
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При намотке секционных маловитковых кольцевых обмоток применение челночно-игольчатых станков с запасом провода в виде спирали или многорядовой обмотки не всегда целесообразно из-за больших потерь времени на выполнение различного рода вспомогательных операций.
Этих недостатков лишены станки, в которых запас провода представляет собой простой отрезок провода определенной длины. Станок НС-1 (рис. 6.4, б) рассчитан на намотку секционных обмоток с внутренним отверстием 2—3 мм после намотки проводом диаметром 0,05— 0,11 мм. Работа станка осуществляется следующим образом. Игла / подается вверх в отверстие каркаса и, захватив провод 4, протягивает его внутрь каркаса. В образованную иглой петлю входит клин 2, расширяющий петлю провода и отводящий провод от центра каркаса.
Удачнее решен этот вопрос на станках, где намотка обмотки осуществляется стальной иглой 1 (рис. 6.4, в), движущейся по круговой траектории под действием электромагнита, расположенного под немагнитным столом. Преимуществом этой схемы является возможность намотки обмотки с внутренним отверстием, немного превышающим диаметр иглы, недостатком — невозможность полного использования отрезка провода для образования витков вследствие постепенного выхода иглы из зоны действия магнита при его круговом движении. Этот недостаток может быть устранен при спиральной траектории движения.
Необходимость устранения ручного труда при изготовлении кольцевых обмоток с внутренним отверстием после намотки, близким или даже равным нулю, привело к созданию бесчелночных станков, в которых отсутствуют челночные или челночно-игольчатые группы, а их роль выполняет запас провода, намотанный в виде многослойной обмотки, проходящей в отверстие каркаса. В процессе наматывания происходит последовательный сброс каждого витка запаса и формирование кольцевой обмотки. На рис. 6.4, г показана схема бесчелночного станка для наматывания микрокольцевых обмоток. После установки каркаса обмоточный провод со смоточной катушки 1 пропускается в его отверстие и закрепляется на шкиве 2. Запас провода наматывается на цилиндрическую часть шкивов, затем провод отрезается от катушки и закрепляется на кольцевом каркасе. При дальнейшем вращении шкивов закрепленный конец провода тянет каркас к нижнему шкиву, натягивает провод и дает возможность зубьям диска, расположенного на шкиве, захватить один виток из запаса и сбросить его на верхнюю часть диска. Далее этот виток сбрасывается зубьями верхнего диска со второго шкива и в результате образуется виток обмотки. Процесс повторяется до полного использования всего запаса провода.
2. Стойкость к термоудару (воздействию пайки), химических растворов и к гальваническим процесса фольгированных материалов.
Определение стойкости к воздействию пайки (термоудару). Уменьшение размеров печатных проводников и контактных площадок осложняет задачу сохранения прочного сцепления фольги с диэлектриком в условиях пайки и перепаек, когда происходят интенсивная термическая деструкция клея и газовыделение продуктов деструкции.
Непосредственно во время температурного воздействия когезия (собственная прочность клея, связующего) ослабляется настолько, что прочность сцепления фольги с диэлектриком при температурах пайки составляет 5% от силы сцепления в нормальных условиях. Именно поэтому очень важно обеспечить отсутствие каких-либо механических нагрузок на фольгу во время пайки. После восстановления нормальных условий прочность сцепления составляет примерно 80 % исходного значения. Многократные пайки неоднозначно уменьшают прочность сцепления вплоть до полного разрушения клеевого шва. Дополнительным фактором, вызывающим разрушение клеевого шва, является разность в температурных расширениях медной фольги и диэлектрического основания.
Особенность испытаний на устойчивость к пайкам состоит в отсутствии возможностей имитировать условия пайки в прямом виде, так как наличие припоя на фольге грубо искажает результаты измерения усилий отрыва фольги от основания (см. п. 3.6.1.2). Поэтому условия пайки (термоудар) имитируют погружением образцов с полосками фольги в силиконовое масло или расплавленный припой, разогретые до рабочих температур пайки. В последнем случае фольгу припудривают тальком или смазывают силиконовым вазелином, чтобы припой не смачивал поверхности меди.
