
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Билет №30.
1) Технологические требования к каркасу.Конструкция каркаса должна быть жесткой и по возможности цельной, изготовленной из пластических масс литьем под давлением или методами литьевого прессования (при отсутствии коммутационных элементов — методами компрессионного прессования). В случае невозможности изготовления цельной конструкции сборные элементы должны быть дополнительно соединены сваркой, склеиванием и т. п. с целью предотвращения любого взаимного перемещения элементов каркаса, что приводит к невозможности использования автоматических загрузочных устройств и обеспечения качественного и надежного выполнения намоточной, изолировочной и других операций.
2) СТЕКЛЯННЫЙ ШПОН. Среди нетканных материалов из стекла находит применение стеклянная бумага или шпон, представляющие собой тонкий или толстый слой хаотически расположенных стеклянных штапельных волокон, скрепленных между собой связующим. Стеклянный шпон используется как наполнитель в производстве относительно дешевого материала( типа СЕМ-3), который применяют для печатных плат домашних компьютеров, автоэлектроники, бытовой электроники.
Билет №31.
1) Базирующие элементы. Исходя из требований точности и надежности срабатывания механизмов и устройств намоточных станков, базирующие поверхности каркасов должны быть выполнены с точностью не грубее 12 квалитета.
2) АРАМИДНЫЕ ВОЛОКНА. Арамид — ароматический полиамид — аморфный полимер линейного строения, обладающий высокой прочностью в нитях, лентах и пленках. Его синтезируют на основе м-фенилендиамина и производных изофталиевой и терефталиевой кислот. Отечественное название ароматических полиамидов — фенилон. Для арамида и фенилона характерны высокие температуры размягчения (до 430°С), достаточно высокая (до 220°С) температура длительной эксплуатации, повышенная радиационная и химическая стойкость, низкая плотность, отрицательный коэффициент линейного расширения в аксиальном направлении (вдоль волокон). В смеси с другими смолами композиция может получить нулеовой коэффициент линейного расширения по осям X-Y. Уникальные свойства арамидных волокон позволяют использовать их в композиционных материалах подложек для многокристальных модулей, многоуровневых печатных платах с глухими отверстиями, которые легко формируются в арамиде с помощью плазмы или лазера.
Билет №32.
1) Поводковые и фиксирующие элементы. В зависимости от того, вращается или нет каркас во время намотки, он должен иметь в первом случае — поводковые элементы, обеспечивающие передачу момента для формообразования обмотки, во втором — фиксирующие элементы, препятствующие провороту каркаса на оправке. Если посадочное отверстие каркаса прямоугольной формы, оно наряду с функцией базирования выполняет функцию поводкового или фиксирующего элемента. В случае круглого отверстия необходимо иметь специальные поводковые или фиксирующие элементы осевого или радиального типов. Не рекомендуется применять в качестве поводковых устройств каркасов рифленые втулки.
2) Размерная стабильность фольгированных стеклопластиков.Причины деформаций тонких фольгированных стеклопластиков после вытравливания рисунка заложены в усадочных явлениях в процессе изготовления материалов. Различают химическую, релаксационную и температурную усадки связующего. Если первая зависит от типа полимера и законченности реакции полимеризации при отверждении, то вторая в основном определяется остаточными напряжениями в композиции фольга-диэлектрик. При вытравливании фольги эти напряжения реализуют себя в виде усадки. Температурные расширения или сжатия полимеров тоже фиксируется при прессовании фольгированных материалов и реализуют себя при стравливании фольги. Эксперименты подтверждают, что для связующих на основе композиции эпоксидных смол, отличающихся уникально малыми усадками при полимеризации, основные остаточные напряжения во многом обусловлены различием температурного расширения стекла и связующего — полимера. Температурный режим процесса отверждения полимерного связующего характеризуется тремя периодами. В начальном периоде прессования связующее в результате нагрева до температуры полимеризации переходит в вязкотекучее состояние. За ним следуют процесс полимеризации, химическая усадка полимера и возникают адгезионные связи связующего к стеклонаполнителю. При охлаждении возникают усадочные напряжения, обусловленные коэффициентами температурного расширения стекла и смолы. В результате стеклотекстолит оказывается в сжатом состоянии, и после удаления медной фольги линейные размеры его увеличиваются: При нагреве печатных слоев в процессах сушки и прессования происходит его структурирование, при котором в связующем продолжаются процессы химической усадки, т. е. его линейные размеры опять меняются. Противоборство этих явлений приводит к разнообразным знакам и типам деформаций тонких стеклотекстолитов. Измерение линейных размеров нормировано соответствующими техническими условиями на тонкие фольгированные материалы. Сущность методики измерения