
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Шлифование торцов. После разрезания магнитопроводов на торцах остаются неровности, которые приводят к образованию зазоров при сборке двух половин сердечника. Для уменьшения зазоров торцы шлифуют. Применяют как абразивную, так и анодно-механическую шлифовку.
Контроль электрических и магнитных параметров витых магнитопроводов. У готовых магнитопроводов проверяют величину потерь (на гистерезис, рассеивание и вихревые токи), а также величины индукции, магнитной проницаемости и тока холостого хода.
1. Измельченные неорганические наполнители, их назначение.
ДРУГИЕ НАПОЛНИТЕЛИ. Здесь имеется ввиду тонко измельченный материал, который добавляется в связующее для изменения его свойств. В ряду таких наполнителей большей частью неорганические материалы, начиная от каолина до стеклянных сфер. Незачем говорить о рядовых наполнителях. Интерес проявляется к необычному их использованию. Например, каолиновая пудра в смеси с коллоидным палладием, введенная в объем диэлектрического основания, служит катализатором химической металлизации применительно к аддитивным процессам изготовления плат. Стеклянные микросферы уменьшают диэлектрическую проницаемость и потери в диэлектрических подложках. Другие наполнители уменьшают коэффициент термического расширения и тем самым улучшают надежность плат. Использование наполнителей зачастую улучшает обрабатываемость плат.
Вариант 55 ТПРЭС
1.Гнутые МП, основные операции ТП.
Гнутые ленточные магнитопроводы. Изготовление ленточных магнитопроводов методом гибки состоит в том, что отрезки ленты различной длины собирают в определейном порядке в пакет (рис. 6.27, а), который затем изгибают в специальном приспособлении (рис. 6.27, б).
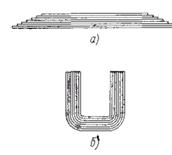
Рис. 6.27. Пакет заготовок (а) и гнутый магнитопровод (б)
К основным операциям изготовления гнутых магнитопроводов относят:
1) резка материала на ленты требуемой ширины;
2) обезжиривание ленты;
3) снятие заусенцев;
4) промывка и вторичное обезжиривание;
5) покрытие ленты суспензией (двуокись титана и жидкое стекло);
6) резка ленты на заготовки различной длины;
7) пакетирование заготовок;
8) гибка пакетов в гибочном приспособлении;
9) фрезерование торцов пакета после гибки;
10) запрессовка в кассету;
11) отжиг в вакуумной печи;
12) выпрессовка пакета из кассеты;
13) шлифовка торцов пакета;
14) контроль на активные потери и ток холостого хода.
Технологический процесс изготовления гнутых ленточных магнитопроводов сравнительно легко поддается, механизации.
2. Бумага.
ДРУГИЕ ПЛЕТЕНЫЕ НАПОЛНИТЕЛИ.
Фольгированные материалы на основе стеклотканей широко применяются в производстве печатных плат наряду с другими более дешевыми наполнителями, которые используются или сами по себе или в комбинации со стеклянными тканями.
БУМАГА. Целлюлозная бумага также может быть использована как армирующий материал. Она может быть усилена стеклянными тканями, может использоваться самостоятельно. Но главное ее назначение — удешевить базовый материал, что особенно важно в производстве массовой продукции: телевизоров, калькуляторов, радиоприемников, электронных игрушек и т. п. Бумага из очищенной целлюлозы используется в производстве FR-2, FR-3 и в комбинации со стеклотканью — в СЕМ-1.
Вариант56
1.Технология МП из магнитодиэлектриков; материалы МП.
Изготовление магнитопроводов из магнитодиэлектриков
Качество магнитопроводов из магнитодиэлектриков зависит главным образом от магнитной проницаемости магнитного материала, степени его размола, .качества связующего изоляционного вещества и от соблюдения технологического процесса производства.
Магнитный материал должен быть возможно более тонкого помола и иметь шаровидную форму зерен, которые должны быть хорошо изолированы друг от друга для снижения потерь на вихревые токи в магнитопровода. Лучшими изоляционными материалами для производства магнитодиэлектриков являются бакелитовая смола, аминопласт, полистирол, жидкое стекло. Магнитными материалами для производства магнитодиэлектриков являются карбонильное железо и альсифер.
Карбонильное железо. Порошкообразное карбонильное железо образуется разложением пентакарбонила на окись углерода и железо, отдельные частицы которого имеют сферическую форму диаметром 2—20 мкм. Эффективная магнитная проницаемость сердечника из карбонильного железа на радиочастотах может достигать 20 гс/эрст, а их удельное сопротивление составляет примерно 0,1 ом·мм2/м.