Образцы фольгированного материала помещают на расплавленный припой плашмя так, чтобы обратная его сторона не покрывалась припоем, т. е. он должен плавать на поверхности припоя. В силиконовое масло образец погружается целиком на глубину не менее 25 мм. Время погружения в жидкость или припой составляет 5...20 ев зависимости от требований, реализуемых данным типом материалов. При испытании тонких фольгированных материалов образцы вкладывают в рамку из материала с малой теплопроводностью (стеклотекстолит, фторопласт и т. п.)
Испытания требуют точного поддержания температуры в пределах ± 2° С. Самые незначительные отклонения режимов приводят к искажению результатов, так как стойкость фольгированных материалов резко уменьшается при незначительном превышении температуры и продолжительности ее действия сверх установленной нормы.
Нужно сказать, что среда и способ нагрева существенно влияют на результаты испытаний материала (рис. 1.14), так как от этого зависит интенсивность нагрева образцов.
Немаловажное значение при этом имеют теплоемкость и изменяющаяся от температуры вязкость материала среды — теплопередача осуществляется в основном в приповерхностном слое образца. Расплавленный припой наиболее близок к реальным условиям использования материала. Псевдоожиженный слой порошкового теплоносителя обеспечивает менее интенсивный нагрев, однако создает возможность одновременно с нагревом проводить электрические измерения изоляции.
Стойкость к термоудару методически правильно оценивать значениями температуры и времени, при которых прочность сцепления фольги уменьшается до 80 % от исходной прочности. Но это трудоемкий процесс, связанный с большим количеством испытаний. Поэтому в последнее время отработалась методика, по которой образец на 10 с помещается на плаву припоя, нагретого до температуры 288°С, и после остывания измеряется усилие отрыва фольги.
Определение стойкости к воздействию химических растворов. Испытание проводится выдержкой образца в последовательности различных растворов. Исторически сложилось испытывать материал в парах трихлорэтилена, имитирующих прежний процесс удаления органопроявляемого фоторезиста или краски. Для этого образец погружают на 75 с в растворитель при температуре 23°С. Затем после сушки образец погружают на 5 мин в раствор гидроокиси натрия плотностью 10 г/л при температуре 90°С и после отмывки — на 30 мин в раствор серной кислоты (10 г/л) и борной кислоты (30 г/л) при температуре 60°С. После этого образец отмывают, тщательно сушат и погружают на 40 с в горячее масло, нагретое до температуры 220°С. Наконец, образец помещают в обезжиривающую жидкость, отмывается, сушится и спустя 24 ч исследуется на отсутствие расслоений, вздутий и на соответствие требованиям по прочности сцепления фольги. Испытания в горячем масле допускается заменять на другую горячую жидкость или горячий воздух.
В табл. 1.10. приведены значения усилий отрыва фольги толщиной 35 мкм после стандартных воздействий.
Стойкость к условиям, имитирующим гальванический процесс. Испытания проводятся в растворах сульфата натрия с имитацией гальванического процесса. Методом травления на образце формируют полоски фольги шириной 0,75...1,5мм, так как при большой их ширине воздействие электролитов незаметно.
В соответствии с рекомендациями МЭК для этих испытаний используется раствор безводного сернокислого натрия в дистиллированной воде 10 г/л. Испытуемый образец с четырьмя полосками фольги помещается в раствор при температуре 70° С. В качестве анода служит угольный стержень, а катодом — испытуемый образец. Время воздействия — 20 мин, плотность тока — 2,15А/дм2
После воздействия образцы контролируются на отсутствие отслоений и вздутий, а затем — на прочность сцепления фольги с основанием. Как правило, образцы после этих испытаний должны сохранять 80...95 % исходной прочности.
Вариант 52
1.Технология пластинчатых МП, способы удаления заусенцев, изоляции пластин и влияние сборки МП на его магнитные свойства.
Изготовление пластинчатых магнитопроводов
Форма пластин и раскрой листового материала. Правильный раскрой материала при массовом выпуске пластин магнитопровода дает большую экономию материала и снижает стоимость выпускаемых изделий. Правильность раскроя характеризует коэффициент использования материала:
![]()
где п—число деталей из полосы,
F—площадь вырубаемой детали, мм2, В—ширина полосы, мм, L—длина полосы, мм.