состоит в том, что на образцах размером 160x160 мм в углах квадрата 100x100 мм наносят реперные знаки либо перекрещивающимися царапинами, либо фотохимическим способом, либо сверлением. Реперные знаки тем или другим способом защищаются от травления, остальную фольгу с образцов стравливают. По изменению позиционного положения реперных знаков относительно виртуальных координат судят о деформации материала. Этот метод достаточно полно отражает размерную стабильность тонких фольгированных материалов. Однако малое число реперных знаков (4) приводит к незначительной чувствительности метода к многим типам смещений; в состав методики не входит операция, имитирующая процесс прессования, который создает дополнительную деформацию слоев. Свободен от этих недостатков метод, предусматривающий большее число точек для измерения деформаций (до 25) и включающий в себя имитацию процесса прессования. На рис. 1.15 для примера показана диаграмма образца со смещениями, полученными в результате прессования. Линейные размеры образцов меняются неодинаково по утку и по основе ткани: наиболее существенное изменение линейных размеров происходит по утку. Поэтому ориентировка листов материала при укладке пакета для прессования существенно сказывается и на последующем поведении МПП, в первую очередь на короблении.

Билет №33.
1) Поверхность наматывания. Радиусы закругления. Часть поверхности каркаса, на которую укладываются витки обмоточного провода, называется поверхностью наматывания. Геометрические размеры (L, а, b) поверхности наматывания, особенно ограниченной торцовыми элементами (щечками), должны быть выполнены с точностью не грубее 12 квалитета, для специальных целей точнее. Следует обеспечивать максимально высокую перпендикулярность внутренней поверхности щечки, к оси (поверхности наматывания). Радиус перехода от поверхности щечки к поверхности наматывания должен удовлетворять условию r≤ (dи/2), где dи - диаметр провода по изоляции;r — радиус закругления. В противном случае первый виток сместится в сторону от щечек и тем самым нарушится точность раскладки. Переход от одной грани поверхности наматывания к другой должен удовлетворять условию r > rтiп, где r — радиус закругления; rтiп — минимально допустимый радиус закругления. Величина rтiп определяется минимально допустимым радиусом изгиба провода, при котором еще сохраняется целостность изоляции, а в зоне растяжения при изгибе нет рарушения матрериала.
2) БУМАГА. Целлюлозная бумага также может быть использована как армирующий материал. Она может быть усилена стеклянными тканями, может использоваться самостоятельно. Но главное ее назначение — удешевить базовый материал, что особенно важно в производстве массовой продукции: телевизоров, калькуляторов, радиоприемников, электронных игрушек и т. п. Бумага из очищенной целлюлозы используется в производстве FR-2, FR-3 и в комбинации со стеклотканью — в СЕМ-1.
Билет №34.
1)Технологические требования к элементам каркаса для выводов и отводов. Для обеспечения ввода и вывода обмотки в щечках каркасов в зависимости от способа намотки выполняются радиальные, скошенные или прямые шлицы. Следует отметить, что скошенный шлиц обеспечивает более плавные вход и выход провода. Помимо одного шлица, применяемого обычно для однообмоточных катушек (т. е. имеющих только два вывода), для образования петлевого отвода однообмоточной катушки необходимо предусмотреть второй диаметрально расположенный шлиц. Лучшие результаты для ввода провода обеспечивают тангенциальные шлицы. Радиальные и тангенциальные шлицы, которые обеспечивают ввод провода, часто вызывают необходимость его перегиба в месте входа (выхода). Кроме того, начало вывода из-за перегиба ухудшает намотку первого слоя, а выступающие за пределы каркаса выводы мешают транспортировке обмотки, складированию и сборке. Для закрытого расположения выводов можно рекомендовать вместо шлицев пазы (паз), касательно расположенные на внутренней стороне щек, или карманы, выполненные в щеках в плоскости, перпендикулярной оси каркаса. Для предотвращения разматывания обмоток на щечках каркасов следует предусмотреть выступы, служащие для временного крепления обмотки перед окончательной сборкой
2) Неорганические измельченные наполнители и их роль в ПП. Здесь имеется ввиду тонко измельченный материал, который добавляется в связующее для изменения его свойств. В ряду таких наполнителей большей частью неорганические материалы, начиная от каолина до стеклянных сфер. Незачем говорить о рядовых наполнителях. Интерес проявляется к необычному их использованию. Например, каолиновая пудра в смеси с коллоидным палладием, введенная в объем диэлектрического основания, служит катализатором химической металлизации применительно к аддитивным процессам изготовления плат. Стеклянные микросферы уменьшают диэлектрическую проницаемость и потери в диэлектрических подложках. Другие наполнители уменьшают коэффициент термического расширения и тем самым улучшают надежность плат. Использование наполнителей зачастую улучшает обрабатываемость плат.