Альсифер. Сплав альсифер по своим характеристикам (удельному сопротивлению и магнитной проницаемости) близок к карбонильному железу и во многих случаях заменяет его в производстве сердечников. Альсифер представляет собой сплав кремния, алюминия и железа. Он отливается в виде тонких пластин, имеющих повышенную хрупкость, которые затем подвергаются дроблению, размолу и отжигу.
Дробятся слитки альсифера в ступе ударами бойка пресса или другого какого-либо ударного механизма до состояния крупнозернистого песка.
Размол альсифера обычно производят во вращающихся металлических барабанах со стальными шарами диаметром 20— 40 мм, которые размалывают сплав до мелких зерен диаметром порядка 20 мкм. Длительность размола составляет около 20 ч.
В процессе дробления и размола зерна порошки приобретают значительный наклеп, снижающий магнитные качества сплава. Для снятия наклепа порошок отжигают при температуре 700— 800°С в течение двух часов. В процессе отжига отдельные зерна порошка покрываются тонким слоем окислов алюминия и кремния, предохраняющим порошок от спекания и снижающим потери на вихревые токи.
Процесс изготовления сердечников из магнитодиэлектриков состоит из следующих основных операций:
1) приготовления массы;
2) прессования;
3) отжига;
4) пропитки.
Приготовление массы заключается в том, что порошок магнитного материала (карбонильного железа, или альсифера) подвергают тщательному смешиванию с изоляционным материалом. В качестве изоляционно-связывающего материала чаще всего применяют:
а) бакелитовую смола в количестве 3—4% от состава всей массы по весу;
б) полистирол в количестве 8—15% от общего веса.
Масса со связкой из полистирола, обладающая хорошей текучестью, обычно идет на изготовление сердечников сложной конфигурации.
Количество связки должно быть по возможности минимальным, так как увеличение ее содержания резко уменьшает магнитную проницаемость сердечника и увеличивает диэлектрические потери.
Смесь магнитного порошка с порошкообразным диэлектриком первоначально в сухом виде, а затем увлажненная ацетоном или спиртом, тщательно перемешивают и растирают в специальных мешалках-бегунах до сыпучего состояния. Затем массу насыпают тонким ровным слоем на металлические противни и просушивают в естественных условиях для удаления из нее летучих веществ. После этого масса готова к прессованию.
Сердечники с термореактивной связкой изготовляют на гидравлических прессах методом холодного прессования в специальных одноместных пресс-формах.
Режимы прессования:
а) давление 8—10 т/см2,
б) выдержка под давлением 1—2 сек,
в) температура 15—20°С.
Чтобы избежать неравномерности магнитной проницаемости по длине сердечника, прибегают к двустороннему прессованию.
Зависимость магнитной проницаемости от величины давления прессования: с увеличением давления прессования проницаемость магнитодиэлектрика возрастает до определенного значения для данного типа магнитодиэлектрика. Дальнейшее повышение давления не приносит заметного увеличения проницаемости. Вместе с увеличением проницаемости наблюдается также и изменение других параметров материала: возрастает электропроводность магнитодиэлектрика, растут потери на вихревые токи, что происходит за счет разрушения изоляционной пленки и увеличения проницаемости магнитодиэлектрика. Потери на гистерезис обычно возрастают вследствие изменения магнитных свойств ферромагнетика в процессе прессования в связи с пластической деформацией феррочастиц.
Спрессованные сердечники нагреваются (полимеризуются) при температуре до 140°С с выдержкой в течение 6—8 ч, после чего пропитываются в церезине или парафине для предохранения от коррозии.
Изготовление сердечников из магнитодиэлектриков со связкой из полистирола ничем не отличается от производства изделий из термопластических пластмасс.
Готовые сердечники подвергаются контролю по габаритным размерам, на механическую прочность (выборочно), на магнитную проницаемость и добротность.
2. Арамидные волокна.
ДРУГИЕ ПЛЕТЕНЫЕ НАПОЛНИТЕЛИ.
Фольгированные материалы на основе стеклотканей широко применяются в производстве печатных плат наряду с другими более дешевыми наполнителями, которые используются или сами по себе или в комбинации со стеклянными тканями.
АРАМИДНЫЕ ВОЛОКНА. Арамид — ароматический полиамид — аморфный полимер линейного строения, обладающий высокой прочностью в нитях, лентах и пленках. Его синтезируют на основе м-фенилендиамина и производных изофталиевой и терефталиевой кислот. Отечественное название ароматических полиамидов — фенилон. Для арамида и фенилона характерны высокие температуры размягчения (до 430°С), достаточно высокая (до 220°С) температура длительной эксплуатации, повышенная радиационная и химическая стойкость, низкая плотность, отрицательный коэффициент линейного расширения в аксиальном направлении (вдоль волокон). В смеси с другими смолами композиция может получить нулеовой коэффициент линейного расширения по осям X-Y. Уникальные свойства арамидных волокон позволяют использовать их в композиционных материалах подложек для многокристальных модулей, многоуровневых печатных платах с глухими отверстиями, которые легко формируются в арамиде с помощью плазмы или лазера.
