
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
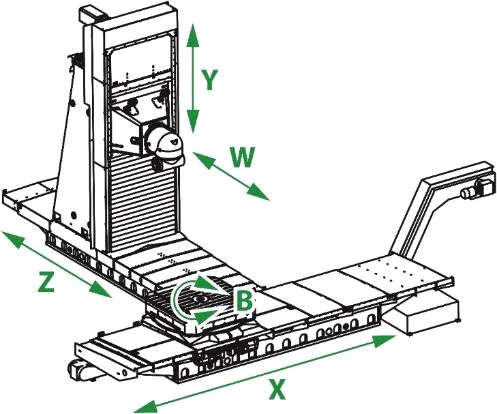
стандартно станок PRIMA предлагается в «левом» исполнении, т. е. со шпиндельной головкой со стороны левой руки обслуживающего персонала (при взгляде с места обслуживающего персонала на место обработки). Производитель готов поставить станок также в зеркальном «правом» исполнении со шпиндельной головкой со стороны правой руки обслуживающего персонала.
2. ОСНОВНЫЕ ВАРИАНТЫ СТАНКА
2.1 Варианты в зависимости от держателя инструмента (шпиндельной или фрезерной головки)
- станок с выдвижным шпинделем (координата W) – для классических технологий фрезерования, сверления, расточки и нарезки резьбы, станок с интегрированным, постоянно встроенным электрошпинделем с горизонтальной осью шпинделя (предлагает высокие обороты шпинделя для специальных технологий или для HSC обработки), станок с интегрированной, постоянно встроенной двухосной индексированной фрезерной головкой HUI 50 (позволяет осуществлять операции с пространственно наклоненным и индексированным дискретным положением шпинделя), станок с интегрированной, постоянно встроенной, 1- или двухосной фрезерной головкой вилочного типа с приводом от электрошпинделя типа HV/E-H (обеспечивает большие обороты шпинделя в непрерывном управлении в 1 или 2-х осях C и A). Фрезерная головка предлагается в двух исполнениях с разными встроенными электродвигателями отличающимися числом оборотов и крутящим моментом. Корпус головки остается неизменным.
Фрезерная головка предназначена для проведения получистовой обработки и чистовой обработки, а так же обработки сложных поверхностей с использованием пятикоординатной обработки. В случае запроса заказчика о применении одноосевой электрической шпиндельной фрезерной головки – ось А, этот вариант исполнения станка следует заранее согласовать с изготовителем.

2.2 Варианты в зависимости от держателя заготовки (стола или палеты)

- станок оснащен вращающимся зажимным столом с полностью управляемой координатой B,
Привод по оси В предлагается в двух исполнениях (см. пункт 4.4)
- для функции позиционирования стола с дискретностью 0,001˚ с последующим гидравлическим зажимом привод осуществляется от одной шестерни для полностью управляемой оси В привод осуществляется от двух электрически преднатянутых шестерен.
- станок / обрабатывающий центр, оснащенный зажимным столом / сменными паллетами с более высокими оборотами, чем те, которые позволяют осуществлять карусельный вариант применения обрабатывающий центр, оснащенный автоматической заменой палет. В зависимости от характера технологии можно выбрать 2, 3 или 4 палеты..

2.3 Варианты в зависимости от проведения автоматической смены инструментов
- обрабатывающий центр можно в зависимости от технологических требований оснастить несколькими типами магазинов, отличающихся количеством мест для укладки инструмента, можно выбрать цепной, меандровый или стеллажный магазин инструментов, который расположен отдельно рядом со станком

2.4 Вариантное исполнение в зависимости от системы управления

- Система управления HEIDENHAIN iTNC 530 HSCI Система управления Sinumerik 840 D-SL
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
3.1 Рама станка

