

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Анализ проводился в два этапа. На первом этапе сопоставлялись пооперационные нормы времени на основных технологических стадиях производства – изготовлении положительных и отрицательных электродов, а также стадии сборки аккумуляторов. В результате выполнения первого этапа анализа выявилась следующие тенденции.
а) Нормы времени на выполнение операций, выполняемых ручным способом, увеличились при выполнении 22 операций из 24, или для 92 % операций. При этом прирост значения норм варьировался в самых широких пределах – от нескольких процентов до 150 %.
б) Нормы времени на выполнение операций, выполняемых в основном машинным способом, в целом снизились, причем, снижение значений норм составило в среднем около 50 %.
Первый этап анализа показал, что различные тенденции изменения трудоемкости ручных и машинных операций определяются одними и теми же изменениями в организации труда – отказом от типоразмерной и пооперационной специализации работников в связи со снижением серийности выпуска продукции. Применительно к ручным операциям наиболее существенным фактором явился отказ от специализации, что привело к увеличению разнообразия изготавливаемых работниками типоразмеров аккумуляторов или выполняемых технологических операций, и соответственно, увеличению их трудоемкости. Для машинных же операций критически важным фактором стало снижение серийности выпуска продукции, что привело к уменьшению объема их выполнения. В результате этого работники перешли на параллельное выполнения ручных и машинных операций, что привело к увеличению интенсивности труда и снижению номинальной трудоемкости.
На втором этапе анализа проводилось сопоставление суммарной трудоемкости изготовления аккумуляторов по стадиям производства и по типоразмерам. В результате выполнения второго этапа анализа выявилось следующее:
а) Трудоемкость изготовления аккумуляторов выбранных типоразмеров по технологическим стадиям увеличивалась следующим образом (табл. 1).
Таблица 1.
Прирост трудоемкости изготовления аккумуляторов по стадиям производства, %
Технологическая стадия | Типоразмер аккумулятора (условный размер) | |||
3 | 18 | 50 | 70 | |
Изготовление положит. электродов | 1,6 | 5,1 | 3,3 | 14,4 |
Изготовление отрицат. электродов | 30,2 | 38,5 | 53,7 | 67,7 |
Сборка аккумулятора | 122,7 | 93,5 | 96,9 | 112,0 |
б) Средняя трудоемкость изготовления аккумуляторов на первой и второй технологической стадиях производства увеличилась, соответственно, на 6,1 % и 47,6 %; трудоемкость изготовления на третьей стадии увеличилась на 106,3 %.
В результате второго этапа анализа выявлены следующие закономерности.
Первая закономерность состоит в увеличении прироста трудоемкости изготовления положительных или отрицательных электродов по мере увеличения типоразмера аккумулятора. Она связана с опережающим ростом трудоемкости ручных операций по сравнению с трудоемкостью машинных операций при увеличении условного размера аккумулятора. Данная закономерность особенно явно проявляется на стадии производства отрицательных электродов, для которых доля ручных операций составляет 91,0 ч 99,5 % трудоемкости их изготовления. Одновременно следует отметить ограниченность роста трудоемкости на стадиях изготовления положительных и отрицательных электродов. Это связано с тем, что серийность изготовления электродов каждого типоразмера составляет сотни и тысячи штук, что, несмотря на отказ от типоразмерной специализации, позволяет в основном сохранить пооперационную специализацию работников.
Вторая закономерность состоит в резком приросте трудоемкости изготовления при переходе к стадии сборки аккумулятора. Основной причиной такого роста трудоемкости является низкая серийность производства аккумуляторов (десятки и сотни штук), что приводит к отказу от пооперационной специализации и широкому освоению работниками смежных операций.
Таким образом, проведенный анализ трудоемкости изготовления серебряно-цинковых аккумуляторов подтвердил первоначальную гипотезу о преобладающем влиянии серийности и соответствующей организации труда работников на трудоемкость производства аккумуляторов.