Вариант 57
1.Технология МП из ферритов; особенность технологии плоских и цилиндрических магнитных плёнок.
Изготовление магнитопроводов из ферритов
Металлические магнитные материалы (различные сорта трансформаторной стали, пермаллой и т. п.) обладают низким значением удельного электрического сопротивления (0,00001—0,0001 ом·см). Поэтому они не могут быть применены на высоких частотах, так как возникающие в них вихревые токи вызывают значительные потери энергии (потери на вихревые токи возрастают пропорционально квадрату частоты). На высоких частотах используют магнитодиэлектрики. Они имеют более высокое удельное сопротивление (порядка 0,1—100 Ом·см).
Существенным недостатком магнитодиэлектриков является их небольшая магнитная проницаемость (10—60 гс/эрст). В процессе изыскания магнитного материала с высокой проницаемостью и малыми потерями на высоких частотах выяснилось, что при замене в магнетике одного из трех атомов железа атомом никеля, марганца, магния, меди или другого двухвалентного металла можно получить магнитные неметаллические материалы с ценными для радиотехнических целей физическими свойствами. Эта группа материалов носит название ферритов (они также называются оксиферами, ферроскубами, феррокерамикой). Таким образом, ферритами называют соединения типа МО·Fе20з, где М—символ двухвалентного металла.
Установлено, что наилучшими свойствами обладают сложные ферриты, состоящие из ферромагнитных ферритов никеля, марганца, магния или меди и неферромагнитных ферритов цинка и кадмия. Наибольшее распространение получили никель-цинковые и марганец-цинковые ферриты.
Технология изготовления ферритов аналогична технологии изготовления керамики. Ферриты имеют мелкозернистую кристаллическую структуру. Механические свойства их близки к механическим свойствам керамических изделий. Детали из феррита обладают значительной твердостью, подвергаются обработке только с помощью абразивов и алмазного инструмента, хорошо шлифуются с помощью карборундового порошка.
Ферриты имеют проницаемость от 01.01.01 гс/эрст. Удельный вес различных ферритов колеблется от 3 до 5 г/см3, причем наибольший удельный вес имеют ферриты с высоким значением проницаемости; удельное сопротивление постоянному току от 102 до 107 ом·см.
В качестве исходных материалов для изготовления никель-цинковых ферритовых сердечников используют окись железа Fе2Оз, окись цинка ZnO, закись никеля NiO и парафин.
Технологический процесс изготовления ферритовых сердечников при использовании окислов металлов ведется по схеме, приведенной на рис. 6.30. Состав ферритов дан в табл. 6.2.
Подготовленные порошки окислов засыпают в бегуны, в которых перемешиваются. Более полное перемешивание и помол порошков производится в шаровой мельнице мокрым способом (мельница заполняется до половины объема). Весовые соотношения воды, шаров и порошка 1:1:1. Барабан вращается с частотой 60—80 об/мин. Продолжительность помола 24—26 ч.
После помола массу выливают в противни и сушат в термостатах до полного удаления воды. Температура сушки вначале - 80—90° С, а затем после загустения массы 110—120° С. Время сушки составляет 4—8 ч. Просушенная указанным способом масса размельчается в бегунах до полного удаления комков, просеивается через сито № 000 и загружается в шамотовые тигли для отжига. Отжигают массу в камерной печи по режиму: нагрев до 900° С со скоростью 150—200° С в час, выдержка в течение 4 ч, охлаждение с печью до температуры 70—100° С. Отожженная масса
Ферриты: Fе2Оз ZnO NiO Li2O
поступает на вторичный мокрый помол, вторичную сушку и просеивание. Все перечисленные операции производятся по такому же режиму, как и с массой после первого помола.
Приготовление пресспорошка. При приготовлении пресспорошка в качестве связующего вещества служит парафин, который вводится в количествах от 5 до 12% по весу в зависимости от формы деталей.
Детали несложной формы прессуют из пресспорошка, имеющего наименьший процент парафина. Готовят пресспорошок следующим образом: мелко измельченный парафин вводят в порошкообразную смесь, находящуюся в противне. Противень подогревают до температуры порядка 80° С, так, чтобы температура порошка была не выше 55°,а расплавленный парафин не испарялся.
Прессование деталей. Прессуют детали на гидравлических прессах при давлении от 80 до 200 МПа. Выбирают давление для каждой формы деталей экспериментально. Для достижения равномерной плотности детали давление на деталь должно быть двусторонним.
