
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таблица 20.
Конструктивные элементы и размеры, мм | е, мм | ||||||
Условное обозначение сварного соединения, тип соединения | подготовленных кромок свариваемых деталей | сварного шва | Способ сварки | S1, мм | Номинальное | Предельное отклонение | q, мм (предельное отклонение +2) |
4 | 8 | ||||||
5 | 10 | +2 | |||||
6 | 11 | 3 | |||||
8 | 14 | +3 | |||||
10 | 16 | ||||||
У19 | ЗП; ЗН; | 12 | 19 | +4 | |||
|
|
| Р | 14 | 22 | +5 | |
16 | 24 | ||||||
18 | 26 | 5 | |||||
20 | 28 | +6 | |||||
22 | 30 | ||||||
25 | 33 |

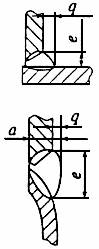
Примечание: Размеры e и q в сечении А-А должны устанавливаться при проектировании, при этом размер e должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер a должен быть не менее минимальной толщины стенки свариваемых деталей.
5.29. Для угловых швов в табл.16-19 приведен расчетный катет.
5.30. Подготовка под сварку стыковых соединений труб и деталей неодинаковой толщины при разнице, не превышающей значений, приведенных ниже, должна производиться так же, как деталей одинаковой толщины, при этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине (табл.21).
Таблица 21.
Толщина тонкой детали, мм | Разность толщины деталей, мм |
До 3 | 1 |
Свыше 3 до 7 | 2 |
Свыше 7 до 10 | 3 |
Свыше 10 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разнице в толщине свариваемых труб и деталей свыше указанных значений на детали, имеющей большую толщину S1, должен быть сделан скос до толщины тонкой детали S, как указано на чертеже 1. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
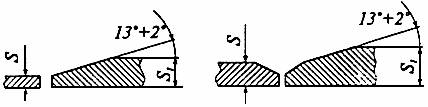
Черт.1.
Форма и размеры скоса кромок при различной толщине свариваемых деталей.
Отбортовка труб
5.31. Отбортовка концов труб (черт.2, а) из углеродистой стали для получения разъемных соединений трубопроводов со свободными фланцами должна осуществляться в холодном или горячем состоянии в штампах способом подкатки или осадки заготовок в торец или на концах труб с применением специализированных станков или прессов. Отбортовка методом осадки осуществляется в два перехода: вначале концы труб раздают коническим пуансоном с углом при выше 90°, а затем их отбортовывают пуансоном с плоской поверхностью и калибрующей пробкой.

Черт.2.
Отбортовка концов труб (а) и отбортованный конец трубы (б).
При отбортовке на токарных или трубонарезных станках вращающаяся труба (патрубок) закрепляется на оправке в патроне станка, а пуансон-развальцовка - в резцедержателе суппорта. Внутреннюю поверхность концов труб перед отбортовкой смазывает машинным маслом.
5.32. Нагрев концов труб (патрубков) из углеродистой стали при отбортовке осуществляют любым промышленным способом до температуры 1050 °С в начальной стадии и 850 °С в конечной.
5.33. При отбортовке выпуск конца трубы устанавливают в зависимости от диаметра и толщины стенки. Размеры отбортованного конца трубы и выпуска под отбортовку (в мм) приведены на черт.2, б и в табл.22.
Таблица 22.
Ду | Дн | S | Дотб. | R | L |
10 | 14 | 1,6 | 35 | 1,5 | 16 |
20 | 25 | 2 | 50 | 2 | 20 |
25 | 32 | 2 | 60 | 2,5 | 22 |
32 | 38 | 2 | 70 | 3 | 24 |
40 | 45 | 2,5 | 80 | 3 | 27 |
50 | 57 | 3 | 90 | 3 | 28 |
65 | 76 | 3,5 | 110 | 3,5 | 30 |
80 | 89 | 4 | 128 | 4 | 32 |
100 | 108 | 4 | 148 | 5 | 34 |
125 | 133 | 4 | 178 | 5 | 36 |
150 | 159 | 4,5 | 202 | 6 | 36 |
200 | 219 | 6 | 258 | 8 | 38 |
250 | 273 | 8 | 320 | 9 | 38 |
5.34. Отбортовку ответвлений (штуцеров) в трубах вместо сварных тройниковых соединений врезкой производят при соотношении наружных диаметров ответвления и трубы не более 0,7; при этом толщина стенки штуцеров должна быть не менее 75% толщины стенки трубы, в которой отбортован штуцер.