Литература
1. Трудовой кодекс Российской Федерации. М.: Групп», 2010, 256 с.
2. Определение численности производственного персонала предприятий по переработке ПМ//Полимерные материалы. 2008. № 5 (108). С. 26 - 32, № 7 (110). С. 15 - 20.
_________◊_________
РАЗНОЕ
Контроль препарирования окклюзионной поверхности зубов при помощи компьютерных трёхмерных моделей
, к. т.н., , д. т.н.
НПП «Квант»
, д. м.н., , к. м.н.
МГМСУ им.
•
Стоматологическая практика сегодня нуждается в надёжном и современном способе контроля препарирования опорных зубов при ортопедическом лечении искусственными коронками. Особенно важно уделить внимание приданию формы и пространственному расположению окклюзионной поверхности препарированных зубов, что позволит получить ортопедическую конструкцию, полноценно восстанавливающую строение и функцию зубов [1].
Основой методики контроля препарирования является осуществление воспроизведения зарегистрированных центральной и боковых окклюзий и пространственного расположения зубных рядов при помощи компьютерных трехмерных моделей (КТМ). Использование предложенного и запатентованного [2] способа позволяет не только получить КТМ зубных рядов, но и загружать их в специализированную компьютерную программу в том виде, который позволит точно анализировать форму окклюзионных поверхностей зубов и особенности их смыкания как в положении центральной окклюзии, так и при движениях нижней челюсти.
