

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
|
Донецкая государственная машиностроительная академия | УДК 621.833:621.914.5 ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ КИНЕМАТИКИ ЗУБООБРАБОТКИ КРУПНОМОДУЛЬНЫХ ЗАКАЛЕННЫХ КОЛЕС ДИСКОВЫМИ НЕМОДУЛЬНЫМИ ФРЕЗАМИ З метою вирішення актуальних питань технологічних особливостей кінематики чистової обробки крупномодульних загартованих зубчастих коліс твердосплавним інструментом запропонований технологічний метод переривистого обкату з використанням дискових немодульних фрез (розміри фрези не залежать від модуля), оснащених керамічними пластинками. При методі переривистого обкату частота обертання інструменту не пов'язана кінематично з частотою обертання заготівки, що дозволяє збільшити швидкість різання в 3-4 разу (до 5-8 м/сек) із забезпеченням підвищення продуктивності обробки при високій якості обробленої поверхні зубів. With the purpose of decision of pressing questions of technological features of kinematics of clean treatment of common modular of hard-tempered gear-wheels a hard-alloy instrument is offer the technological method of occurrence of running interrupted with the use of disk unmodule milling cutters (the sizes of milling cutter do not depend on the module), equipped ceramic plates. When method interrupted occurrence of running speed instrument is not connected cinematically with speed timber to increase the cutting speed of 3-4 times (up to 5-8 m / s) and ensure increased productivity of processing and high quality machined surface of the teeth. |
Вступление
Актуальность исследований
Технологические особенности кинематики обработки крупномодульных закаленных зубчатых колес твердосплавным инструментом прежде всего базируются на выборе рациональных схем формообразования и влияют на точность и качество обработки. Поэтому исследование технологических процессов кинематики зубообработки является актуальной научной проблемой.
Постановка проблемы в общем виде
Тяжелые зубофрезерные станки по жесткости и быстроходности не предназначены для работы методом обкатки твердосплавными червячными фрезами.
Точность обработки крупномодульных и закаленных до HRCэ 50…55 колес модулем m>12мм червячными твердосплавными фрезами по нормам плавности и контакта не превышает 9-10-ой степеней точности по ГОСТ1643- 81.
Технологический процесс чистовой зубообработки крупномодульных закаленных колес отличается повышенной сложностью формообразования эвольвентного профиля зубьев. Поэтому для эффективного исследования технологического процесса формообразования профиля крупномодульных закаленных зубчатых колес является математическое моделирование кинематики процесса. Повышение точности обработки и достоверности математических моделей достигается взаимосвязью распределения параметров технологической системы.
Изложение основного материала исследований
С целью решения актуальных вопросов технологических особенностей кинематики чистовой обработки крупномодульных закаленных зубчатых колес твердосплавным инструментом предложен технологический метод прерывистого обката с использованием дисковых немодульных фрез (размеры фрезы не зависят от модуля), оснащенных керамическими пластинками [1]. Метод прерывистого обката используется на зубострогальных и зубошлифовальных станках и обладает тем преимуществом, что в момент рабочего хода инструмента заготовка колеса либо неподвижна, или совершает незначительный поворот, т. е. обработка протекает, по сравнению с методом обкатки, в более жестких условиях.
При методе прерывистого обката частота вращения инструмента не связана кинематически с частотой вращения заготовки, что позволяет использовать дисковые фрезы одностороннего резания оснащенные режущим материалов керамикой (рис. 1) и дисковые фрезы двухстороннего резания (рис. 2), и увеличить скорость резания в 3-4 раза (до 5-8 м/сек) с обеспечением повышения производительности обработки при высоком качестве обработанной поверхности зубьев. Обработка проходит при увеличенном, по сравнению с червячной фрезой, количестве резов, профилирующих эвольвентную поверхность зубьев, что формирует высокую их точность и низкую шероховатость.
Дисковая фреза (рис. 1) одностороннего резания состоит из корпуса 1, на периферийной поверхности которого выполнены пазы под пластинки. В пазы вставлены керамические режущие пластинки 2 (форма 03131 по ГОСТ 25003-81, материал ВОК-71 по ГОСТ 26630-85), которые закрепляются в корпусе посредством прижимов 3 и винтов 4. Кольцо 5, служащее для базирования режущих пластинок, крепится к корпусу 1 винтами 6.