По наличию отходов раскрой разделяется на раскрой без отходов и с отходами. На рис. 6.6 приведен пример безотходной штамповки пластин.
Пластины вырезают штампами в основном из полосового или ленточного материала, который, в свою очередь, отрезают от листа.
Полосы, из которых изготовляются различные пластины магнитопроводов, получают на листовых или роликовых ножницах.
Штамповка-вырубка пластин магнитопровода. Штамповка пластин магнитопроводов производится на прессах. Прессы оснащаются устройствами для автоматической подачи материала, а также для автоматического удаления и сбора отштампованных пластин. На ряде заводов применяют быстроходные прессы-автоматы.
Снятие заусенцев. Появление заусенцев на пластинах магнитопроводов при штамповке-вырубке объясняется затуплением режущих кромок штампа в процессе его работы (рис. 6.7). Наличие заусенцев на пластинах магнитопроводов может привести к короткому замыканию отдельных пластин и пакета в целом. Заусенцы уменьшают коэффициент заполнения пакета магнитной цепи. Применяют несколько способов снятия заусенцев.
Шлифование. Для снятия заусенцев шлифованием применяется устройство, схема которого приведена на рис.6.8. Пластины 2, уложенные на движущейся ленте 1 (заусенцами вверх) пропускают между шлифовальным кругом 3 и поддерживающим валиком 4.
Вальцевание. Пластины при вальцевании пропускают между двумя валиками из закаленной стали. Заусенцы снимаются и обламываются.
Электрополирование. После электрополирования магнитная проницаемость в слабых полях повышается на 10—12%. Наблюдается также снижение потерь на гистерезис (10—15%).
Удаление при электрополировании поверхностного слоя металла, в особенности на краях пластин, где имеет место наклеп после штамповки-вырубки, изменяет магнитные свойства пластины.
Правка пластин магнитопровода. В результате процесса штамповки-вырубки пластины магнитопровода оказываются деформированными. Степень деформации пластин определяется износом режущих кромок штампа, величиной зазора между пуансоном и матрицей, а также величиной усилия вырубки. Деформированные пластины магнитопроводов имеет ухудшенные магнитные свойства цепи, так как уменьшают коэффициент заполнения пакета. Вместе с этим неровности на пла стинах, образующиеся в результате штамповки - вырубки, резко снижают электрическую прочность изоляции при стягивании магнитопровода. Существует несколько способов правки пластин магнитопровода.
Отштампованные пластины можно править, пропуская их через специальные вальцы или на эксцентриковых прессах штампами с плоскими шлифованными рабочими частями.
Другим способом правки является термическая обработка пластин, собранных в пакет и зажатых струбцинами. Струбцины вместе с пластинами помещаются в печь. Этот способ является менее качественным, чем правка на вальцах; кроме того, при правке в струбцинах иногда происходит прочное сцепление отдельных пластин между собой. При отделении эти пластины вновь искривляются.
Наклеп в пластинах магнитопровода. В результате процесса штамповки-вырубки пластин магнитопровода изменяется структура магнитного материала—материал наклепывается. Изменение структуры ярко выражено по периметру детали. Ширина наклепанной зоны находится в пределах 0,4—4 мм в зависимости от толщины штампуемого материала, величины зазора между режущими кромками штампа и их износа.
Последующий процесс правки пластин также приводит к изменению структуры материала, причем материал наклепывается в объеме пластин. В результате двух операций штамповки-вырубки и штамповки-правки пластина магнитопровода оказывается как бы закрытой наклёпанной зоной материала. Как известно, исходная структура материала представляет собой кристаллы правильной формы. Наклепанная зона—это участки материала с разрушенными кристаллами, вытянутыми по форме и ориентированными в направлении движения инструмента.
Появление наклепа связано с возникновением внутренних напряжений в материале. Наклеп весьма вредно сказывается на магнитных свойствах материала, а именно: уменьшает магнитную проницаемость, увеличивает коэрцитивную силу и изменяет форму петли гистерезиса. Кольцо из пермаллоя подвергалось механическому сжатию вручную. Исходная петля гистерезиса может превратиться в эллипс.
Отжиг пластин магнитопровода и нанесение изоляции. В целях снятия внутренних напряжений и устранения наклепа производят отжиг пластин.
