
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Во избежание короткого замыкания отдельных пластин и возрастания потерь на вихревые токи шпильки, болты, металлически обоймы должны быть электрически изолированы от магнитопровода. Для изоляции крепежных элементов от магнитопровода применяют прокладки, трубки из кабельной бумаги, электрокартон, кембрик и пр.
Для улучшения коэффициента заполнения магнитной цепи пакет пластин подвергают в процессе сборки сжатию с определенным усилием, действующим в плоскости, перпендикулярной плоскости пластин.
Сжатие магнитной цепи вызывает изменение как магнитных так и электрических характеристик материалов, при этом уменьшается электрическое сопротивление, падает магнитная проницаемость, растут потери на вихревые токи и гистерезис. Поэтому весьма важным вопросом в технологии сборки магнитопроводов является определение оптимального усилия стягивания.
Чрезмерное увеличение или понижение усилия сжатия нежелательно. В этих случаях наблюдается увеличение общих потерь магнитной цепи. Как известно, в магнитной цепи в основном могут быть три вида потерь: потери на рассеивание, потери на вихревые токи и потери на перемагничивание.
При слабом усилии сжатия пакета мал коэффициент заполнения и велики потери на рассеивание, которые уменьшаются при возрастании усилия. Однако при дальнейшем увеличении усилия сжатия возможно возрастание общих потерь за счет потерь на вихревые токи и на перемагничивание. Потери на вихревые токи возрастают из-за разрушения изоляционной пленки и увеличения точек соприкосновения поверхности пластин. При этом электрическое сопротивление пакета магнитопровода резко падает.
//билет 38
При воздействии механического напряжения в магнитных материалах с ненулевой магнитострикцией происходит изменение магнитных свойств—проявляется магнитоупругий эффект (т. е. эффект, обратный магнитострикции).
У материалов с положительной магнитострикцией под действием упругих растягивающих напряжений намагничивание уменьшается. У материалов же с отрицательной магнитострикцией намагничивание при растяжении уменьшается, а при сжатии увеличивается.
В соответствии с изменением основной кривой намагничивания изменяется также гистерезисная петля и величины, определяемые ее формой. Так, у железа с 8% никеля, имеющего положительную магнитострикцию, растягивающие напряжения вызывают понижение коэрцетивной силы и потерь на перемагничивание; у никеля, имеющего отрицательную магнитострикцию, наоборот,— повышение.
В процессе сжатия пакета пластин магнитопровода усилие направлено перпендикулярно к плоскости элементарных магнетиков и действует как растягивающее напряжение. При этих условиях у материалов с отрицательной магнитострикцией ухудшается прямоугольность гистерезисной петли и потери на перемагничивание увеличиваются, а у материалов с положительной магнитострикцией, наоборот прямоугольность петли улучшается и потери на
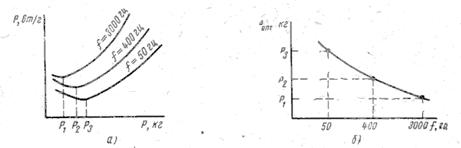
Рис. 6.19. Зависимость общих потерь магнитной цепи и оптимального усилия сжатия от частоты: а — зависимость потерь от усилия сжатия для различных частот; б — зависимость оптимального усилия сжатия от рабочей частоты
перемагничивание уменьшаются. У материалов с нулевой магнитострикцией магнитная характеристика фактически остается неизменной.
Суммарные потери (на перемагничивание, вихревые токи и рассеивание), возникающие в процессе сжатия сердечника, зависят от их соотношения и в общем случае могут иметь вид, показанный на рис. 6.15. Оптимальное усилие стягивания, соответствующее минимальным потерям, выбирают в зависимости от марки материала. Кроме того, при выборе усилия стягивания необходимо учитывать изменение прямоугольности гистерезисной петли материала, изменение тока холостого хода, изменение электрического сопротивления пакета магнитопровода.
Оптимальное усилие стягивания магнитной цепи зависит также от рабочей частоты. На рис. 6.19,а представлен характер зависимости Р=φ(Р´) для различных частот, а на рис. 6.19,6 дана зависимость оптимального усилия сжатия от рабочей частоты магнитопровода, т. е. Ропт =φ(f).
Из сказанного следует, что оптимальное усилие сжатия пакета при сборке магнитопроводов должно подбираться в каждом отдельном случае экспериментально.
