
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
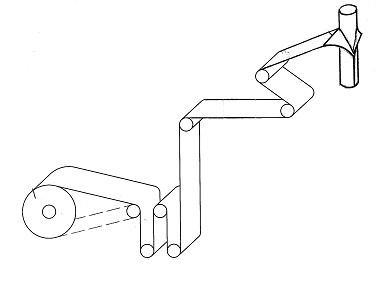
Рисунок 4
Рисунок 5
● Перевести кронштейн узла склейки в «нерабочее» положение, рычаг (см. рис.1) от себя.
● Руками протянуть пленку вниз, пропустив её через узел горизонтальной склейки и натянув её так, чтобы был нахлёст 15...20 мм по вертикальному шву.
При использовании цветных 2-х слойных плёнок с метками для маркера и рисунком, нанесённым между слоями, рекомендуется применять плёнки с указанными на рис. 6 размерами:
При использовании цветных 1-слойных плёнок с рисунком, нанесённым на наружной поверхности, рекомендуется применять плёнки с указанными на рис. 7 размерами:

Рисунок 6
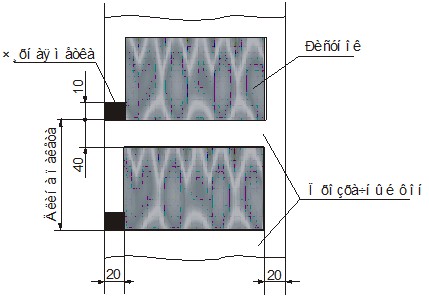
Рисунок 7
Регулировку датчика конца пакета (фотодатчика) производить в следующей последовательности:
● провести настройку датчика (при необходимости)
● руками протянуть пленку вниз по трубе, добиться чтобы в зоне реза ножа находились края пакета;
● переместить датчик конца пакета по направляющей до совпадения его с меткой маркера, при этом на датчике загорится светодиод.
● Прижать колеса приводов узла протяжки к трубе, при этом силу поджатия установить минимальную с помощью регулировочной гайки на Г-образной стяжке.
Оси приводов колес установить перпендикулярно оси трубы при помощи регулировочных винтов угла наклона.
5.2.4 Включить полуавтомат переключателями "Сеть" .
5.2.5 Опробование без продукта
● Дождаться, когда температура губок стабилизируется (показания индикатора терморегулятора перестанут расти) и переместить рычаг за рукоятку (см. рис. 1) в положение "на себя" до упора. Выдержать, в этом положении, примерно 30 с, для прогрева элементов конструкции и переместить рукоятку в положение "от себя".
● Через 1 секунду после разведения губок пленка автоматически протянется на длину пакета.
● Кронштейн узлов склейки перевести в рабочее положение, переместив рычаг на себя до упора.
● Через 1...2 секунды кронштейн перевести в исходное положение, переместив рычаг "от себя".
● Проверить качество сварных швов на пакете.
● При проскальзывании колес, вибрировании колес по пленке, разнодлинности пакетов увеличить или уменьшить прижатие колес к трубе с помощью регулировочного винта, произвести протирку поверхности колес спиртосодержащей жидкостью (min 30% спирта). Необходимо добиться равной длины пакетов при наименьшей силе прижима для снижения износа колес. При сползании пленки на воротнике передвинуть рулон по оси в противоположную сторону сползания пленки. При достижении устойчивого положения пленки проверить равномерность нахлеста краев пленки в вертикальном шве.
● Изменение длины пакета производить с пульта управления БУА согласно приложения 2.
При работе по метке на пленке:
● установить максимальную длину пакета 400;
● изготовить пустой пакет (рисунок, нанесенный на пакете, не должен попадать в зону реза);
● при необходимости сместить датчик конца пакета до получения нормального рисунка на пакете.
5.2.6 Засыпать продукт в бункер.
5.2.7 Отрегулировать зазор между заслонкой бункера и виброконвейером в зависимости от плотности и размера кусков продукта, обеспечив его прохождение.
5.2.8 Проверить опороженность ковша.
5.2.9 Дождаться завершения прогрева БУУФ.
5.2.10 Опробовать с продуктом:
5.2.10.1 Вести параметры в БУФ согласно приложений 2.
5.2.10.2 Нажать кнопку "Пуск" на БУФ.
5.2.10.3 Дождаться набора продукта в ковше.
5.2.10.4 Переместить рычаг на себя до упора (после чего произойдет сброс продукта).