В процессе нагревания материала и выдержки его при определенной температуре наблюдают явление рекристаллизации, заключающееся в восстановлении и росте кристаллов материала, разрушенных при штамповке.
В результате отжига материал приобретает прежнюю кристаллическую структуру, а напряжения, имевшиеся в материале, снимаются, при этом магнитные свойства материала восстанавливаются. Температура отжига магнитного материала определяется температурой рекристаллизации.
Процесс отжига состоит из трёх этапов: 1) повышение температуры до температуры отжига; 2) выдержка; 3) медленное снижение температуры и выгрузка деталей из печи.
В промышленности применяют три разновидности отжига пластин магнитопроводов, а именно:
-с ограниченным доступом воздуха,
-отжиг в водородной среде,
-отжиг в вакууме.
Отжиг с ограниченным доступом воздуха осуществляется в герметичных контейнерах. Одновременно с восстановлением магнитных свойств пластины покрываются оксидной пленкой, которая представляет собой диэлектрик и обеспечивает изоляцию пластин между собой в собранном магнитопроводе.
Отжиг в водородной среде способствует росту кристаллов, что повышает магнитную проницаемость материала. При этом магнитный материал очищается от вредных примесей за счет восстановления окислов железа, причем примеси углерода и серы уходят в виде газов по реакциям:
С + 2Н2 → СН4, О + Н2 → Н2О, S + Н2 → Н2S.
|
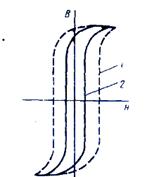
Рис. 6.12.Влияние водородного отжига на характер гистерезисного цикла: 1-чистое отожжённое железо,2- железо, отожженное в водороде
В процессе водородного отжига на поверхности пластин не образуется изоляционной оксидной пленки.
Отжиг в вакууме производят в специальных установках, где создают разряжение, измеряемое остаточным давлением от 1 до 5 мм рт. ст. Откачка воздуха продолжается в течение всего процесса отжига и прекращается при охлаждении печи до температуры порядка 200°С. Отжиг в вакууме экономически выгоднее, чем в водороде, так как не связан с расходом газа.
В табл. 6.1 указаны типовые режим термической обработки некоторых магнитных материалов, применяемых в производстве радиоэлектронной аппаратуры.
С целью уменьшения вихревых токов пластины магнитопроводов изолируют с друг от друга. В качестве изоляции может быть использована конденсаторная бумага. Недостатком этого способа являются гигроскопичность бумаги и уменьшение коэффициента заполнения магнитной цепи.
Во многих случаях в качестве изоляции применяют оксидную пленку, образуемую в процессе отжига пластин. Весьма распространенными способами является лакировка и фосфатирование пластин. Толщина лаковой пленки должна увеличиваться с повышением частоты магнитного поля. Фосфатирование обеспечивает более высокие электроизоляционные свойства, чем лакировка.
Следовательно, механическая прочность на продавливание у фосфатного слоя значительно выше, чем у лакового.
Сущность процесса фосфатирования для целей электроизоляции заключается в том, что металлическая поверхность, предварительно очищенная от ржавчины и жировых загрязнений, обрабатывается 3%-ным раствором препарата «Мажеф» с добавкой азотнокислого цинка. В результате такой обработки на поверхности изделия получается покрытие светло-серого или темно-серого цвета мелкокристаллической структуры, обладающее хорошими изоляционными свойствами.
Технологический процесс фосфатирования пластин состоит из следующих операций:
1) подготовки поверхности пластин (обезжиривание, травление в кислотах при наличии ржавчины и окалины);
2) фосфатирования;
3) пропитки хромпиком;
4) сушки.
Процесс фосфатирования продолжается 10—12 мин при температуре рабочего раствора 97—99° С. Раствор для фосфатирования содержит 30-35 г/л препарата
«Мажеф» и 40—50 г/л азотнокислого цинка.
Сборка магнитопровода. Различают два способа сборки магнитопровода: вперекрышку и встык, что поясняется рис. 6.13, 6.14. Сборку встык применяют в том случае, когда необходимо иметь воздушный зазор в магнитопроводе, например в дросселях. Величина воздушного зазора регулируется количеством бумажных прокладок между пластинами.