Для обработки зубчатого колеса – правой или левой боковых поверхностей зубьев – устанавливают и закрепляют в специальном суппорте [2], соответственно, правую или левую фрезу. Фреза крепится к шпинделю специального суппорта четырьмя винтами М12. Крутящий момент от шпинделя к фрезе передается двумя торцевыми шпонками. После обработки одной боковой поверхности всех зубьев колеса левая фреза на спецсуппорте меняется на правую. Изменяется направление вращения и направления хода колеса на обратные и производится обработка другой стороны зубьев колеса.
Для устранения переустановок дисковых фрез на спецсуппорте разработана дисковая фреза двухстороннего резания (рис. 2), позволяющая вести обработку обеих боковых поверхностей зубьев колеса [3].
Отличительной особенностью технологического процесса обработки фрезами двухстороннего резания является наличие второго ряда режущих пластин, (рис. 2) смещенных относительно первого ряда на половину окружного шага. В процессе обработки вначале одним рядом пластин обрабатывают одну из боковых поверхностей зубьев колеса, например, правую, а затем, после реверса колеса и направления тангенциального перемещения каретки с инструментом, обрабатывают вторую – левую боковую поверхность.
Рис. 1. Дисковая фреза
одностороннего резания
Рис. 2. Дисковая фреза двухстороннего резания
Такой технологический подход формообразования профиля крупномодульных зубчатых колес фрезами двухстороннего резания позволяет сократить номенклатуру зуборезного инструмента и экономить вспомогательное время на переустановку фрезы. На рисунках 3 и 4 показаны конструкции дисковых фрез.
Рис. 3. Конструкция дисковой фрезы одностороннего резания m=12-36мм
Рис. 4. Конструкция дисковой фрезы двухстороннего резания m=20-36мм
Анализируя движение зубьев дисковой фрезы при зубофрезеровании (рис. 5,а), можно прийти к выводу, что траекторией движения точек режущих кромок зубьев является удлиненная циклоида (трохоида) [2].
Уравнение трохоиды в параметрическом виде:
x = a·ц – rsin, (1)
y=a - r·cosц, (2)
где r – радиус вращения зуба фрезы; а – радиус производящей окружности; ц - угол MCF – угол поворота производящей окружности, отсчитываемый от того положения, в котором точка F совпадает с начальной точкой D (рис. 5,а).
Радиус кривизны трохоиды:
с =( r2 + a2 -2·r·acos ц )3/2 / r(r - a·cos ц ). (3)
Радиус кривизны трохоиды в точке максимума А :
сA =( r + a )2 / r. (4)
Путь резания или длина контакта lk зуба дисковой фрезы с зубом колеса зависит от ширины фрезерования В (рис. 5,б). Длину дуги контакта ![]() АF можно определить, как половину разности дуг DF и DF1 , т. е.
АF можно определить, как половину разности дуг DF и DF1 , т. е.
lk = AF =1/2( DF - DF1). (5)
Длины дуг DF и DF1 равны:
DF= ![]() , (6)
, (6)
DF1= ![]() . (7)
. (7)
Тогда
lk= ![]()
![]() . (8)
. (8)
Для определения количества зубьев фрезы, одновременно находящихся в резании, необходимо сравнить длину дуги контактов AF (рис. 5,а) с длиной дуги между двумя соседними режущими пластинами фрезы на радиусе r.
Для того, чтобы в резании находилось два и более зубьев необходимо выполнение следующего условия:
![]() > 1, (9)
> 1, (9)
где в – угол между двумя соседними режущими кромками в радианах.
Необходимо учитывать, что на ширину фрезерования В в условиях прерывистого обката оказывает влияние число двойных ходов инструмента nдв. х. Ширина участка эвольвентной поверхности обрабатываемого зуба – ширина фрезерования, может быть определена по следующей зависимости:
B= ![]() , (10)
, (10)
где ц – угол поворота зуба колеса на каждый двойной ход инструмента:
![]() ; (11)
; (11)
сn - радиус кривизны эвольвенты зуба в рассматриваемой точке.