В данном случае мы не используем силиконовые прикусные регистраты для сканирования. Они используются только для сопоставления гипсовых моделей, установленных в артикулятор для последующего сканирования. Это позволяет увеличить площадь сканируемой поверхности. Получение КТМ осуществляется методом короткобазисной фотограмметрии.
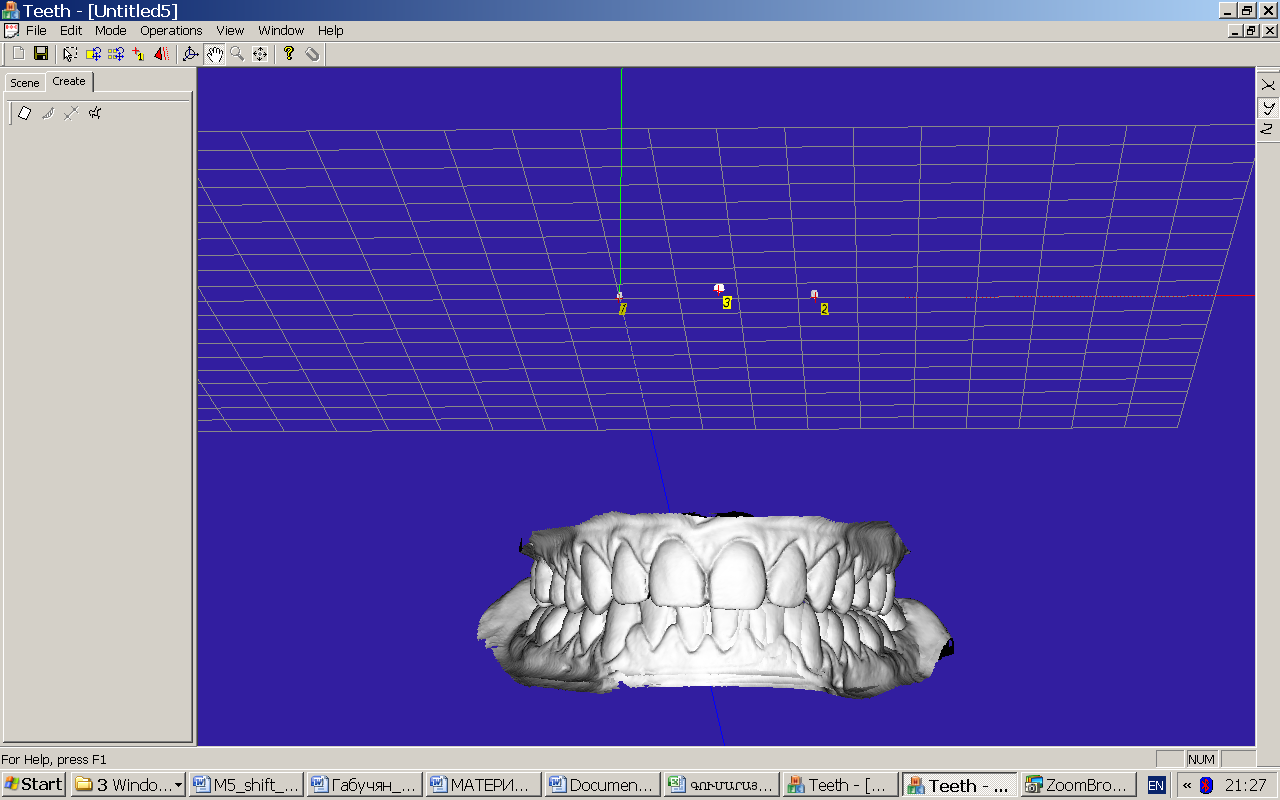
Для изучения препарирования зубов следует получать КТМ зубов до и после препарирования, а также ортопедических конструкций, изготовленных на препарированные зубы. Сканированные изображения совмещаются, что позволяет получить составную КТМ, содержащую компьютерные трехмерные модели верхних и нижних зубных рядов, препарированных зубов и изготовленных коронок, все элементы которой ориентированы в пространстве и воспроизводят зарегистрированные окклюзионные положения: центральное и правое и левое боковые. Визуализировать возможно любые части составной КТМ вместе (рис. 1) или по отдельности.
Дальнейший анализ препарирования окклюзионной поверхности зуба проводится на сечениях КТМ, так как изучение совмещённых контуров более информативно на плоскостном изображении. Важное значение имеет то, в каком направлении проходит секущая плоскость через КТМ зуба или