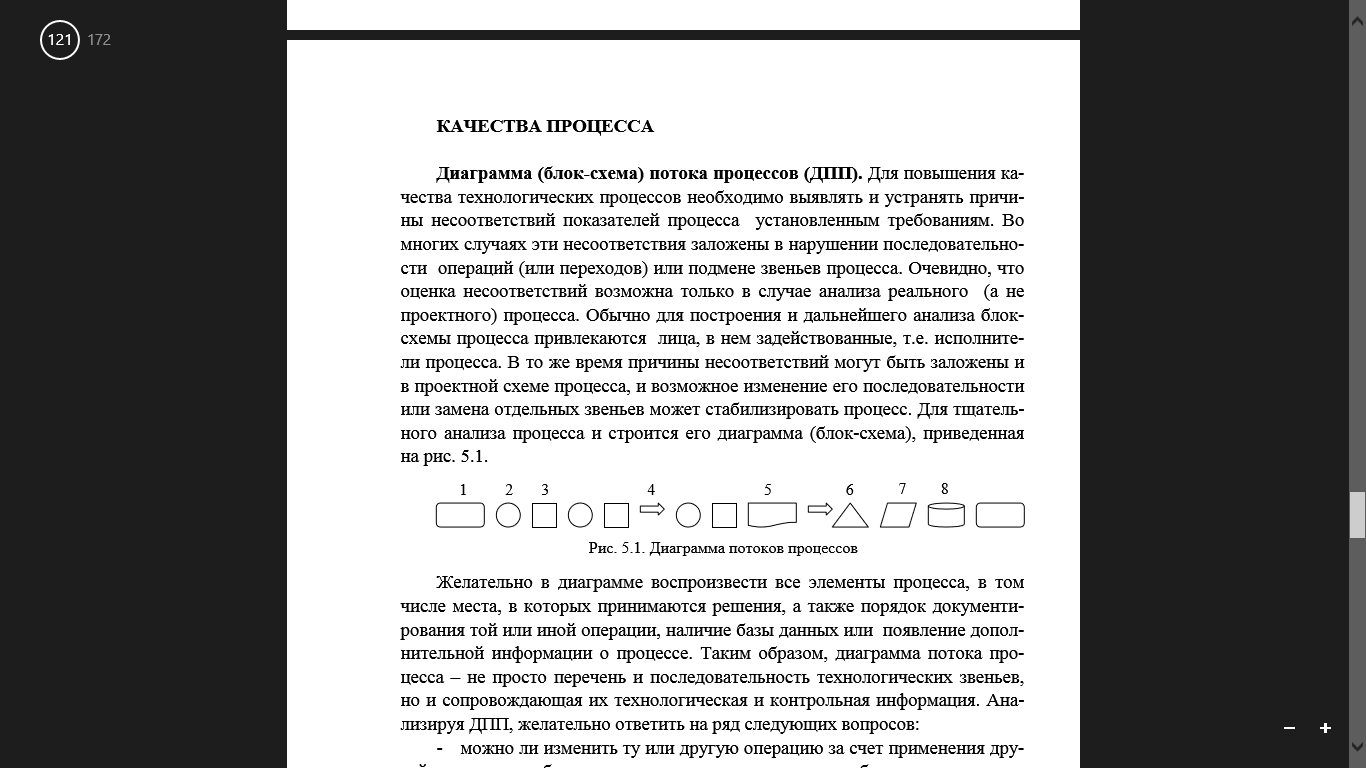
Рисунок 10 - Диаграмма потоков процессов
В диаграмму вносятся все элементы процесса (технологическая и контрольная информация), включая места принятия решений, порядок документирования операций, наличие базы данных, дополнительная информация.
Анализ Парето. Позволяет выявить причины значимых несоответствий, приводящие к большим экономическим потерям. Для начала проводят ранжирование дефектов по их наибольшему негативному влиянию. Далее анализируют дефекты, на которых требуется сосредоточить внимание (80% дефектов вызвано 20% причин) по методу АВС (кривая Лоренца). Диаграмма Исикавы. Выявляет не только источники, но и причины несоответствий, а также факторы воздействующие на эти причины. Контрольные карты. Определяется стабильность и воспроизводимость процесса по анализу наличия выбросов за контрольные границы. Гистограммы. Анализ распределения.2. Описание проведения исследования
2.1. Расслоение (стратификация) данных на примере
В соответствии с данным методом производят разделение полученных данных, т. е. группируют по какому-либо стратифицирующему фактору и обрабатывают каждую группу в отдельности. Стратифицирующий фактор является любым параметром, определяющим особенности условий и получения статистических данных. Без стратифицирующего фактора установление взаимосвязи между элементами становится затруднительным, стратификация не выполняется в виду отсутствия отличительных признаков, т. е. происходит объединение данных, что в свою очередь не дает возможности их обнаружить. Главным условием внутригруппового различия должно быть наименьшее совпадение и наиболее четкое разграничение.
Расслоение позволяет получить представление о скрытых причинах дефектов, а также помогает выявить причину появления дефекта, если обнаруживается разница в данных между «слоями».
Мнемонический прием стратификации статистических данных 4М…6М позволяет легко запомнить типовые причины (факторы) для построения группировки данных, к которым относятся расслоения по: персоналу, оборудованию, материалам, способу производства (технологии), измерениям, окружающей среде. Первые 4 фактора являются базовыми, поэтому их берут за основу, добавляя по мере необходимости следующие причины и получая соответственно мнемонические приемы 5М и 6М.
В данной курсовой работе проведена стратификация по вероятным причинам отказа различных изделий. Стратифицирующий фактор – причины отказов, категории (группы), на которые разделены факторы – элементы изделий. Данные получены с учетом возврата/ремонта покупателем данного оборудования. С помощью стратификации по этому признаку возможно определить влияние и частоту отказов на различные продукты деятельности фирмы, произвести анализ наиболее частых причин отказов, наглядно увидеть с какими причинами дефектов нужно работать для улучшения качества изделий. Анализ полученных данных после расслоения и разницы между ними отображают в диаграммах Парето, схемах Исикавы, гистограммах, диаграммах рассеивания и т. д. Если после расслоения данных невозможно определить наглядно решающий фактор в решении проблемы, то необходимо проводить более глубокий анализ данных.
2.2. Группировка на основании выбранных категорий
В работе рассматривается статистика отказов за 2012 год по следующим выпускаемым изделиям:
- адаптер;
- блок питания;
- диффузор;
- модем;
- модуль;
- плата;
- преобразователь;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