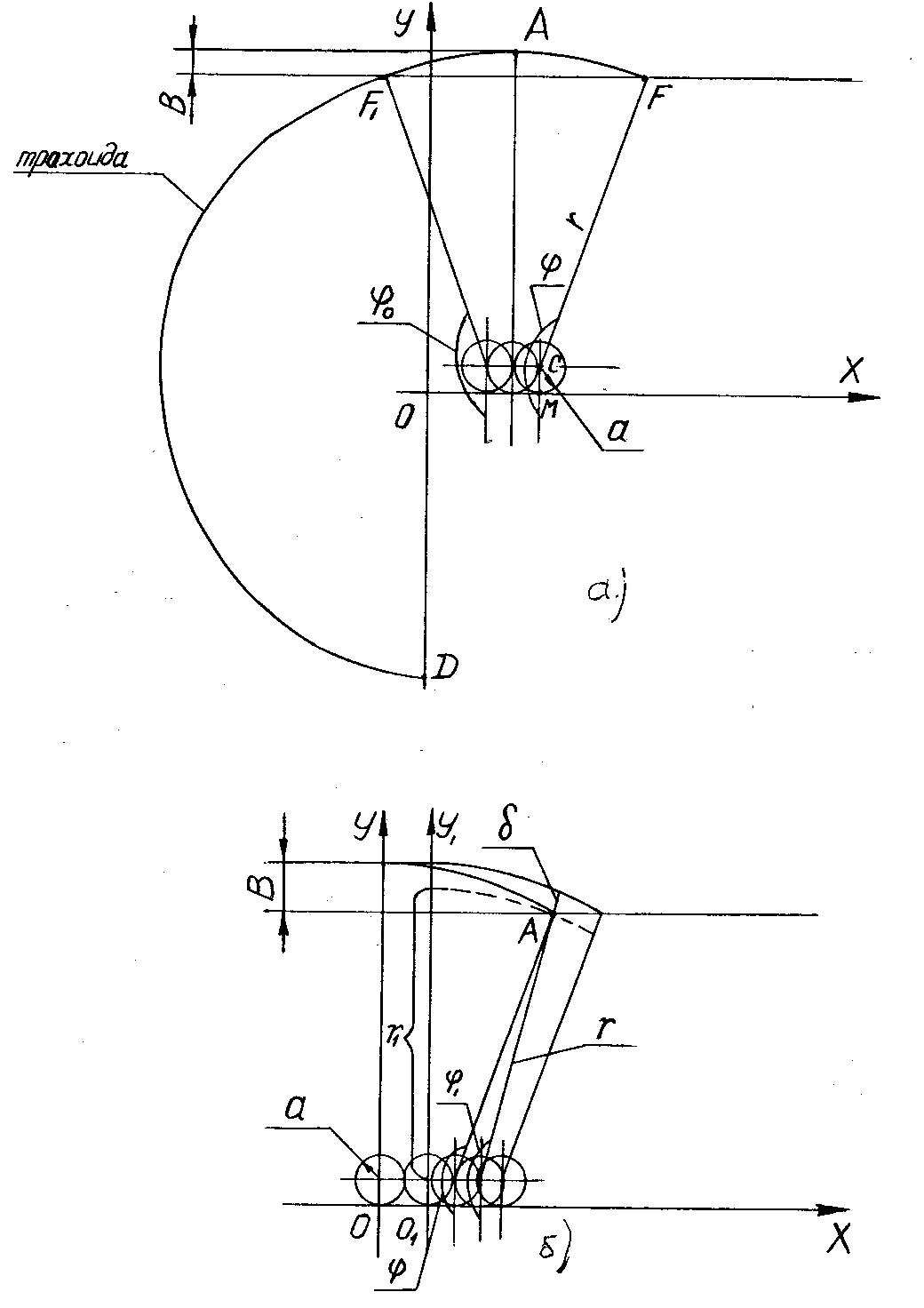
Рис. 5. Исследование технологических особенностей кинематики зубообработки: а – определение длины дуги контакта зуба дисковой фрезы с заготовокой;
б – определение толщины срезаемого слоя
Толщина срезаемого слоя равна
д= r - r1. . (12)
Определим величину радиуса r1. Точка А является апроксимацией выхода из резания предыдущего зуба фрезы. Координаты точки А в системе координат ХОY (для первого зуба фрезы)
хA =a·ц - r·sinц, (13)
yA = a - r·cosц. (14)
При переходе в систему координат ХОY1 (для последующего зуба) координаты точки А будут равны:
xА1 = xА - OO1, (15)
yA1 = yA, (16)
где OO1 =а·в.