зубного ряда. В ходе исследования мы не применяем трансверсальные сечения, так как они не учитывают наклонного положения зубов в сагиттальной плоскости, форму зубных рядов и поворот зубов вокруг собственных осей.
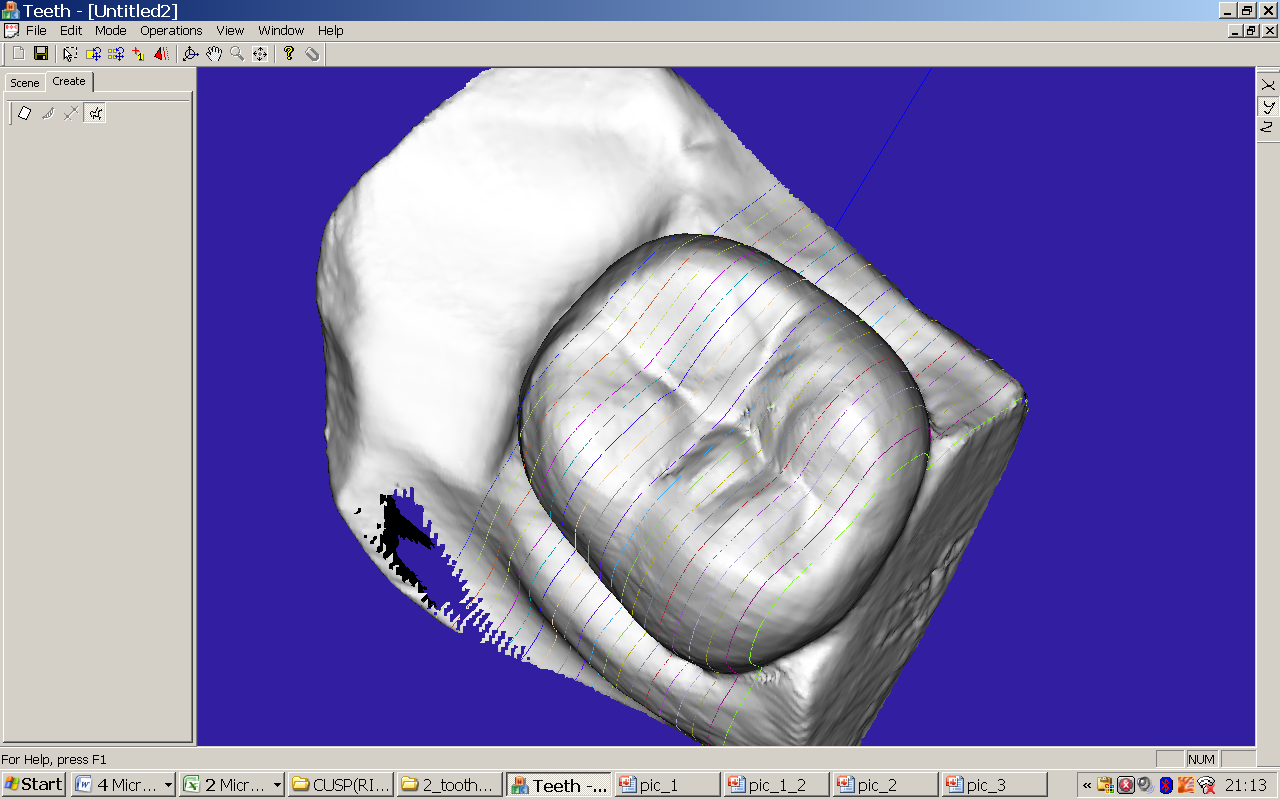
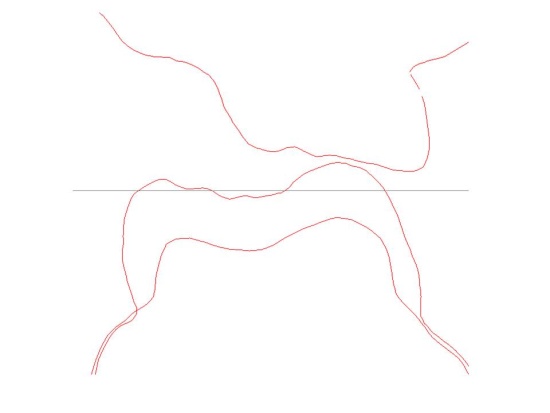
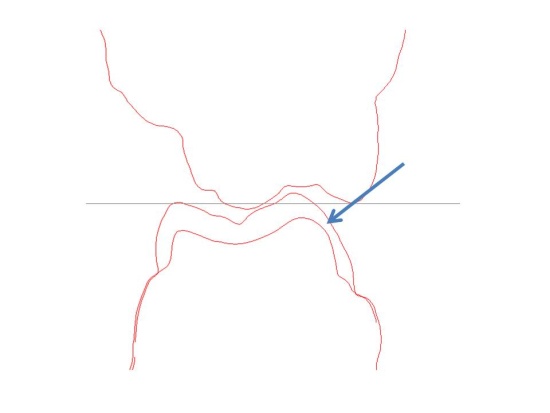
Для получения необходимых сечений на КТМ зуба наносят два маркера на окклюзионной поверхности зуба. В пределах ограниченного маркерами отрезка получают сечения с равными интервалами (рис. 2). Отображения сечений наблюдают в виде контуров на двухмерных изображениях зуба (рис. 3). Локализация и количество изучаемых сечений может варьировать в каждом конкретном клиническом случае. При необходимости, осуществляют коррекцию препарирования зуба (рис. 4).
Программное обеспечение позволяет проводить сечения также и произвольно выбранной плоскостью, однако мы предлагаем использовать способ, описанный в [3], как более точный и позволяющий получать достоверно ориентированные сечения.
При помощи соответствующего программного обеспечения на КТМ зубов выполняется качественная и количественная оценка параметров препарирования зубов. Оценка препарированного зуба может производиться как в плане его пригодности для воссоздания формы зуба, так и воссоздания соотношений с противоположным зубом.