Основные тяжелые детали рамы (колонна, продольная и поперечная станины, каретка стола) сделаны из густогофрированных стальных сварных конструкций. Колонна станка имеет коробчатую двустенную конструкцию, причем внутренние пространства заполнены и соединены с материалом корпуса специальным пенистым веществом с большой плотностью и с постоянным избыточным давлением. Наполнительное вещество увеличивает динамическую стабильность, а также постоянность формы колонны.
Продольная и поперечная станины станка закреплены на основании самостоятельно – не соединены вместе.
3.1.1 Параметры – Колонна
вертикальная перестановка шпиндельной головки Y | мм | 1 000, 1 300 |
мин. высота оси шпинделя над рабочим столом | мм | 0 |
Продольная перестановка станины Z | мм | 1 600, 2 000* |
* подходящее для приминения головки
3.1.2 Поворотные столы с перемещением
Позиционируемая или полностью управляемая ось В. | ||
зажимная поверхность стола | мм | 1 000 x 1 250 |
макс. вес обрабатываемой детали | кг | 5 000 |
Продольная перестановка стола X | мм | 1 600, 2 000 |
зажимные "T" пазы * | ||
- размер | мм | 22H8 |
- шаг | мм | 100 |
- количество | 9 | |
Нестандартное исполнение: | ||
Стол, заимствованный от типа OPTIMA | ||
- зажимная поверхность стола | мм | 1 250 x 1 250, 1 250 x 1 600 |
- макс. вес заготовки | кг | 10 000 |
- поперечное перемещение стола X | мм | 2 000, 3 000 |
* другой размер T паза предложит заказчик и обсудит с заводом-изготовителем
3.2 Шпиндельная бабка
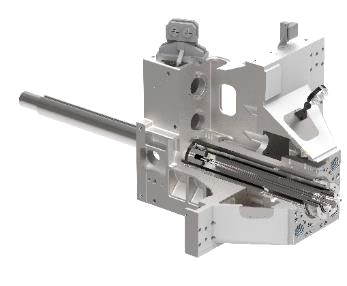
Станок PRIMA оснащен центрально направляемой шпиндельной бабкой. Такое решение является оптимальным с точки зрения равномерной тепловой и силовой нагрузки рамы станка. Основанием шпиндельной бабки служит массивная плита, которая несет траверсу, главный двигатель, а также другие узлы и механизмы посадки и привода шпинделя, отличающиеся в зависимости от исполнения шпиндельной бабки. Станок с выдвижным шпинделем – главная посадка состоит из системы полого и рабочего шпинделя. Выдвижной рабочий шпиндель азотирован, установлен с минимальным люфтом в полностью азотированном полом шпинделе. Полый шпиндель установлен в системе высокоточных предварительно натянутых шпиндельных подшипников с косоугольным соприкосновением.
Привод шпинделя ведется через типовую коробку передач, подключенную к главному двигателю, в которой электромеханическим путем переключаются 2 механические серии поворотов шпинделя.
Конечная передача на привод рабочего шпинделя осуществляется с помощью зубчатого ремня. Коробка передач смазывается с помощью замкнутого масляного контура с компрессорным холодильником для обеспечения температурной стабильности.
Шпиндельная бабка с встроенной головкой HUI 50 не содержит выходную передачу зубчатым ремнем.
Другие типы шпиндельных бабок очевидны из абзацов 3.2.1 – 3.2.4.
Вес шпиндельной бабки компенсируется гидромеханическим путем с использованием независимого гидравлического источника.
Зажим инструментов – рычажный. Зажимную силу 25 кН создают механически тарельчатые пружины, а ослабление происходит гидравлическим способом. При использовании зажимных хвостовиков инструментов типа DIN 69 871 инструменты зажимаются с помощью стандартизированных зажимных насадок DIN 69 872. При выполнении смены инструмента поверхность конуса очищается с помощью сжатого воздуха.
3.2.1 Шпиндельная бабка с выдвижным шпинделем
диаметр рабочего шпинделя | мм | 100 |
коническая полость рабочего шпинделя | ISO 50 | |
исполнение конического хвостовикаинструмента | DIN 69871/AD или. DIN 69871/A | |
диапазон оборотов рабочего шпинделя | 1/мин | 10 – 5 000 |
Мощность главного двигателя: | ||
номинальная(при постоянной эксплуатации S1) | кВт | 22 |
макс. (при работе S6-60% времени эксплуатации) | кВт | 28 |
номинальная крутящий момент при постоянной нагрюзке (S1) | Нм | 874 |
макс. момент кручения на шпинделе(S6 – 60%) | Нм | 1 100 |
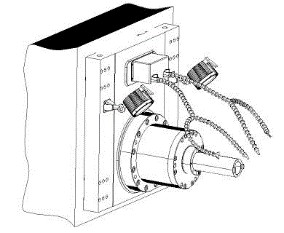
3.2.2 Шпиндельная бабка с интегрированным невыдвижным электрошпинделем

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