5.2.10.5 Через 1...2 сек. переместить рычаг от себя в исходное положение (Через 1 сек. пленка должна протянуться на длину пакета).
5.2.10.6 Повторить операции согласно подпунктов 5.2.10.3 и 5.2.10.4.
5.2.10.7 Принять готовый пакет с лотка.
5.2.10.8 Проверить правильно ли отрегулирована длина пакета (при необходимости отрегулировать).
● При получении хорошего качества пакета опробование закончить.
Внимание! Термоэлементы - постоянно нагреты во время работы до температуры 120-170 град С. Время разогрева после включения переключателя "Сеть" ~ 5 минут. Время остывания до безопасной температуры после выключения ~ 30 минут. Запрещается прикасаться к нагретым термоэлементам во избежание травм и несчастных случаев.
5.2.11 При смене вида применяемой пленки произвести опробование в соответствии с п. 5.2.5, 5.2.10.
5.2.12 Дальнейшие действия по использованию полуавтомата проводить в соответствие с приложением 2 (Система управления).
5.3 Перечень возможных неисправностей и мероприятий по их устранению приведен в табл. 2
№ | Возможная неисправность | Вероятная причина | Метод устранения |
1 | Отсутствует нагрев термоэлементов | Перегорели предохранители | |
Потерял работоспособность нагреватель | Заменить нагреватель Z1...Z3 | ||
Вышел из строя оптотиристор в блоке питания | Проконсультироваться с представителем фирмы 495 225-33-00, после чего заменить оптотиристор VS1...VS3 | ||
2 | Температура термоэлементов повышается и не поддаётся регулировке | Замкнул оптотиристор в блоке питания | Проконсультироваться с представителем фирмы «ТЕКО», после чего заменить оптотиристор VS1...VS3 |
Обрыв в цепи термопары | Восстановить цепь термопары | ||
3 | Не отрезается пакет | Затупился нож. | Заточить нож. |
4 | При включении выключателя не загорается индикаторная лампа и не производится сварка швов. | Перегорел предохранитель | Заменить предохранитель |
Неисправность электрической цепи | Проверить электрическую цепь по схеме | ||
5 | Не проклеиваются швы на пакете | Недостаточная температура сварки | Отрегулировать температуру согласно раздела 5 |
6 | В процессе работы длина пакета различна | Колеса узла протяжки засалены | Развести колеса и поверхность промыть |
Проскальзывание колес относительно пленки | Увеличить степень поджатия колес к трубе пружиной | ||
Периодическая "тряска" узла протяжки | Уменьшить степень поджатия колес к трубе пружиной | ||
7 | Не включается фасовочная машина | Перегорел предохранитель Недостыкован кабель питания | Заменить предохранитель Проверить стыковку |
8 | Не закрывается крышка ковша | Падение напряжения в сети | Регулировка положения грузов на крышке ковша |
9 | При наборе продукта открывается крышка ковша | ||
10 | После набора дозы продолжается поступление продукта в ковш | Попадание посторонних частиц в зазор между тензометрическим датчиком и ограничивающим упором | Зазор очистить пластиной - щупом |
11 | Вес порций продукта идёт с большим разбросом от заданного (высвечиваются индикаторы «ошибка») | Высоко поднята заслонка бункера | Отрегулировать положение заслонки |
Большая скорость виброконвейера при насыпке | Уменьшить V насыпки | ||
Большая скорость виброконвейера при досыпке | Уменьшить У досыпки | ||
Мал вес досыпки | Увеличить досыпку | ||
12 | Продукт не успевает полностью высыпаться из ковша | Мало время раскрытия ковша | Увеличить время раскрытия ковша |
13 | Сбой автомата при работе по маркеру | Чувствительность датчика конца пакета не соответствует прозрачности плёнки | Проконсультироваться с представителем фирмы 495 225-33-00 |
6 Действия в экстремальных условиях
6.1 При пожаре на изделии или в помещении расположения полуавтомата необходимо строго выполнять требования инструкции "Правил противопожарной безопасности, действующих в эксплуатирующей организации". При этом необходимо отключить полуавтомат от электросети. Сообщить с ближайшего доступного телефона о возникшем пожаре в пожарную часть и, при возможности, принять меры к тушению пожара. При тушении пожара допускается использовать углекислотные, порошковые огнетушители или подручные средства пожаротушения (войлок, песок)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