//билет 38
Билет 39
1 вопрос. Технологические требования: нужны ли вспомогательные элементы обмоток.
Исключение вспомогательных элементов обмоток (трубок, ниток и др.) из конструкции каркаса позволит автоматизировать процесс формообразования.
2 вопрос. Гетинакс (ГФ).
Материал на основе электроизоляционной бумаги с пропиткой фенольной смолой. По ГОСТ 10316 обозначается как ГФ, по стандартам NEMA — ХРС, ХХХРС и ХХХР. Обычный цвет — коричневый. Нагревостоикость — не выше 90° С. Предназначен для работы в нормальных условиях влажности окружающей среды (относительная влажность 45...75 % при температуре 15...35° С). Огнестойкие варианты гетинакса обозначаются FR-1 и FR-2. Эпоксидный гетинакс (FR-3) выполняется на бумажной основе, пропитанной эпоксидной смолой (отечественной промышленностью не выпускается). По стандарту NEMA обозначается, как тип FR-3. Цвет светло-желтый или белый, полупрозрачен. Нагревостоикость 120...135° С. Штампуется без нагрева при толщинах до 1,5 мм.
Билет 40
1 вопрос. Технологические требования: нужна ли липкая лента для изоляции в обмотках?
Липкая лента для межобмоточной и наружной изоляции, а также для крепления бескаркасной обмотки дает возможность производить указанные операции автоматически.
2 вопрос. Эпоксидный стеклотекстолит (СФ, G-10).
Этот материал имеет в качестве основы стеклоткань, связующее вещество — эпоксидная смола. В отечественном производстве обычно используют эпоксидно-фенолоформальдегидную смолу — эпоксидную смолу, отверждаемую смолой резального типа. Обозначается по ГОСТ 10316 как СФ, по стандарту NEMA — G-10. Стеклотекстолиты полупрозрачны и имеют зеленый (зарубежные) или светло-коричневый цвет. Нагревостоикость фольгированных стеклотекстолитов 135...150°С. Способны работать после пребывания в условиях повышенной влажности (относительная влажность до 98 % при температуре 40°С). Штампуется без нагрева. Нагревостойкий эпоксидный стеклотекстолит (СФН).Этот материал предназначен для изготовления печатных плат, допускающих работу при температуре да 180° С в течение суммарного или непрерывного времени до 100 ч, а также кратковременную работу при относительной влажности до 98 % при температуре не менее 40°. Обозначается по ГОСТ 10316 СФ-2Н-50, по стандартам NEMA — G-7, G-10, G-11. По внешнему виду материал может быть непрозрачным разных цветов или полупрозрачным коричневого или темно-зеленого цвета.
Билет 41.
1)Базирующие элементы Установка каркасов, как правило, осуществляется на цельные оправки круглого, квадратного или прямоугольного сечений (в зависимости от формы посадочного отверстия каркаса), реже на разжимные оправки. В ряде случаев каркасы устанавливаются на оправки, содержащие центровые (гладкие или рифленые) втулки. В качестве базирующих элементов используется обычно центральное отверстие, обеспечивающее базирование в радиальном направлении, или торец, создающий базу в осевом направлении.
Исходя из требований точности и надежности срабатывания механизмов и устройств намоточных станков, базирующие поверхности каркасов должны быть выполнены с точностью не грубее 12 квалитета.
Помимо базирования в осевом и радиальном направлениях каркас при автоматизированной намотке должен быть сориентирован по углу (относительно оси). Функцию угловой базы обычно выполняют поводковые или фиксирующие элементы.
2) Нагревостойкие огнестойкие эпоксидные стеклотекстолиты (FR). Это широкий класс нагревостойких материалов на бромированном огнестойком связующем на основе эпоксидных смол и их смесей с другими улучшающими качество компонентами. Многоликость стеклотекстолитов под маркой FR, а еще чаще, FR-4 должна настораживать потребителей, чтобы получить именно то, что ему нужно. Стандарты IPC, а теперь стандарты Международной электротехнической комиссии (МЭК), более подробно расшифровывают компонентное содержание и свойства материалов под маркой FR. В частности температура стеклования этих материалов находится в диапазоне 110..190°С. Обрабатываемость их также различна. Во всяком случае квалифицированные поставщики этих материалов сопровождают поставки рекомендациями по режимам сверления плат из этих материалов.