Количественную оценку окклюзионных поверхностей на двухмерных сечениях зубов следует проводить, используя разработанную систему измерений [4]. Использование КТМ и соответствующего программного обеспечения делает процесс измерения удобным, быстрым и точным. Данным способом возможно измерить не только зуб, но и его отдельные части: бугры - вестибулярные и оральные, скаты бугров − внутренние и наружные. Достоверной оценке поддаются такие параметры, как выраженность рельефа окклюзионной поверхности и наличие макроструктурных изменений анатомической окклюзионной поверхности зуба.
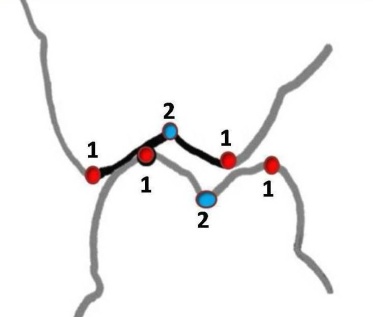
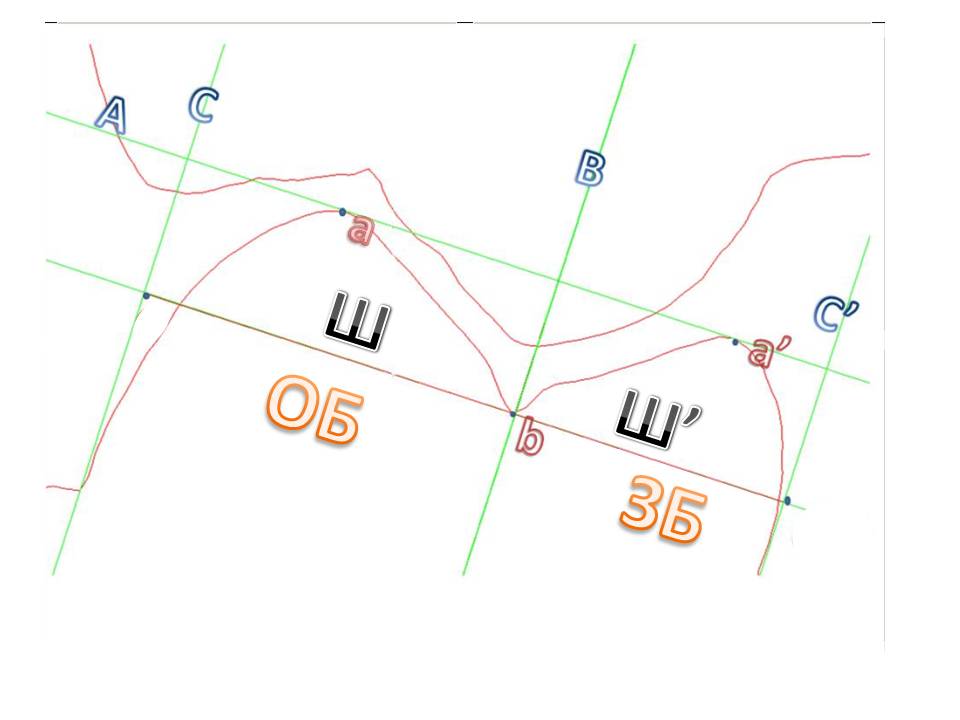
Для проведения измерений на описанных выше контурах зубов проводят геометрические построения через ключевые точки (ориентиры), которые представлены центральной бороздой зуба и вершинами вестибулярных и оральных бугров (рис. 5). Определяются параметры окклюзионной поверхности зубов и зубных протезов, а также их расположение по отношению к противоположным зубным рядам. Спектр применения данного способа проведения измерений весьма широк. На рисунке 6 представлен пример проведения геометрических построений и измерений вестибулооральных размеров опорных и защитных бугров зуба (ВОРОБ и ВОРЗБ).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