Пластины магнитопровода, подаваемые на сборку, должны быть гладкими без заусенцев и иметь изоляцию. Качество пластин определяет коэффициент заполнения магнитной цепи. Стягивание пластин магнитопровода осуществляют шпильками, болтами или металлической обоймой.
Во избежание короткого замыкания отдельных пластин и возрастания потерь на вихревые токи шпильки, болты, металлически обоймы должны быть электрически изолированы от магнитопровода. Для изоляции крепежных элементов от магнитопровода применяют прокладки, трубки из кабельной бумаги, электрокартон, кембрик и пр.
Для улучшения коэффициента заполнения магнитной цепи пакет пластин подвергают в процессе сборки сжатию с определенным усилием, действующим в плоскости, перпендикулярной плоскости пластин.
Сжатие магнитной цепи вызывает изменение как магнитных так и электрических характеристик материалов, при этом уменьшается электрическое сопротивление, падает магнитная проницаемость, растут потери на вихревые токи и гистерезис. Поэтому весьма важным вопросом в технологии сборки магнитопроводов является определение оптимального усилия стягивания.
Чрезмерное увеличение или понижение усилия сжатия нежелательно. В этих случаях наблюдается увеличение общих потерь магнитной цепи.
2. Влияние избытка или недостатка реакционных групп на качество ПП.
Тип отвердителя и его количество оказывают существенное влияние на условия отверждения и на электрические, физико-механические и прочностные характеристики отвержденных эпоксидных смол. Очень важно соблюсти пропорцию между количествами эпокси-групп в смоле и реакционных групп в отвердителе. Избыток реакционноспособных групп приводит к образованию большого числа сшивок, т. е. к переотверждению смолы и возникающие при этом внутренние напряжения могут вызвать её растрескивание. С другой стороны, слишком редкая пространственная сетка отвержденной смолы обусловливает низкие эксплуатационные свойства пластика: химическую стойкость, влагостойкость и др.
Вариант 53
1.Технология ленточных магнитопроводов; разновидности ленточных магнитопроводов, ТП, содержание отдельных операций.
Изготовление ленточных магнитопроводов
Форма ленточного магнитопровода в зависимости от его назначения может быть тороидальная, квадратная, прямоугольная, С-образная и Е-образная. Ленточные магнитопроводы делятся на две группы—витые и гнутые. В свою очередь витые ленточные магнитопроводы бывают неразрезные и разрезные. Неразрезные ленточные магнитопроводы имеют лучшие магнитные характеристики, чем разрезные примерно на 5— 10%, так как в последних неизбежны воздушный зазор и частичное замыкание торцов. К недостаткам неразрезных магнитопроводов относятся: сложность и большая трудоемкость намоточных работ и сравнительно малый коэффициент заполнения окна сердечника.
При использовании разрезных ленточных магнитопроводов катушки можно изготовлять на обычных намоточных станках.
Витые ленточные магнитопроводы. Витые ленточные сердечники изготовляют навивкой ленточного магнитного материала на специальных станках. Определенную форму магнитопроводу придают с помощью специальных приспособлений специальных приспособлений (оправок), укрепляемых на шпинделе намоточного станка. Торцы разрезных магнитопроводов подвергают тщательному шлифованию. В месте стыка двух половин сердечника добиваются минимального воздушного промежутка (до 5 мкм).
Изготовление ленточных витых магнитопроводов состоит из следующих операций:
1) контроль материала на соответствие техническим условиям;
2) разрезание материала на ленты необходимой ширины;
3) зачистка лент от заусенцев;
4) обезжиривание ленты;
5) нанесение изоляции;
6) навивка магнитопроводов;
7) термообработка магнитопроводов;
8) разрезание магнитопроводов (для разрезных магнитопроводов);
9) шлифование, торцов магнитопроводов (для разрезных магнитопроводов);
10) контроль электрических и магнитных свойств магнитопроводов.
2. Основные операции в производстве диэлектрических оснований ПП, их краткая характеристика.
В качестве диэлектрических оснований базовых материалов для печатных плат большей частью используют слоистые пластики, армированные волокнистыми материалами.
Качество фольгированных материалов определяют два основных процесса: пропитка и прессование. Пропитку наполнителя раствором связующего можно рассматривать как вытеснение воздуха из пор и капилляров наполнителя и замену его связующим.