Билет №42
1)Поводковые и фиксирующие элементы В зависимости от того, вращается или нет каркас во время намотки, он должен иметь в первом случае — поводковые элементы, обеспечивающие передачу момента для формообразования обмотки, во втором — фиксирующие элементы, препятствующие провороту каркаса на оправке. Если посадочное отверстие каркаса прямоугольной формы, оно наряду с функцией базирования выполняет функцию поводкового или фиксирующего элемента. В случае круглого отверстия необходимо иметь специальные поводковые или фиксирующие элементы осевого или радиального типов. Не рекомендуется применять в качестве поводковых устройств каркасов рифленые втулки.
2) Полиэфирные текстолиты. Эти материалы представлены тремя группами. 1. Дешевые материалы из простых полиэфиров изготавливают полностью на основе полиэфирной ткани и полиэфирного связующего. 2. Нагревостойкие материалы на основе ароматических полиэфиров — арамидов. 3. Нагревостойкие материалы на основе цианатных полиэфиров. Различные комбинации полиэфиров с другими нагревостойкими композициями, в том числе с полиимидами, создают большое разнообразие материалов, отличающихся ценой и качеством.
Билет №43
1)Поверхность наматывания. Радиусы закругления Часть поверхности каркаса, на которую укладываются витки обмоточного провода, называется поверхностью наматывания. Геометрические размеры (L, а, b) поверхности наматывания, особенно ограниченной торцовыми элементами (щечками), должны быть выполнены с точностью не грубее 12 квалитета, для специальных целей точнее. Следует обеспечивать максимально высокую перпендикулярность внутренней поверхности
щечки, к оси (поверхности наматывания). Радиус перехода от поверхности щечки к поверхности наматывания должен удовлетворять условию r≤ (dи/2), где dи - диаметр провода по изоляции;r — радиус закругления. В противном случае первый виток сместится в сторону от щечек и тем самым нарушится точность раскладки.
Переход от одной грани поверхности наматывания к другой должен удовлетворять условию r > rтiп, где r — радиус закругления; rтiп — минимально допустимый радиус закругления.
Величина rтiп определяется минимально допустимым радиусом изгиба провода, при котором еще сохраняется целостность изоляции, а в зоне растяжения при изгибе нет рарушения матрериала.
2) Полиимид и цианатный полиэфир, армированные нагревостойкими тканями. При уменьшении диаметра сквозных отверстий при сохранении толщины печатной платы возникают трудности в обеспечинии надежности металлизированных отверстий: развивающиеся при пайке напряжения из-за различного теплового расширения меди и диэлектрика приводят к разрыву металлизации отверстий. В таких конструкциях должны применяться диэлектрики, имеющие такой же ТКР, как и медь. К ним относятся полиимид и цианатный полиэфир. Но при полимеризации (отверждении) они значительно усаживаются, в большей мере, чем эпоксидные смолы, т. е. меняют свои линейные размеры после вытравливания рисунка из медной фольги. В то же время увеличение плотности межсоединений требует высокой размерной устойчивости материалов слоев для обеспечения совмещения элементов соединений в многослойных структурах МПП. Армирование тканями из кварца и стекла позволяет уменьшить усадочные явления и в какой-то мере обеспечить точность совмещения.
Но в последнее время полиимид активно используется в производстве многоуровневых печатных плат, в конструкциях которых армирующий элемент —печатная плата с жестким основанием, на которое наслаиваются полиимидные слои.
Сочетание низких диэлектрических проницаемостей полиимида и кварца позволяют использовать эту комбинацию для СВЧ-подложек. Кроме того, этот композиционный материал обладает большой нагревостойкостью и особенно близким к металлам значением коэффициента термического расширения. Диэлектрическая проницаемость алюмоборосиликатного стекла гораздо больше (порядка 9), чем у кварца (3,5), но по нагрево-стойкости и коэффициенту термического расширения полиимиды, армированные стеклотканью, имеют значительные преимущества перед другими композитами.
Билет №44.