Билет №35.
1) Технологические требования к каналам и штыревым коммутационным элементам. Наличие коммутационных элементов непосредственно на каркасе улучшает качество обмотки, поскольку можно избежать промежуточного крепления выводов (как это делается, например, с помощью выступов) и сразу постоянно крепить провода к клеммам. Узкий карман для ввода провода затрудняет процесс автоматизации, так как повышает требования к исполнительным устройствам станка. Указанный недостаток можно устранить, если в районе клеммы сделать каналы для укладки выводов. Выводы присоединяют к клеммам, расположенным вертикально, последние затем отгибают вниз и убирают в каналы, разгружая тем самым прикрепленные к клеммам выводы от натяжения. С позиции автоматизации предпочтение следует отдавать штыревым выводам, позволяющим присоединять провод накруткой.
2) Основные операции в производстве диэлектрических оснований ПП, их краткая характеристика. Качество фольгированных материалов определяют два основных процесса: пропитка и прессование. Пропитку наполнителя раствором связующего можно рассматривать как вытеснение воздуха из пор и капилляров наполнителя и замену его связующим. При пропитке бумаги раствор связующего не только проникает в поры между волокнами целлюлозы, но пропитывает сами волокна. В случае недостаточной пропитки отдельных волокон этот дефект может быть исправлен при прессовании. Для изготовления высококачественных фольгированных стеклотекстолитов полное смачивание стеклянного волокна связующим и вытеснение воздуха — непременное условие процесса пропитки. После пропитки наполнитель, подвергается сушке, при которой протекают два процесса: физический — испарение растворителя и химический — начальная стадия реакции конденсации и структурирование олигомера. Так что в конце сушки связующее преходит в полуотвержденное состояние (стадия В). В таком состоянии пропитанный наполнитель используется для изготовления фольгированных слоистых пластиков методом прессования. Для изготовления МПП, в которых отдельные печатные слои склеиваются в монолитный пакет слоев, наряду с тонкими фольгированными листами отвержденной стеклоткани поставляется прокладочная стеклоткань, связующее в которой в исходном состоянии должно находиться на стадии В. Пропитанный наполнитель характеризуется четырьмя основными показателями: содержанием связующего (наносом смолы), содержанием летучих, содержанием растворимой части связующего и текучестью. Методы определения этих параметров стандартизированы. Процесс прессования заключается в одновременном воздействии на материал высокого давления и температуры. Под влиянием повышенной температуры смола, находящаяся в пропитанном наполнителе, расплавляется и под давлением более глубоко пропитывает листы наполнителя, склеивая их. Воздушная прослойка между листами фольги и слоями пропитанного наполнителя выжимается на периферию пакета. Текучесть и вязкость расплавленной смолы, связанные со степенью конденсации, реакционной способностью и температурой, должны обеспечить возможность удаления воздушных включений, прежде чем расплавленная смола станет твердой. При низкой текучести смолы отдельные воздушные включения вдавливаются в поры наполнителя и остаются в нем. Слишком большая текучесть ведет к снижению количества смолы в материале. Для улучшения процесса выдавливания летучих и газовых фракций используют прессы с вакуумным отсосом. Производство фольгированных диэлектриков отличается большой масштабностью. Прессы имеют до 32 просветов, ход поршня пресса может иметь неколько метров, чтобы выбрать зазоры во всех этажах пресса. Машина для сушки пропитанной ткани имеет высоту в несколько этажей, ткань многократно проходит мимо калориферов, чтобы успеть при движении с большой скоростью завершить переход связующего из стадии А в стадию В. Энергоемкость производства так велика, что приходится рядом строить автономную теплостанцию. Обогрев плит пресса и сушильной камеры производится перегретым паром. Охлаждение