Или можно записать:
xА1 = а ц1 - r1 sin ц1, (17)
{
yA1 =a-r1 cos ц1. (18)
Преобразуя данную систему, получаем уравнение:
tgц1 =( a·ц1 - x·A1 ) / (a - y·A1 ) (19)
или
(tgц1 –a) / ( a - y·A1 )+ (x·А1 ) / (a - y·A1 )=0. (20)
Решая данное уравнение одним из методов приближенных вычислений, находим значение угла ц1.
Тогда
r1=(a - y·A1 ) / cosц1 (21)
или
r1 = ( а·ц1 - x·А1 ) / sin ц1. (22)
Таким образом, толщина срезаемого слоя будет равна
д= r -(а·ц1 - x·А1 ) / sin ц1. (23)
На графиках (рис. 6) показана зависимость длины дуги контакта зубьев фрезы от вертикальной подачи S (скорости перемещения инструмента) и числа двойных ходов инструмента.
Как видно из расчетов и графиков, число двойных ходов инструмента оказывает на ширину фрезерования и длину дуги контакта более значительное влияние, чем подача фрезы. Вместе с тем можно сделать вывод, что одновременно в резании находится только один зуб фрезы. При рабочих подачах инструмента S =8-10м/мин и числе двойных ходов nдв. х=80-100 длина дуги контакта составляет lk =20-21 мм, в то время как расстояние по дуге между двумя соседними режущими пластинами фрезы при Dф =400 мм и Zф =24 составляет 50мм.
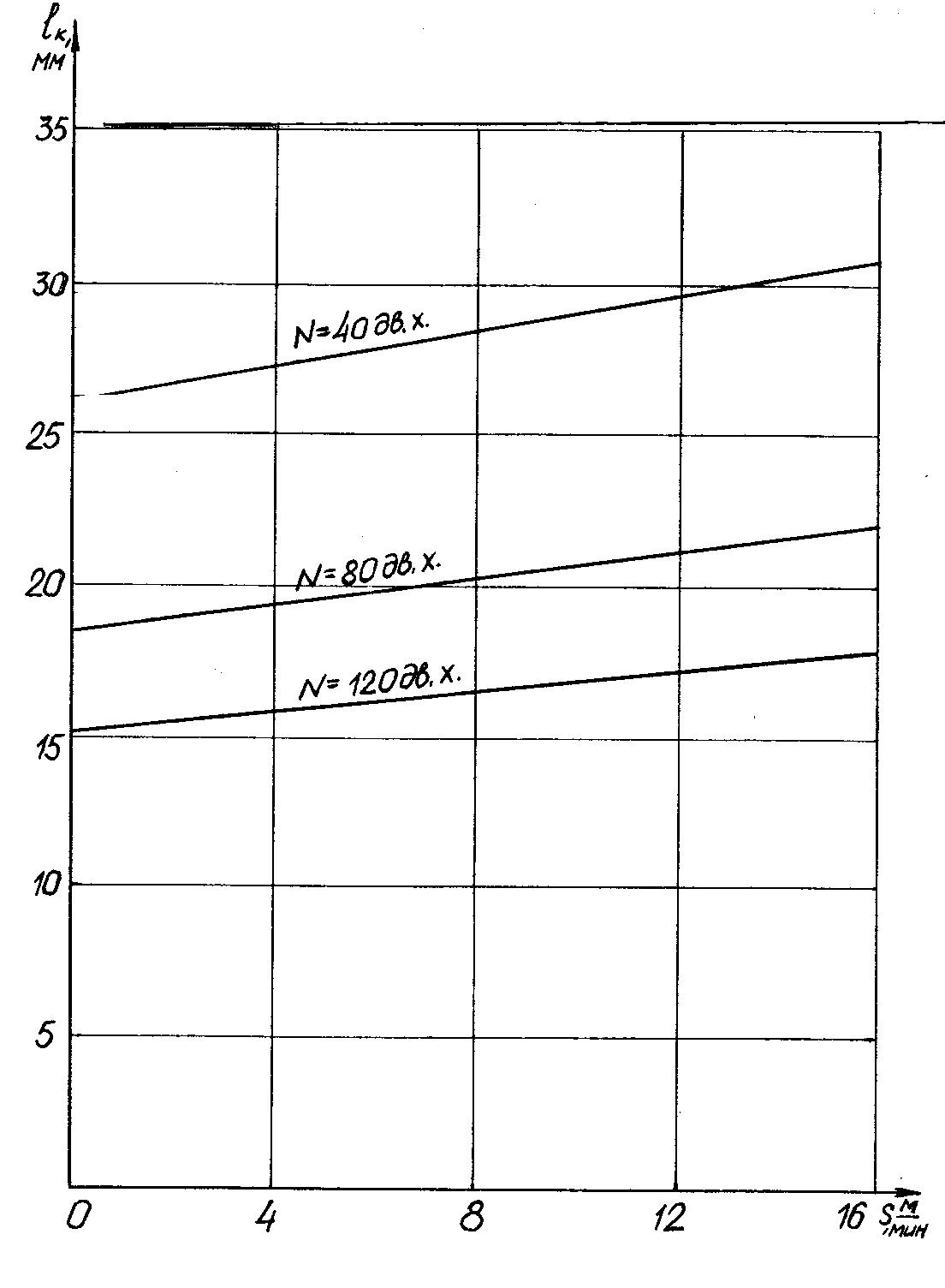
Рис. 6. Зависимость длины дуги контакта от подачи и числа двойных ходов суппорта станка
На толщину срезаемого слоя большое влияние оказывает изменение вертикальной подачи S инструмента. На основании полученной зависимости (23) была рассчитана толщина срезаемого слоя при следующих условиях: m=28мм, Z =24, Х=+0,221, частота вращения фрезы n =268 мин-1 , радиус фрезы r =200 мм, вd=150, число двойных ходов 80. Подача изменялась от 2 до 12м/мин. График зависимости толщины срезаемого слоя д от подачи S показан на рис. 7.