1) Для обеспечения ввода и вывода обмотки в щечках каркасов в зависимости от способа намотки выполняются радиальные, скошенные или прямые шлицы. Следует отметить, что скошенный шлиц обеспечивает более плавные вход и выход провода. Помимо одного шлица, применяемого обычно для однообмоточных катушек (т. е. имеющих только два вывода), для образования петлевого отвода однообмоточной катушки необходимо предусмотреть второй диаметрально расположенный шлиц. Лучшие результаты для ввода провода обеспечивают тангенциальные шлицы. Радиальные и тангенциальные шлицы, которые обеспечивают ввод провода, часто вызывают необходимость его перегиба в месте входа (выхода). Кроме того, начало вывода из-за перегиба ухудшает намотку первого слоя, а выступающие за пределы каркаса выводы мешают транспортировке обмотки, складированию и сборке.
Для закрытого расположения выводов можно рекомендовать вместо шлицев пазы (паз), касательно расположенные на внутренней стороне щек, или карманы, выполненные в щеках в плоскости, перпендикулярной оси каркаса.
Для предотвращения разматывания обмоток на щечках каркасов следует предусмотреть выступы, служащие для временного крепления обмотки перед окончательной сборкой.
2) Комбинации материалов. В табл. 1.4 можно увидеть всевозможные сочетания армирующих наполнителей. Этими комбинациями стараются уменьшить стоимость материалов и при этом сохранить их качество. Это не всегда удается, но следы этих попыток зафиксированы в соответствующих стандартах. Доступные источники информации не содержат примеры промышленного использования таких материалов.
Билет 45.
1)Каналы. Штыревые коммутационные элементы каркаса Наличие коммутационных элементов непосредственно на каркасе улучшает качество обмотки, поскольку можно избежать промежуточного крепления выводов (как это делается, например, с помощью выступов) и сразу постоянно крепить провода к клеммам. Узкий карман для ввода провода затрудняет процесс автоматизации, так как повышает требования к исполнительным устройствам станка. Указанный недостаток можно устранить, если в районе клеммы сделать каналы для укладки выводов. Выводы присоединяют к клеммам, расположенным вертикально, последние затем отгибают вниз и убирают в каналы, разгружая тем самым прикрепленные к клеммам выводы от натяжения.
С позиции автоматизации предпочтение следует отдавать штыревым выводам, позволяющим присоединять провод накруткой.
2)Склеивающие материалы. Фольгированные материалы для МПП поставляются в комплекте со склеивающей стеклотканью, составляющей примерно 30...40 % массы всей партии материала. Время хранения склеивающей стеклоткани ограничено, так как связующее постепенно переходит в неплавкое состояние: из стадии В в стадию С. В исходном состоянии эти материалы являются полуфабрикатом, большая часть физико-механических свойств которого формируется в процессе изготовления МПП.
Билет №46.
1)Монолитная непрерывная изоляция поверхности наматывания Недопустимо использование обычной слоевой изоляции, например, несколько слоев микаленты, что делает каркас нетехнологичным. Следует (в зависимости от материала каркаса) использовать липкие ленты, применять изоляцию, полученную химическими способами, а также напылением полимеров.
2) Свойства фольгированных материалов
Физико-механические характеристики фольгированных материалов определяют важные прочностные параметры печатных узлов, так как в большинстве случаев печатные платы служат не только для электрического соединения радиоэлементов, но и для их конструктивного крепления в составе печатного узла. При эксплуатации электронной аппаратуры печатные узлы могут подвергаться значительным механическим воздействиям, поэтому важно знать способности материалов к деформациям и прочность сцепления фольги с диэлектриком. Необходимо учитывать, что механические свойства фольгированных материалов существенно зависят от температуры и влажности. Поэтому при механических испытаниях важно, чтобы испытываемые образцы находились в определенных условиях температуры и влажности. Необходимо также учитывать, что фольгированные стеклотекстолиты являются анизотропными материалами, поэтому существенное значение имеет направление, в котором производится воздействующее испытание.
Подготовка образцов к испытаниям
Испытания, как правило, проводятся на образцах с частичным или полным удалением фольги. Рисунок на фольгированной поверхности наносится методом фотолитографии или другим методом, обеспеспечивающим необходимую точность. Травление фольги производится струйным или другим эквивалентным методом с применением доступного всем водного раствора хлорного железа плотностью 1,3...1,4 г/см3. Время травления не должно превышать значений, указанных ниже:
Толщина фольги, мкм 18
Время травления, мин
Если после травления остаются частицы меди, образец не следует использовать для испытаний.