плит пресса водой позволяет использовать возвратное тепло. Появились и другие способы создания нагрева и давления, например, нагрев фольги электрическим током но они должны быть проверены временем. При изготовлении гетинакса в результате реакции конденсации фенолоальдегидных смол в материале остаются побочные продукты реакции (вода, формальдегид и т. д.), поскольку давление прессования превышает давление их паров. Продолжительность прессования связывают главным образом с толщиной прессуемого материала. Несмотря на то, что увеличение толщины загружаемого материала повышает производительность оборудования, следует иметь в виду, что при этом может понизиться качество диэлектрика в связи с ухудшением температурных условий прессования. Если продолжительность прессования недостаточна, то готовый фольгированный диэлектрик оказывается склонным к короблению, у него проявляются недостаточная жесткость и пониженная влагостойкость. Чрезмерная длительность прогрева также нежелательна и может привести к разложению материала и снижению его физико-механических свойств. Обычно время выдержки определяют в зависимости от толщины прессуемого материала в одном этаже пресса из расчета 4...6 мин на 1 мм толщины материала.
Билет 36
1 вопрос. Технологические требования к изоляции поверхности наматывания.
 Монолитная непрерывная изоляция поверхности наматывания. Недопустимо использование обычной слоевой изоляции, например, несколько слоев микаленты, что делает каркас нетехнологичным. Следует (в зависимости от материала каркаса) использовать липкие ленты, применять изоляцию, полученную химическими способами, а также напылением полимеров.
Монолитная непрерывная изоляция поверхности наматывания. Недопустимо использование обычной слоевой изоляции, например, несколько слоев микаленты, что делает каркас нетехнологичным. Следует (в зависимости от материала каркаса) использовать липкие ленты, применять изоляцию, полученную химическими способами, а также напылением полимеров.
2 вопрос. Влияние избытка или недостатка реакционных групп на качество ПП.
Тип отвердителя и его количество оказывают существенное влияние на условия отверждения и на электрические, физико-механические и прочностные характеристики отвержденных эпоксидных смол. Очень важно соблюсти пропорцию между количествами эпоксидных групп в смоле и реакционных групп в отвердителе. Избыток реакционноспособных групп приводит к образованию большого числа сшивок, т. е. к переотверждению смолы и возникающие при этом внутренние напряжения могут вызвать её растрескивание. С другой стороны, слишком редкая пространственная сетка отвержденной смолы обусловливает низкие эксплуатационные свойства пластика: химическую стойкость, влагостойкость и др.
Билет 37
1 вопрос. Технологические требования к многослойной и межслойной изоляции.
 Вместо понятия «многорядовая обмотка» следует применять «многослойная обмотка», учитывая, что в зависимости от точности раскладки «многослойная обмотка виток к витку» может быть получена с точной раскладкой (рядовой или шахматной), упорядоченной и внавал. При изготовлении «многослойной обмотки виток к витку без межслойной изоляции» только первые четыре—пять слоев могут быть получены с точной раскладкой, последующие получаются частично с упорядоченной раскладкой, частично внавал. Для обеспечения точной раскладки необходимо после каждого слоя прокладывать межслойную изоляцию.
Вместо понятия «многорядовая обмотка» следует применять «многослойная обмотка», учитывая, что в зависимости от точности раскладки «многослойная обмотка виток к витку» может быть получена с точной раскладкой (рядовой или шахматной), упорядоченной и внавал. При изготовлении «многослойной обмотки виток к витку без межслойной изоляции» только первые четыре—пять слоев могут быть получены с точной раскладкой, последующие получаются частично с упорядоченной раскладкой, частично внавал. Для обеспечения точной раскладки необходимо после каждого слоя прокладывать межслойную изоляцию.