Как видно из графика, при рабочей подаче инструмента в пределах S=8-10м/мин толщина срезаемого каждым зубом фрезы слоя находится в пределах д=0,105-0,129мм и не превышает допускаемой толщины среза для случая обработки стальных заготовок.
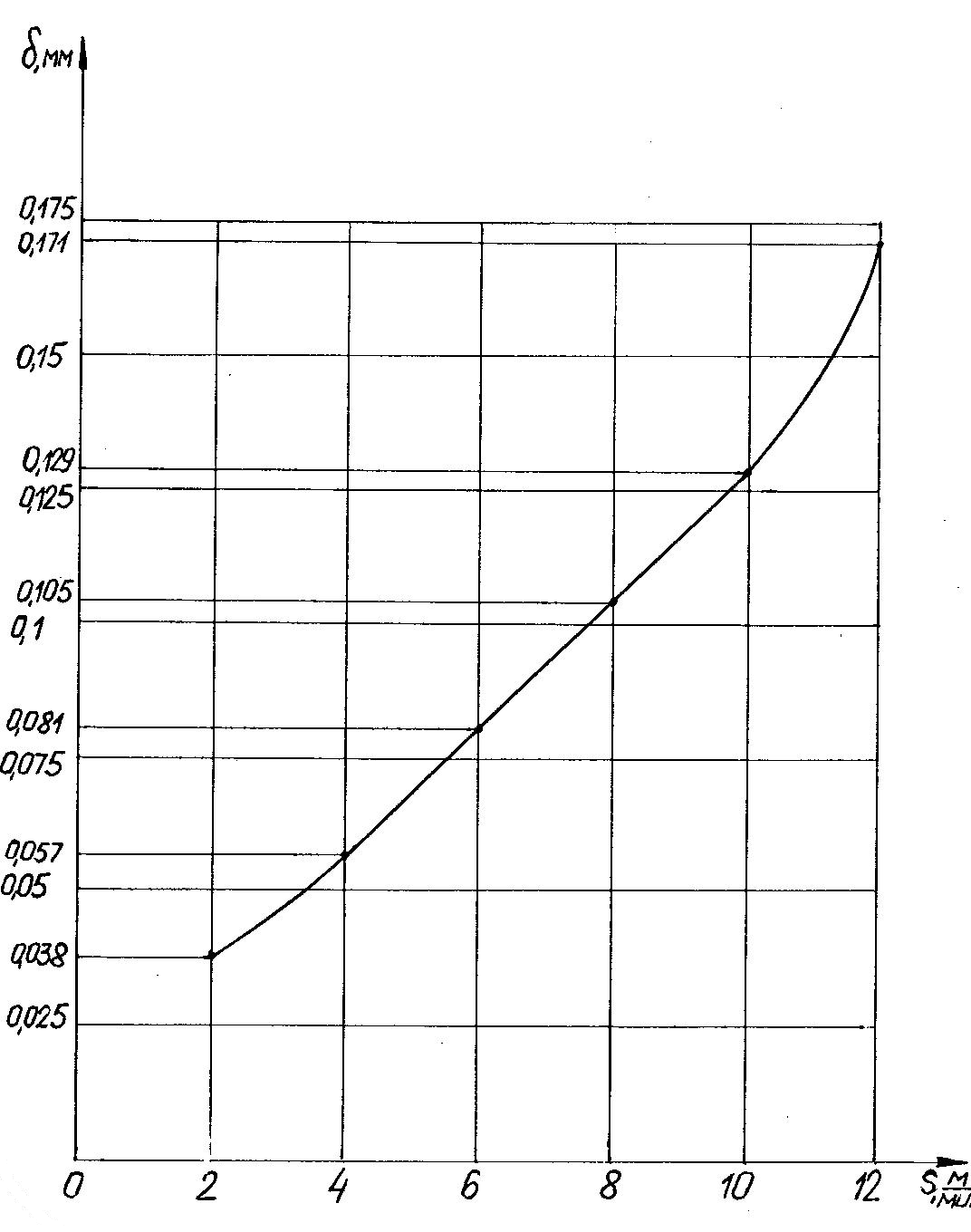
Рис. 7. Зависимость толщины срезаемого слоя от вертикальной подачи инструмента
Выводы
Технологический процесс чистовой зубообработки крупномодульных закаленных колес отличается повышенной сложностью формообразования эвольвентного профиля зубьев. Поэтому для эффективного исследования технологического процесса формообразования профиля крупномодульных закаленных зубчатых колес является математическое моделирование кинематики процесса. Повышение точности обработки и достоверности математических моделей достигается взаимосвязью распределения параметров технологической системы. С целью решения актуальных вопросов технологических особенностей кинематики чистовой обработки крупномодульных закаленных зубчатых колес твердосплавным инструментом предложен технологический метод прерывистого обката с использованием дисковых немодульных фрез (размеры фрезы не зависят от модуля), оснащенных керамическими пластинками. При методе прерывистого обката частота вращения инструмента не связана кинематически с частотой вращения заготовки, что позволяет увеличить скорость резания в 3-4 раза (до 5-8 м/сек) с обеспечением повышения производительности обработки при высоком качестве обработанной поверхности зубьев. Предложен технологический регламент режимов резания, который показывает, что число двойных ходов инструмента оказывает