При пропитке бумаги раствор связующего не только проникает в поры между волокнами целлюлозы, но пропитывает сами волокна. В случае недостаточной пропитки отдельных волокон этот дефект может быть исправлен при прессовании.
Для изготовления высококачественных фольгированных стеклотекстолитов полное смачивание стеклянного волокна связующим и вытеснение воздуха — непременное условие процесса пропитки.
После пропитки наполнитель, подвергается сушке, при которой протекают два процесса: физический — испарение растворителя и химический — начальная стадия реакции конденсации и структурирование олигомера. Так что в конце сушки связующее преходит в полуотвержденное состояние (стадия В).
В таком состоянии пропитанный наполнитель используется для изготовления фольгированных слоистых пластиков методом прессования. Для изготовления МПП, в которых отдельные печатные слои склеиваются в монолитный пакет слоев, наряду с тонкими фольгированными листами отвержденной стеклоткани поставляется прокладочная стеклоткань, связующее в которой в исходном состоянии должно находиться на стадии В.
Пропитанный наполнитель характеризуется четырьмя основными показателями: содержанием связующего (наносом смолы), содержанием летучих, содержанием растворимой части связующего и текучестью. Методы определения этих параметров стандартизированы.
Процесс прессования заключается в одновременном воздействии на материал высокого давления и температуры. Под влиянием повышенной температуры смола, находящаяся в пропитанном наполнителе, расплавляется и под давлением более глубоко пропитывает листы наполнителя, склеивая их. Воздушная прослойка между листами фольги и слоями пропитанного наполнителя выжимается на периферию пакета. Текучесть и вязкость расплавленной смолы, связанные со степенью конденсации, реакционной способностью и температурой, должны обеспечить возможность удаления воздушных включений, прежде чем расплавленная смола станет твердой. При низкой текучести смолы отдельные воздушные включения вдавливаются в поры наполнителя и остаются в нем. Слишком большая текучесть ведет к снижению количества смолы в материале. Для улучшения процесса выдавливания летучих и газовых фракций используют прессы с вакуумным отсосом.
Основные операции: получение стеклянного волокна, затем получение стеклянной ткани
Из стеклянных нитей получают крученую стеклянную пряжу, скрученную из отдельных волокон. Из пряжи ткут стеклянные ткани с различным видом плетения: саржевое, полотняное, сатиновое. Ткани и ленты из стеклянного волокна, применяемые для электрической изоляции, обычно имеют толщину 0.010...0,28 мм, массу 1 м2 от 1.325 до 5 кг, соотношение по утку и основе от 1:1 до 1:10, плотностью переплетения (количества нитей на единицу площади ткани) по утку и основе.
Преимуществами стеклянной волокнистой изоляции по сравнению с органическими волокнами являются: высокая теплостойкость, а также значительная механическая прочность, относительно малая гигроскопичность и хорошие электроизоляционные свойства.
Толщину стеклоткани приходится учитывать, когда к плате предъявляются требования по волновому сопротивлению полосковых линий связи и при наличии в конструкции платы печатного разъема. Кроме того, плотность переплетения нитей и плотность скрутки пряжи сказывается на пропитке ткани связующим. Можно также утверждать, что чем рыхлее переплетение, тем меньше остаточных напряжений в диэлектрическом основании, которые потом реализуют себя в усадке слоев после травления.
Вариант 54 ТПРЭС
1.Технология ленточных магнитопроводов; содержание операций удаление заусенцев, изоляция, термообработка. (также смотри вар.53, вопрос.1)
Остановимся на основных операциях этой технологии.
Резка ленты. Разрезание материала на ленты производят многодисковыми ножницами. В процессе работы ножниц ножи вращаются навстречу друг другу, затягивается материал и разрезается на ленты необходимой ширины. Для приема разрезанных полос служат намоточные бобины. Заправляются концы разрезанных полос после того, как через ножи пропущено 1,5—2 м ленты, при этом ножницы выключают и концы разрезанных полос заправляют в прорези оправок намоточных бобин. На ножницах имеются два набора бобин (верхний и нижний), вращающихся в противоположных направлениях синхронно.