Применение межслойной изоляции по возможности должно быть ограничено при намотке на бортовые каркасы вследствие сложности создания надежных автоматических устройств, поскольку ширина межслойной изоляции равна расстоянию между щечками каркаса. Рекомендуется применять межслойную изоляцию при изготовлении обмоток на гильзовых каркасах.
2 вопрос. Основные типы фольгированных материалов и их свойства.
В производстве печатных плат в подавляющем большинстве случаев используют медную фольгу. В редких специальных случаях раньше применяли никелевую фольгу или нержавеющую сталь, когда печатная плата предназначалась для приварки выводов компонентов и проводов.
Исключительное использование меди обусловлено ее хорошей проводимостью, способностью принимать на себя другие покрытия, хорошей пластичностью и, что очень важно, однородностью с материалами металлизации трансверсальных элементов межсоединений (сквозных и глухих отверстий), которые тоже выполняются медью.
Получить тонкую медную фольгу — технически сложная задача, решаемая рядом конкурирующих способов, различают: стандартную электролитическую, высокопластичную электролитическую, отожженную электролитическую, горячекатаную, холоднокатаную, отожженную катанная, катанную с последующим низкотемпературным отжигом.
Электролитическая фольга. В производстве электролитической медной фольги используются традиционные процессы осаждения меди из сернокислого электролита на полированную поверхность вращающегося барабана из нержавеющей стали или из титана. В результате осаждения со стороны барабана фольга получает ровную блестящую поверхность, со стороны электролита получается матовая поверхность. Как правило, матовой стороной фольга припрессовывается к диэлектрическому основанию, (чем обеспечивается хорошая адгезия фольги с диэлектриком). В свою очередь, ровная блестящая поверхность способствует хорошему воспроизведению тонкого рисунка проводников и зазоров.
Для обеспечения требований к размерной устойчивости внутренних слоев МПП электролитическую фольгу отжигают(снимают внутренние напряжения). Кроме того, отжиг фольги способствует равномерности подтравливання рисунка при использовании процессов металлизации и последующего травления.
Электролитическую фольгу дополнительно обрабатывают для улучшения ее свойств применительно к производству печатных плат.
Шероховатость. Эта обработка первично получается при электролитическом осаждении фольги. Дополнительно фольгу оксидируют в анодном процессе. Этот оксидный слой — очень тонкий, но его наличие значительно улучшает адгезию фольги к таким материалам, как полиимид, цианатный полиэфир, полибисмалеими и др.
Покрытия, создающие термический барьер. Покрытия цинком, никелем или бронзой по зерненной поверхности увеличивают химическую и термическую устойчивость сцепления фольги с диэлектриком в процессе производства фольгированных материалов, печатных плат и монтажа электронных узлов. Эти покрытия толщиной в сотые доли микрона можно увидеть на внутренней поверхности фольги по характерному для покрытия цвету: коричневый, серый или цвета желтой горчицы.
Пассивационные и антиоксидантные покрытия. В отличие от других покрытий эта обработка производится с двух сторон фольги. Они предотвращают процессы коррозии при хранении и изготовлении фольгированных материалов. Толщина этого покрытия порядка 100 Ангстрем и оно удаляется в процессе очистки, травления или механической зачистки, с которых начинается любой процесс в производстве печатных плат.
Аппретирование. Обычно используют кремнийорганический аппрет, который обычно используется в системе стеклоткань-связующее, но при нанесении на внутреннюю поверхность фольги он способствует лучшей адгезии фольги со связующим и способствует предотвращению коррозии.
Фольга с обработкой обратной стороны
Это та же электролитическая фольга, но с обработкой гладкой поверхности таким образом, чтобы она получила развитую тонкопрофильную поверхность. Эта поверхность с минимальной шероховатостью не препятствует формированию тонких проводников, но обеспечивает хорошую адгезию фоторезиста и скрепление слоев в МПП. Тонкий профиль шероховатости позволяет также изготовлть ультратонкие фольгированные материалы, которые нельзя было бы сделать, если бы большие шероховатости фольги продавливали бы тонкий диэлектрик вплоть до смыкания.
Отожженная катаная фольга. При этом способе изготовления фольга проходит серию последовательных операций отжига и проката до нужной толщины. После последней стадии — отжига фольга имеет очень хорошую пластичность, позволяющую использовать ее в гибких конструкциях плат, и низкий уровень шероховатости, меньше чем у электролитической фольги.