5.35. Отбортовку ответвлений в трубах Ду от 65 до 500 мм со стенками толщиной до 12 мм для ответвлений Ду от 50 до 150 мм рекомендуется осуществлять с использованием механизированных устройств типа, показанного на черт. 3.
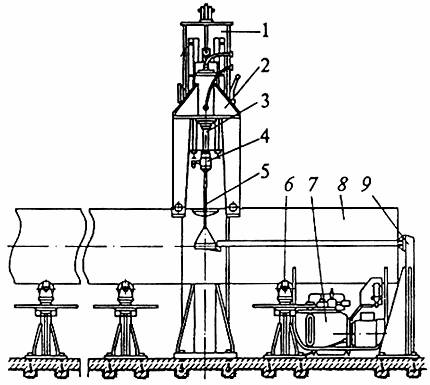
Черт.3.
Установка для вытяжки ответвлений в трубах:
1 - станина; 2 - ползун; 3 - гидроцилиндр; 4 - быстроразъемный патрон; 5 - шток с пуансоном; 6 - стойка; 7 - гидростанция; 8 - труба; 9 - опора.
5.36. Технология отбортовки ответвлений в трубах из углеродистой стали включает в себя следующие операции:
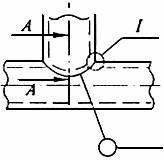
- вырезку в трубе сверлением, фрезерованием или кислородной резкой отверстия под отбортовку. Для получения равновысокого ответвления отверстие под отбортовку должно иметь овальную или эллипсную форму. Размеры отверстий в зависимости от диаметров ответвлений и труб, высоты ответвления и способа вырезки отверстия приведены на черт.4 и в табл.23;
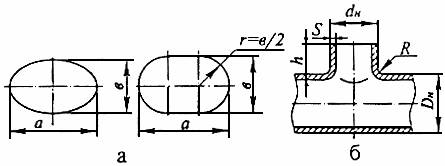
Черт.4.
Форма отверстия (а) для ответвлений в трубах (б).
Таблица 23.
Ответвление | Отверстие | ||||||||||||
dн | S | h | a | в для труб Дн, мм | |||||||||
530 | 426 | 377 | 326 | 273 | 219 | 159 | 133 | 108 | 89 | ||||
57 | 3,5 | 12 10 | 31 35 | 26 30 | 26 30 | 26 30 | 24 26 | 23 26 | 23 26 | 18 20 | 18 20 | 16 18 | 15 17 |
76 | 3,5 | 14 12 | 45 50 | 39 48 | 37 46 | 36 40 | 35 37 | 34 36 | 32 34 | 29 31 | 24 26 | 23 25 | - |
89 | 4 | 15 12 | 56 65 | 51 58 | 47 54 | 45 50 | 43 48 | 42 46 | 39 42 | 34 36 | 28 30 | - | - |
108 | 4 | 16 14 | 70 80 | 57 62 | 53 60 | 49 56 | 47 54 | 45 52 | 41 48 | 38 43 | - | - | - |
133 | 4 | 16 14 | 95 105 | 78 86 | 74 83 | 72 80 | 66 75 | 60 68 | 58 64 | - | - | - | - |
159 | 4,5 | 20 18 | 110 120 | 82 90 | 76 85 | 74 83 | 70 80 | 67 75 | - | - | - | - | - |
219 | 6 | 22 20 | 152 164 | 103 115 | 101 112 | 101 112 | 92 102 | - | - | - | - | - | - |
Примечания: 1. В числителе указаны размеры отверстий, вырезаемых фрезерованием, а в знаменателе - кислородной резкой с зачисткой и соответственно им высота ответвления h.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 |