После травления удаляют средства, предохраняющие фольгу от травления, средством, не оказывающим воздействия на клеевой слой. Затем образцы промывают в проточной воде и подсушивают в термостате при температуре 70+2° С в течение 4 ч и выдерживают не менее 6 ч при температуре 20+5° С и относительной влажности 65±5 %.
Билет №47.
1)Многослойная и Межслойная изоляция для обеспечения рядовой раскладки провода. Вместо понятия «многорядовая обмотка» следует применять «многослойная обмотка», учитывая, что в зависимости от точности раскладки «многослойная обмотка виток к витку» может быть получена с точной раскладкой (рядовой или шахматной), упорядоченной и внавал. При изготовлении «многослойной обмотки виток к витку без межслойной изоляции» только первые четыре—пять слоев могут быть получены с точной раскладкой, последующие получаются частично с упорядоченной раскладкой, частично внавал. Для обеспечения точной раскладки необходимо после каждого слоя прокладывать межслойную изоляцию.
Применение межслойной изоляции по возможности должно быть ограничено при намотке на бортовые каркасы вследствие сложности создания надежных автоматических устройств, поскольку ширина межслойной изоляции равна расстоянию между щечками каркаса. Рекомендуется применять межслойную изоляцию при изготовлении обмоток на гильзовых каркасах
2) Механическая прочность. Характеристики механической прочности материалов определяют на образцах с предварительно удаленной фольгой.
Механические свойства слоистых пластиков заметно отличаются по направлениям плетения: по утку и по основе. Для примера в табл. 1.5 приведены значения предела прочности на изгиб материалов толщиной 1,5 мм.
Релаксация (ползучесть). Дополнительно к общепринятому перечню механических параметров фольгированные материалы характеризуются деформацией под нагрузкой. Этот параметр определяет способность жесткого пластика в сборке с другими элементами, прикрепленными болтами, заклепками или другими крепежными приспособлениями, сохранять постоянную силу сжатая, не обнаруживая текучести или ослабления прочности сборки. Деформация под нагрузкой (релаксация) определяется процентным изменением толщины под воздействием нагрузки 28 МПа (280 кгс/см2) при температуре 70° С в течение 24 ч:
Плотность. Плотность материала с фольгой и без фольги определяют гидростатическим методом: взвешиванием образца на воздухе и в воде. Образец произвольной формы и массой не менее 0,5 г взвешивают на аналитических весах с погрешностью до 0,002 г. Затем его погружают в этиловый спирт для улучшения смачивания поверхности водой. Образец подвешивают на проволоке диаметром 0,2 мм к коромыслу весов. Подставляют под образец стакан с водой на специальную подставку, которая не должна касаться чашки весов, погружают в воду подвешенный образец и, отметив уровень погружения проволоки, взвешивают. Образец снимают с проволоки. Затем взвешивают проволоку при том же уровне погружения. Вычисляют плотность образца г:
Билет №48.
1)Обмоточный провод с термопластической изоляцией и дополнительным клеящим слоем. Выводы (отводы) проводом обмотки. Крепление последнего витка или слоя обмотки клеем-расплавом Во вновь разрабатываемых конструкциях обмоток следует шире применять провода марки ПЭВТЛ с полиуретановой изоляцией, способные облуживаться без предварительной зачистки, провода с дополнительным клеящим слоем марок ПЭВД, ПЭВТЛД и ПЭТВД, которые обеспечивают ряд технологических преимуществ при изготовлении обмоток. Их применение позволяет исключить укладку межслоевой изоляции при намотке многослойных обмоток; витки склеиваются вследствие расплавления и последующего отверждения дополнительного клеящего слоя, что исключает необходимость пропитки изделий с обмотками.
Выводы (отводы) следует выполнять проводом обмотки в виде скрученного или петлевого вывода. При изготовлении обмоток из тонких проводов Ø 0,05 — 0,23 мм вместо монтажного провода рекомендуется формовать вывод из обмоточного провода путем скручивания 2—5 его сложений (производится автоматически).
Для предотвращения разматывания провода последний виток (слой) рекомендуется закреплять быстро отверждающимся клеем-расплавом.
2) Водопоглощение, влагостойкость. Водопоглощение согласно ГОСТ 4650 определяют на образцах материала с удаленной фольгой. Образцы кондиционируют, взвешивают, погружают в дистиллированную воду с температурой (25±1)° С на 24 ч. После извлечения образцов из воды их насухо протирают фильтровальной бумагой и по истечении 1 ч снова взвешивают.