Другие типы фольги.
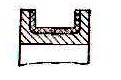
Фольга с двусторонней обработкой. Это та же фольга, что и с обработкой обратной стороны, но она припрессовывается к диэлектрику тонкопрофильной стороной. Сторона с грубой поверхностью, наращиваемой из электролита меднения, становится внешней стороной фольгированного диэлектрика рис. 1,4). Естественно, что развитая внешняя поверхность фольги обеспечивает особо прочную связь в пакете слоев МПП. Следует, однако, иметь ввиду, что шероховатая поверхность, полученная из электролита, очень активна и активно захватывает всевозможные загрязнения, а механическая очистка такой поверхности затруднена из-за большого количества пазух. Поэтому для использования фольгированных материалов с обработанной с двух сторон фольгой нужны специальные условия.
Тонкомерная фольга. Для изготовления печатных плат с тонким рисунком большой плотности выпускаются диэлектрики, облицованные сверхтонкой (5...7 мкм) медной фольгой. Для защиты такого слоя меди от окисления и механических повреждений ее защищают протектором. В качестве протектора часто используют листовой алюминий, на который, собственно, осаждают тем или другим способом тонкий слой меди. Алюминиевую поверхность нет необходимости специально обрабатывать, чтобы он отделялся от меди, не повреждая ее. В ходе изготовления протектор отделяется непосредственно перед процессами печати. Поэтому тонкая медь фольги остается нетронутой в течение всего срока жизни фольгированного материала.
Предлагается еще более удобный в использовании трехслойный материал САС: медь-алюминий-медь. Алюминиевый лист осуществляет в пресс-пакете МПП функцию разделительно листа, а медные слои представляет собой наружные слои МП.
Кроме общих преимуществ использования тонкомероной фольги, САС дает преимущества в значительных удобствах применения и улучшении качества печатных плат. Жесткая основа предотвращает образование складок тонкой фольги при укладке пакета. Он сохраняет качество поверхности наружных слоев МПП на всех этапах изготовления от раскроя до металлизации отверстий. Отсутствует необходимость в операции зачистки прокладочных (разделительных) листов. Основа САС (— лист алюминия) позволяет использовать его в дальнейшем в качестве верхней прокладки при сверлении после разборки спрессованных пакетов МПП.
Резистивная фольга. Эта фольга используется для формирования резисторов на внутренних слоях МПП. Эта фольга двухслойная, состоящая из меди и резистивного материала. При изготовлении печатных плат со встроенными резисторами сначала вытравливаются печатные проводники из медной части этой фольги, а затем плоские резисторы из резистивной части фольги. Естественно, что травящие растворы для этих слоев должны быть разными. //БИЛЕТ 37
Использование встроенных в плату резисторов улучшает надежность и увеличивает плотность компоновки активных элементов, снижает себестоимость плат.
Фольга из других металлов. Хотя и редко, но все же применяются и другие виды фольги алюминиевая и никелевая. Их применение обусловлено возможностью использования микросварки для теплонагруженных конструкций аппаратуры, где паяные соединения разрушаются. При использовании микросварки верхний предел температур определяется нагревостойкостью основания. А она может быть высокой, если использовать такие связующие, как полиимид и т. п.
//БИЛЕТ 37
Билет 38
1 вопрос. Технологические требования к обмоточным проводам с термопластичной изоляцией, клеящим слоем, выводам, креплению последнего витка.
Во вновь разрабатываемых конструкциях обмоток следует шире применять провода марки ПЭВТЛ с полиуретановой изоляцией, способные облуживаться без предварительной зачистки, провода с дополнительным клеящим слоем марок ПЭВД, ПЭВТЛД и ПЭТВД, которые обеспечивают ряд технологических преимуществ при изготовлении обмоток. Их применение позволяет исключить укладку межслоевой изоляции при намотке многослойных обмоток; витки склеиваются вследствие расплавления и последующего отверждения дополнительного клеящего слоя, что исключает необходимость пропитки изделий с обмотками.