Особое внимание уделяют параллельности движения ленты при разрезании, так как этим определяется прямолинейность кромок. Для обеспечения хорошего качества резки ленты и избежания вытягивания и обрывов натяжение ленты на участке от размоточных бобин до ножей должно быть значительно больше, чем натяжение на втором участке—от ножей до намоточных бобин.
Однако, даже при правильной настройке ножниц с учетом ряда факторов, определяющих качество резки, все же не удается получить ленту без заусенцев. Заусенцы имеют размеры порядка 3—5 мк. Эти заусенцы, образующие короткозамкнутые витки, удаляются на последующей операции—обезжиривании и зачистке.
Обезжиривание и зачистка ленты. Загрязненные участки ленты не позволяют создать хорошего изоляционного слоя. Вполне понятно, что при наличии плохой изоляции магнитопровода будут появляться короткозамкнутые витки и, следовательно, возрастут потери на. вихревые токи.
Для проверки влияния короткозамкнутых витков на свойства магнитопровода производили опыты по созданию искусственного замыкания витков магнитопровода на торце. На рис. 6.22 показана снятая на осциллографе петля гистерезиса тора 1. На одном из торцов тора витки были замкнуты точечной электросваркой. Петля 2 изменила свою форму и ее площадь (потери) значительно возросла при некотором снижении индукции. Затем были замкнуты витки с другого торца тора. Петля приняла вид, близкий к эллипсу 3, площадь петли возросла еще больше, индукция снизилась. Опыт показал, что заусенцы, образующие короткозамкнутые витки, значительно влияют на потери в магнитопроводе и сказываются на увеличении тока холостого хода.
Лента, проходя через очистители и ванны, подвергается очистке от загрязнений, а заусенцы снимают абразивными брусками или стальными роликами. Хорошие результаты дает ультразвуковая промывка ленты.
Для того чтобы края ленты не растягивались, а намотка на оправку приемной бобины 5 была ровной и плотной, необходимо правильно выбирать усилие натяжения ленты. Выбор натяжения ленты при зачистке производится экспериментально.
Однако, как показали проведенные исследования, даже при отсутствии заусенцев (в идеальном случае) прямоугольный профиль ленты способствует замыканию сердечников по торцу, так как после отжига происходит деформация витков. Поэтому, чтобы получить сердечники высокого качества, необходимо не только удалить заусенцы, но также придать профилю сечения ленты овальную форму.
Лучше всего это достигается электролитической полировкой, которая не деформирует ленту и не ухудшает её магнитных свойств материала, а при некоторых условиях даже улучшает их.
Одним электродом служит лента, вторым—пластина из сурьмянистого свинца. Ванна с электролитом питается от сети переменного тока через понижающий трансформатор. Электрополировка осуществляется на автоматической конвейерной установке, причем лента не требует предварительного обезжиривания, так как электролит одновременно является обезжиривающим и полирующим средством.
Ленту сматывают с кассеты, протягивают сначала через ванну электрополировки, погружая одним торцом в электролит на глубину 1—1,5 мм, затем через промывочную камеру (водяной душ), сушилку (обдувка подогретым до 60° С воздухом) и наматывают на кассету. После обработки одного торца кассету с лентой переворачивают на 180° С и обрабатывают второй торец.
Установка позволяет полировать одновременно (параллельно) несколько бобин лент.
Нанесение межвитковой изоляции и навивка магнитопровода На практике применяется несколько способов нанесения изоляции на ленту в процессе навивки магнитопроводов. Широкое применение имеет электрофорезный способ. Для нанесения межвитковой изоляции в ленточных сердечниках способом электрофореза применяют следующие составы:
а) суспензный раствор кремниевой кислоты в ацетоне;
б) суспензный раствор окиси магния в четыреххлористом углероде;
в) раствор коалина в воде.
Наиболее широкое применение получил суспензный раствор кремниевой кислоты в ацетоне.
Сущность электрофорезного способа состоит в том, что при наличии разности потенциалов в жидкости (суспензии), в которой частички порошка находятся во взвешенном состоянии, наблюдается движение последних к электроду и осаждение их на его поверхности. В данном случае этим электродом является лента магнитопровода. Применяя суспензию кремниевой кислоты в ацетоне, можно получить толщину изоляционного покрытия равную 5—10мкм.