Водопоглощение X, %, определяется по формуле Х= (g1 — g0) /g0, где g0— масса образца в исходном состоянии, г; g1 — масса образца после пребывания в воде, г.
Влагостойкость диэлектрических оснований фольгированных материалов зависят от вида наполнителя (бумага, ткань, стеклоткань), в меньшей мере — от связующего, а также в значительной степени — от совместимости связующего с наполнителями, т. е. от качества пропитки наполнителя и полноты отверждения связующего.
Гетинаксы, поскольку для их изготовления используют бумагу, обладают относительно низкой влагостойкостью, склонностью к набуханию, разрушающему конструкции печатных плат.
Для стеклотекстолитов важен тот факт, что смолы плохо смачивают поверхность стеклянного волокна, поскольку оно, в отличие от волокон органического происхождения, не имеет микропор и шероховатостей. Это приводит к образованию на поверхности раздела стекловолокно-смола воздушных полостей, которые в основном и вызывают снижение диэлектрических характеристик в процессе увлажнения. Попытки повысить влагостойкость стеклотекстолитов путем удаления из стеклоткани замасливателя не дали ожидаемого эффекта, по-видимому, в связи с тем, что и в этом случае смачивающая способность связующего остается недостаточной. Для ее увеличения в связующее вводят поверхностно-активные по отношению к стекловолокну вещества. Выбор таких веществ ограничен, так как при введении в стеклотекстолит они должны не ухудшать, а улучшать диэлектрические свойства материала. Исходя из этих соображений, для аппретирования стеклоткани используют силановые реагенты.
Влагостойкость фольгированных диэлектриков оказывает прямое влияние на состояние электрической изоляции, поэтому ее обычно оценивают через изменение электрических параметров.
Температурный коэффициент линейного расширения. Температурный коэффициент линейного расширения (ТКЛР) равен среднему в интервале температур Δ T относительному удлинению образца: a=(lT— I0)/Δ T10 . Он имеет разные значения в различных диапазонах температур. Поэтому в каждом случае необходимо оговаривать диапазон температур, к которому относится указываемое значение коэффициента. Кроме того, нужно оговаривать направления, по которым оценивается ТКЛР: по осям X-Y расширяющееся связующее армировано волокнами ткани, по оси Z армирующий материал работает только как наполнитель и хотя и уменьшает температурное расширение, но не в такой степени, как по осям X-Y
Теплопроводность материала основания. Примерные значения коэффициента теплопроводности изоляционных оснований фольгированных диэлектриков, Вт/(м·°С),следующие: ХХХРС - 0,245; FR-1 - 0,23; FR-4 - 0,26; FR-5 — 0,26; медь — 389,6.
Билет №49.
1)Исключение вспомогательных элементов обмоток (трубок, ниток и др.) из конструкции каркаса позволит автоматизировать процесс формообразования
2) Огнестойкость (горючесть). Этот параметр характеризует способность материала к самогашению после принудительного воспламенения от внешнего источника.. Требования к самогашению вырабатывают лаборатории страховщиков. Общая методика испытаний на горючесть установилась следующая. Испытание проводится на материале с удаленной фольгой. Образцы для испытаний должны представлять собой обрезки материала длиной приблизительно 125 и шириной 12 мм. Края образцов должны быть гладкими. На расстоянии 25 мм от испытуемого края образца наносится маркировочная линия. Испытания проводятся на воздухе без сквозняков. Поэтому, если наблюдения проводятся в вытяжном шкафу, на время непосредственного испытания вытяжка (вентилятор) выключается. Образец закрепляется горизонтально, но его поперечная ось должна быть наклонена к горизонтальной плоскости под углом 45°.
К образцу подносится пламя газовой или спиртовой горелки так, чтобы кончик пламени только касался торца испытуемого образца. Через определенное время пламя горелки отводится в сторону, а дверца вытяжного шкафа закрывается до конца горения. Огнестойкость материала характеризуется временем горения образца от момента удаления пламени горелки до полного затухания пламени на образце. Одновременно с этим фиксируется, перешло ли горение за маркировочную линию, плавится ли материал и, если при плавлении образуются падающие капли, горят ли капли.
Установлено три уровня требований к огнестойкости материалов.