Выводы (отводы) следует выполнять проводом обмотки в виде скрученного или петлевого вывода. При изготовлении обмоток из тонких проводов Ø 0,05 — 0,23 мм вместо монтажного провода рекомендуется формовать вывод из обмоточного провода путем скручивания 2—5 его сложений (производится автоматически).
Для предотвращения разматывания провода последний виток (слой) рекомендуется закреплять быстро отверждающимся клеем-расплавом.
2 вопрос. Технология пластинчатых МП, влияние технологии на свойства МП, способы восстановления исходных магнитных свойств материала.
Форма пластин и раскрой листового материала. Правильный раскрой материала при массовом выпуске пластин магнитопровода дает большую экономию материала и снижает стоимость выпускаемых изделий. Харектеризуют коэф-м раскроя.
Пластины вырезают штампами в основном из полосового или ленточного материала, который, в свою очередь, отрезают от листа. Полосы, из которых изготовляются различные пластины магнитопроводов, получают на листовых или роликовых ножницах.
Штамповка-вырубка пластин магнитопровода. Штамповка пластин магнитопроводов производится на прессах. Прессы оснащаются устройствами для автоматической подачи материала, а также для автоматического удаления и сбора отштампованных пластин.
Для вырубки контура и пробивки отверстий в пластинах магнитопровода могут применяться либо совмещенные, либо последовательные штампы. В совмещенных штампах изготовление пластин производится за один ход пресса. Поэтому получается точное расположение отверстий по отношению к контуру пластины. При штамповке в последовательных штампах пластины получают менее точными (14—16-й квалитет точности), чем в совмещенных (9—11-й квалитет точности). Это вызывается отклонениями при фиксации полосы, а также неравномерностью зазоров между матрицей и пуансоном в последовательных штампах.
Снятие заусенцев. Появление заусенцев на пластинах магнитопроводов при штамповке-вырубке объясняется затуплением режущих кромок штампа в процессе его работы. Наличие заусенцев на пластинах магнитопроводов может привести к короткому замыканию отдельных пластин и пакета в целом. Заусенцы уменьшают коэффициент заполнения пакета магнитной цепи. Применяют несколько способов снятия заусенцев.
Шлифование.
Вальцевание. Пластины при вальцевании пропускают между двумя валиками из закаленной стали. Заусенцы снимаются и обламываются.
Электрополирование. Из рис. 6.9 видно, что после электрополирования магнитная проницаемость в слабых полях повышается на 10—12%. Наблюдается также снижение потерь на гистерезис (10—15%). Удаление при электрополировании поверхностного слоя металла, в особенности на краях пластин, где имеет место наклеп после штамповки-вырубки, изменяет магнитные свойства пластины.
Правка пластин магнитопровода. В результате процесса штамповки-вырубки пластины магнитопровода оказываются деформированными. Степень деформации пластин определяется износом режущих кромок штампа, величиной зазора между пуансоном и матрицей, а также величиной усилия вырубки. Деформированные пластины магнитопроводов имеет ухудшенные магнитные свойства цепи, так как уменьшают коэффициент заполнения пакета. Вместе с этим неровности на пла стинах, образующиеся в результате штамповки - вырубки, резко снижают электрическую прочность изоляции при стягивании магнитопровода.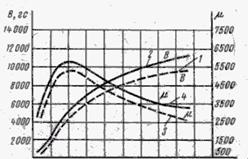
Наклеп в пластинах магнитопровода. В результате процесса штамповки-вырубки пластин магнитопровода изменяется структура магнитного материала—материал наклепывается. Изменение структуры ярко выражено по периметру детали.
Рис. 6.9. Влияние электрополирования на магнитные свойства трансформаторной стали: 1, 3—механическая обработка; 2, 4—электрополирование
0,1 0,4 0,8 1,7 1,6 2,0 2,^ 2,8 3,2 3,6 H,3pcm
Ширина наклепанной зоны находится в пределах 0,4—4 мм в зависимости от толщины штампуемого материала, величины зазора между режущими кромками штампа и их износа.
Последующий процесс правки пластин также приводит к изменению структуры материала, причем материал наклепывается в объеме пластин. В результате двух операций штамповки-выруб
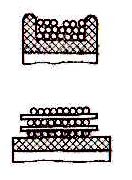
ки и штамповки-правки пластина магнитопровода оказывается как бы закрытой наклёпанной зоной материала. Как известно, исходная структура материала представляет собой кристаллы правильной формы (рис. 6.10, а). Наклепанная зона—это участки материала с разрушенными кристаллами, вытянутыми по форме и ориентированными в направлении движения инструмента.
