
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
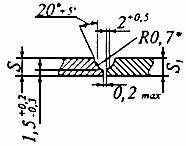
Таблица 13.
Условное обозначение сварного соединения | Конструктивные элементы и размеры, мм | |||
подготовленных кромок свариваемых деталей | сварного шва | Способ сварки | S = S1, мм | |
С47 |
|
| ЗН | 5-6 |
____________________
* Допускается увеличение до 2 мм.
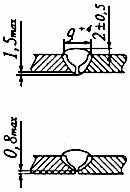
Таблица 14.
Условное обозначение сварного соединения | Конструктивные элементы и размеры, мм | е, мм | q, мм | |||||
подготовленных кромок свариваемых деталей | сварного шва | Способ сварки | S = S1, мм | Номинальное | Предельное отклонение | Номинальное | Предельное отклонение | |
6 | 16 | |||||||
7 | 17 | 2 | ±0,5 | |||||
8 | +3 | |||||||
9 | 18 | 3 | ||||||
С48 |
|
| ЗН | 10 | ||||
12 | 20 | |||||||
14 | 23 | ±1 | ||||||
16 | +4 | 4 | ||||||
18 | 27 | |||||||
20 | ||||||||
25 | 30 |
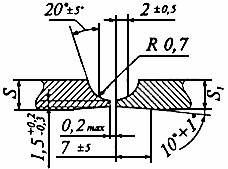
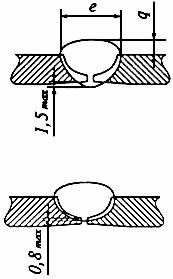
Таблица 15.
Условное обозначение сварного соединения | Конструктивные элементы и размеры, мм | Способ сварки | S = S1, мм | в, мм | е, мм | q, мм | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номинальное | Предельное отклонение | Номинальное | Предельное отклонение | Номинальное | Предельное отклонение | |||
3 | 8 | |||||||||
4 | 9 | +2 | ||||||||
5 | 1,5 | +1,5-0,5 | 10 | 1,5 | +1,5-1,0 | |||||
6 | 12 | +3 | ||||||||
7 | 13 | |||||||||
8 | 14 | +4 | ||||||||
С54 | ЗП; Р | 10 | 16 | |||||||
12 | 2 | 18 | +5 | |||||||
14 | 20 | |||||||||
16 | +1,0-0,5 | 22 | 2 | +2-1 | ||||||
18 | 24 | |||||||||
20 | 3 | 26 | +6 | |||||||
22 | 28 | |||||||||
24 | 30 | +7 | ||||||||
|
| 25 | 32 |
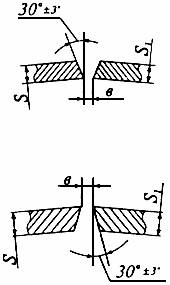
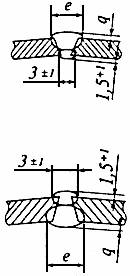
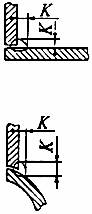
Таблица 16.
Условное обозначение сварного соединения | Конструктивные элементы и размеры, мм | Способ сварки | S, мм | в, мм, не более | К, мм | К1, мм | |
подготовленных кромок свариваемых деталей | сварного шва | ||||||
У5 |
|
| ЗП; Р | 2-15 | 0,5 (при Дн до 45 вкл.) 1,0 (при Дн свыше 45 до 194 вкл.) 1,5 (при Дн свыше 194) | S+1 | S (при S до 3 вкл.) 3 (при S свыше 3) |
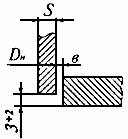
Примечание: В соответствии с ОСТ 36-123-85 фланцы, изготовленные по ГОСТ 12820-80 из углеродистой стали и стали марок 10Г2 и 09Г2С в трубопроводах III-IV категорий Ду до 250 мм, предназначенных для транспортирования неагрессивных веществ, допускается приваривать без выполнения сварного шва со стороны уплотнительной поверхности, если это не противоречит проектной документации.
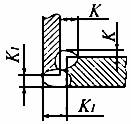
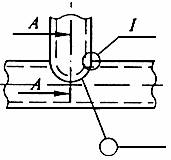
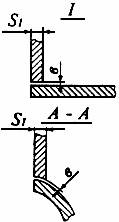
Таблица 17.
Условное обозначение сварного соединения | Конструктивные элементы и размеры, мм | Способ сварки | Дн, мм | в, мм, не более | f, мм | К, мм, не менее | К1, мм | |
подготовленных кромок свариваемых деталей | сварного шва | |||||||
14-25 | 3 | |||||||
32-57 | 0,5 | 4 | ||||||
76-159 | 5 | S (при S до 3 вкл.) | ||||||
У7 | ЗП; Р | 194 | 1 | K-1 | 6 | 3 (при S свыше 3) | ||
219 | 7 | |||||||
245 | 1,5 | 8 | ||||||
273-325 | 9 | |||||||
|
| 377-530 | 10 |

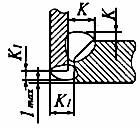
Таблица 18.
Конструктивные элементы и размеры, мм | K, мм | q, мм | e, мм | |||||||
Условное обозначение сварного соединения, тип соединения | подготовленных кромок свариваемых деталей | сварного шва | Способ сварки | S = S1, мм | Номи- нальное | Предельное отклонение | Номи- нальное | Предельное отклонение | Номи- нальное | Предельное отклонение |
2 | 3 | 4 | ||||||||
У16 | 3 | |||||||||
|
|
| ЗП; Р | +1 | 1,5 | +1,0 -0,5 | +2 | |||
4 | 4 | 6 |
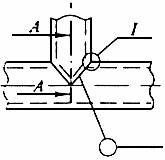
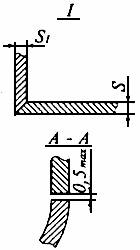
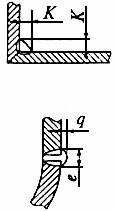
Таблица 19.
Условное обозначение сварного соединения, тип соединения | Конструктивные элементы и размеры, мм | Способ сварки | S1, мм | в, мм, не более | К | |
подготовленных кромок свариваемых деталей | сварного шва | |||||
Г | 1-7 | 1 | ||||
У17 |
|
| ЗП; ЗН; Р | 2-20 | 2 | 1,3 толщины более тонкой детали |
Примечание: Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 |