1. Образец должен потухнуть в течение 10 с после приложения пламени в течение 50 с. Образец должен потухнуть в течение 30 с после приложения пламени в течение 250 с.
2. Образец должен потухнуть в течение 30 с после приложения пламени в течение 250 с.
3.Образец должен потухнуть в течение 30 с после приложения пламени в течение 250 с без образования горящих капель.
Коробление. Измерение деформации листовых фольгированных материалов, т. е. отклонение их от плоской формы, принято характеризовать стрелой прогиба. Для определения стрелы прогиба к вогнутой поверхности листа в направлении наибольшей кривизны прикладывают легкую линейку и затем измеряют максимальный зазор между поверхностью материала и линейкой. Масса линейки не должна влиять на результат измерения. Предпочтительная длина линейки -1 м. Результат измерения стрелы прогиба с учетом длины всей линейки можно считать правильным, если кривизна листа равномерна.
При измерении коробления испытуемый лист кладется на горизонтальную поверхность вогнутой стороной вниз так, чтобы три угла нижней стороны листа касались горизонтальной поверхности. Коробление характеризуется расстоянием по вертикали между горизонтальной поверхностью и четвертым углом листа.
Нагревостойкость. При нагревании могут происходить структурирование и деструкция связующего. При структурировании молекулярная масса полимера увеличивается, жесткость его повышается, в результате чего механическая прочность его сначала растет. При деструкции происходит снижение молекулярной массы и механической прочности слоистого пластика. Термоокислительная деструкция связующего сопровождается выделением низкомолекулярных продуктов. Скорости структурирования и деструкции зависят от температуры.
Особое место должно уделяться одностороннему нагреву, имитирующему тепловыделения мощных элементов на плате. Интенсивный односторонний нагрев вызывает постепенные необратимые структурные изменения связующего, снижающие электрическую и механическую прочность материала. В этих условиях вредную роль играет сравнительно низкая теплопроводность материала.
Испытание на устойчивость к температурным напряжениям Misling) состоит в обнаружении внутренних дефектов материала основания, при котором стекловолокна отделяются от смолы обычно в местах пересечения нитей ткани. Данный дефект проявляется в виде отдельных белых пятен или перекрестий внутри материала основания и обычно вызывается термоударом. Для испытаний готовят образец размером 50x75 мм, с которого удаляют фольгу травлением. Испытания проводят в автоклаве, в качестве которого можно использовать бытовую скороварку. Образец размещают в автоклаве над водой. При нагреве автоклава температура должна подняться до 120° С, избыточное давление 100 кПа(1 бар) за 15 мин. В течение 25 мин автоклав выдерживают при этой температуре и затем быстро охлаждают под холодной водой. Образцы вынимают и высушивают в нормальных условиях в течение 1 ч.
Высушенные образцы погружают на половину длины в горячий припой на 15 с после извлечения и удаления прилипшего припоя осматривают на вздутие, побеление и расслоение. Кромку шириной в 1 см при осмотре не учитывают.
Современная техника испытаний привлекает к оценке нагревостойкости современные методы термографического анализа: термомеханические, термогравиметрические и др.
К понятию нагревостойкости относится также дугостойкость, определяющая время горения электрической дуги по поверхности материала до образования ожога — углеродной дорожки.
Вариант 51
Разновидности станков для изготовления микрокольцевых обмоток до 1 мм.
Решение проблемы намотки микрокольцевых обмоток не может быть обеспечено применением челночных станков вследствие больших габаритов челночно-шпульных или челночных групп. Эта проблема до некоторой степени разрешается использованием челночно- игольчатых схем намоточных станков (рис. 6.4). В станке СНТ-1, предназначенном для намотки кольцевых обмоток с внутренним отверстием 1 мм после намотки проводом диаметром 0,05—0,16 мм со скоростью 20—150 вит/мин, используют челночно-игольчатый механизм (рис. 6.4, д), выполненный в виде двухступенчатой дуговой иглы /, на хвостовой части которой располагается предварительно намотанный запас провода 2. Натяжение провода создается за счет образования петли на утолщенной части иглы. Игле с помощью специального захватывающего механизма, удерживающего ее в двух местах, сообщается вращательное движение. При подходе к каркасу захваты по очереди отпускают иглу и тем самым минуют его. Преимуществом станка является возможность намотки микрокольцевых обмоток, недостатком — опасность порчи изоляции при вытягивании провода через петлю.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