Появление наклепа связано с возникновением внутренних напряжений в материале. Наклеп весьма вредно сказывается на магнитных свойствах материала, а именно: уменьшает магнитную проницаемость, увеличивает коэрцитивную силу и изменяет форму петли гистерезиса. На рис. 6.11 приведены осциллограммы петли гистерезиса пермаллоя. Кольцо из пермаллоя подвергалось механическому сжатию вручную. Как видно из осциллограмм, исходная петля гистерезиса превратилась в эллипс.
Отжиг пластин магнитопровода и нанесение изоляции. В целях снятия внутренних напряжений и устранения наклепа производят отжиг пластин.
В процессе нагревания материала и выдержки его при определенной температуре наблюдают явление рекристаллизации, заключающееся в восстановлении и росте кристаллов материала, разрушенных при штамповке.
В результате отжига материал приобретает прежнюю кристаллическую структуру, а напряжения, имевшиеся в материале, снимаются, при этом магнитные свойства материала восстанавливаются. Температура отжига магнитного материала определяется температурой рекристаллизации.
В промышленности применяют три разновидности отжига пластин магнитопроводов, а именно:
-с ограниченным доступом воздуха,
-отжиг в водородной среде,
-отжиг в вакууме.
Отжиг с ограниченным доступом воздуха осуществляется в герметичных контейнерах. Одновременно с восстановлением магнитных свойств пластины покрываются оксидной пленкой, которая представляет собой диэлектрик и обеспечивает изоляцию пластин между собой в собранном магнитопроводе.
Отжиг в водородной среде способствует росту кристаллов, что повышает магнитную проницаемость материала. При этом магнитный материал очищается от вредных примесей за счет восстановления окислов железа, причем примеси углерода и серы уходят в виде газов по реакциям:
С + 2Н2 → СН4, О + Н2 → Н2О, S + Н2 → Н2S.
Влияние водородного отжига на характер гистерезисного цикла показано на рис. 6.12.
В процессе водородного отжига на поверхности пластин не образуется изоляционной оксидной пленки.
Отжиг в вакууме производят в специальных установках, где создают разряжение, измеряемое остаточным давлением от 1 до 5 мм рт. ст. Откачка воздуха продолжается в //БИЛЕТ 38
течение всего процесса отжига и прекращается при охлаждении печи до температуры порядка 200°С. Отжиг в вакууме экономически выгоднее, чем в водороде, так как не связан с расходом газа.
С целью уменьшения вихревых токов пластины магнитопроводов изолируют с друг от друга. В качестве изоляции может быть использована конденсаторная бумага. Недостатком этого способа являются гигроскопичность бумаги и уменьшение коэффициента заполнения магнитной цепи.
Во многих случаях в качестве изоляции применяют оксидную пленку, образуемую в процессе отжига пластин. Весьма распространенными способами является лакировка и фосфатирование пластин. Толщина лаковой пленки должна увеличиваться с повышением частоты магнитного поля. Фосфатирование обеспечивает более высокие электроизоляционные свойства, чем лакировка.
Сущность процесса фосфатирования для целей электроизоляции заключается в том, что металлическая поверхность, предварительно очищенная от ржавчины и жировых загрязнений, обрабатывается 3%-ным раствором препарата «Мажеф» с добавкой азотнокислого цинка. В результате такой обработки на поверхности изделия получается покрытие светло-серого или темно-серого цвета мелкокристаллической структуры, обладающее хорошими изоляционными свойствами.
Технологический процесс фосфатирования пластин состоит из следующих операций:
1) подготовки поверхности пластин (обезжиривание, травление в кислотах при наличии ржавчины и окалины);
2) фосфатирования;
3) пропитки хромпиком;
4) сушки.
Сборка магнитопровода. Различают два способа сборки магнитопровода: вперекрышку и встык. Сборку встык применяют в том случае, когда необходимо иметь воздушный зазор в магнитопроводе, например в дросселях. Величина воздушного зазора регулируется количеством бумажных прокладок между пластинами.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