Термическая обработка магнитопроводов. Как указывалось выше, при штамповке трансформаторных пластин образуется сильно деформированная зона материала по контуру разделения, которая резко снижает его магнитные свойства. В ленточных витых сердечниках остаточные напряжения тем выше, чем меньше диаметр сердечников и толще сталь. Здесь эти напряжения распространяются по всему объему и свойства стали резко ухудшаются.
Проведенные измерения показали, что в результате отжига магнитопроводов индукция их повышается примерно в два раза. Для проверки влияния наклепа производилось измерение индукции отожженного магнитопровода после его свободного падения с высоты 1,5 м на бетонную площадку. Результаты измерения показали, что индукция магнитопровода снизилась на 20%. Следовательно, при изготовлении трансформатора нельзя допускать ударов и сильного механического воздействия на магнитопровод во избежание снижения его индукции.
Наиболее распространенным является отжиг в вакууме, который обеспечивает наилучшие результаты.
Пропитка витых магнитопроводов клеем БФ-4. По своей конструкции витой магнитопровод должен быть достаточно жестким, чтобы обеспечить надежное крепление трансформатора или дросселя. Деформация магнитопровода влечет за собой появление наклепа, что снижает индукцию трансформаторной стали. Кроме того, сердечник должен быть защищен от влаги. Для улучшения жесткости и влагостойкости магнитопровод подвергают пропитке.
Широкое применение получила циклическая пропитка. В качестве пропиточных материалов применяют клей БФ-4, лак 321 и др.
Пропитке магнитопроводов предшествует сушка, проводимая в сушильном шкафу при температуре 100° С в течение часа. После этого магнитопроводы помещают в пропиточный бак, подогретый до температуры 30—40° С, где производят предварительную вакуумную сушку при разрежении 1—5 мм рт. ст. в течение 15—30 мин. Затем в бак подают пропиточный материал, которым пропитывают магнитопровод в течение 5 мин при остаточном давлении 20—40 мм рт. ст. Далее снимают вакуум и создают в пропиточном баке избыточное давление 30-40 МПа в течение 5 мин. Эти операции повторяют несколько раз.
Для изоляции и склеивания витков разрезных магнитопроводов применяют смесь жидкого стекла и кварцевой пудры в следующем соотношении: 20% кварцевой пудры и 80% водного раствора жидкого стекла. Этот состав обеспечивает равномерный слой изоляции толщиной 15—20 мкм и достаточно хорошо склеивает витки магнитопровода в процессе отжига. Поскольку жидкое стекло является гигроскопичным, магнитопроводы покрывают спиртовым раствором клея БФ-4, обеспечивающим влагозащиту.
Разрезание магнитопроводов. Разрезание магнитопроводов одна из ответственных операций. Неправильное разрезание может привести к изменению электрических и магнитных свойств магнитопровода в результате образования короткозамыкающегося слоя с измененной кристаллической структурой направленного внутрь сердечника и приводящего к появлению вихревых токов.
Магнитопроводы могут быть разрезаны различными способами, например фрезерованием, абразивами, электроискровой обработкой и т. д.
Фрезерование сердечников производят дисковой фрезой толщиной 1,5—2 мм с числом оборотов 75—100 обI мин. При этом поверхность разреза неровная, а витки - короткозамкнуты. Фрезерование приводит также к появлению наклепа и изменению ориентации кристаллов в месте разреза.
Электродисковая (анодно-механическая) разрезка в меньшей степени изменяет электрические и магнитные свойства сердечников, чем фрезерование. При электроискровой разрезке большая часть пластин сердечника разделена и незначительная часть замкнута. Изменение ориентации кристаллов в поверхностном слое, вследствие теплового воздействия, имеет место на глубине 50—80 мкм, что намного меньше, чем при фрезеровании. Получаемая чистота поверхности Rz=20 мкм.
При разрезании абразивным кругом чистота поверхности достигает Ra=1,25 мкм, при этом отпадает необходимость применения последующего шлифования. На рис. 6.26 условно показаны глубины проникновения замыкающего слоя. Свойства магнитопроводов 2 и 3 соответственно на 3—5 и 60—80% хуже, чем у магнитопровода 1. Сильное ухудшение свойств магнитопровода 3 объясняется увеличением магнитного сопротивления из-за разрыва магнитных силовых линий.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