на ширину фрезерования и длину дуги контакта более значительное влияние, чем подача фрезы. Вместе с тем можно сделать вывод, что одновременно в резании находится только один зуб фрезы. При рабочих подачах инструмента S =8-10м/мин и числе двойных ходов nдв. х=80-100 длина дуги контакта составляет lk =20-21 мм, в то время как расстояние по дуге между двумя соседними режущими пластинами фрезы при Dф =400 мм и Zф =24 составляет 50мм. На толщину срезаемого слоя значительное влияние оказывает изменение вертикальной подачи S инструмента. На основании полученной зависимости была рассчитана толщина срезаемого слоя при следующих условиях: m=28мм, Z=24, Х=+0,221, частота вращения фрезы n =268 мин-1 , радиус фрезы r =200 мм, вd=150, число двойных ходов 80. Подача изменялась от 2 до 12м/мин. При рабочей подаче инструмента в пределах S=8-10м/мин толщина срезаемого каждым зубом фрезы слоя находится в пределах д=0,105-0,129мм и не превышает допускаемой толщины среза для случая обработки стальных заготовок.
Литература
, , Шаповалов аспекты обработки крупномодульных закаленных зубчатых колес.- Надежность инструмента и оптимизация технологических систем. Сборник научных трудов. - Краматорск, ДГМА, вып. №26, 2010.- С 183-190. Патент Российской федерации № 000. Зубообрабатывающий Станок / НИИПТМАШ и ; авт. изобретения , , и др., 27.06.1996. , , Мироненко технологической точности обработки крупномодульных зубчатих колес специальным профилированием фрез. - Вісник Національного технічного університету «Харківський політехнічний інститут» Збірник наукових праць. Тематичний випуск: Технології в машинобудуванні. - Харків: НТУ «ХПІ».- 2010.- №24. - С. 77-83.