Выжигание парафина. Удаляют парафин из деталей в электрических печах с вытяжной вентиляцией. Детали укладываются в один ряд на противни, которые устанавливаются на под печи. Подъем температуры в печах должен быть постепенным, чтобы предохранить детали от образования трещин.
Спекание деталей. Обжиг ферритовых деталей производится в камерных или туннельных печах с рабочей температурой до 1350° С. Детали укладывают на под печи, предварительно засыпанный ровным слоем окиси алюминия. Подъем температуры в печи ведется вначале медленно со скоростью 50° С в час, а затем начиная с 300° С со скоростью 150—200° С в час.
Температура обжига ферритовых деталей может отличаться от указанной в табл. 6.4 на 20—30°С в зависимости от качества исходных материалов, что устанавливают по результатам испытаний опытной партии образцов на магнитную проницаемость μ и добротность Q.
Коэффициент усадки зависит от формы изготовляемых сердечников, качества исходных материалов и величины давления при прессовании деталей. Для точного установления величины усадки изготовляют опытные партии образцов деталей.
Старение и обработка поверхности обожженных деталей. Обожженные детали всех типов проходят процесс старения в следующей последовательности. Детали нагревают до температуры 200° С в термостате с выдержкой при этой температуре 2—3 ч. Затем охлаждают до комнатной температуры в течение 4—6 ч. После старения детали пропитывают в 80%-ном спиртовом растворе бакелитового лака в течение 30 мин с последующей просушкой в термостате при температуре 140° С в течение 6 ч.
Испытания ферритовых деталей. Изготовленные сердечники контролируют по габаритным размерам и на механическую прочность (выборочно), проверяют начальную магнитную проницаемость, а также тангенс угла потерь.
2. Стеклянный шпон.
ДРУГИЕ ПЛЕТЕНЫЕ НАПОЛНИТЕЛИ.
Фольгированные материалы на основе стеклотканей широко применяются в производстве печатных плат наряду с другими более дешевыми наполнителями, которые используются или сами по себе или в комбинации со стеклянными тканями.
СТЕКЛЯННЫЙ ШПОН. Среди нетканных материалов из стекла находит применение стеклянная бумага или шпон, представляющие собой тонкий или толстый слой хаотически расположенных стеклянных штапельных волокон, скрепленных между собой связующим.
Стеклянный шпон используется как наполнитель в производстве относительно дешевого материала( типа СЕМ-3), который применяют для печатных плат домашних компьютеров, автоэлектроники, бытовой электроники.
Вариант 58 ТПРЭС
1.Технология магнитных плёнок; используемые методы.
Запись информации происходит на цилиндрические магнитные пленки. Пропускание тока позволяет намагнитить сердечник.
Этапы создания цилиндрических магнитных пленок (ЦМП):
1) Подготовка подложки
2) Осаждение железной магнитной пленки
3) Термическая обработка пленки
4) Разрезка на мерные участки
5) Контроль
В качестве материала основания обычно применяют Брб2.
Требования по овальности и качеству поверхности довольно высоки. Получения хороших показателей качества достигают путем неоднократного волочения проволоки через фильеру. Наносят покрытие из мягкого материала, например, меди – это способствует выравниванию рельефа.
Процесс нанесения ЦМП обычно механизирован и происходит на специальных установках.
2. Стеклянные ткани.
Стеклянные ткани. Из стеклянных нитей получают крученую стеклянную пряжу, скрученную из отдельных волокон. Из пряжи ткут стеклянные ткани с различным видом плетения: саржевое, полотняное, сатиновое. Ткани и ленты из стеклянного волокна, применяемые для электрической изоляции, обычно имеют толщину 0.010...0,28 мм, массу 1 м2 от 1.325 до 5 кг, соотношение по утку и основе от 1:1 до 1:10, плотностью переплетения (количества нитей на единицу площади ткани) по утку и основе. В табл. 1.2 приведены характеристики стеклянных тканей, а на. рис. 1.7показан внешний вид некоторых из них.
Преимуществами стеклянной волокнистой изоляции по сравнению с органическими волокнами являются: высокая теплостойкость, а также значительная механическая прочность, относительно малая гигроскопичность и хорошие электроизоляционные свойства.
Толщину стеклоткани приходится учитывать, когда к плате предъявляются требования по волновому сопротивлению полосковых линий связи и при наличии в конструкции платы печатного разъема. Кроме того, из рисунка 1.7 можно видеть, что плотность переплетения нитей и плотность скрутки пряжи сказывается на пропитке ткани связующим. Можно также утверждать, что чем рыхлее переплетение, тем меньше остаточных напряжений в диэлектрическом основании, которые потом реализуют себя в усадке слоев после травления
Типы стеклотканей, используемых в производстве фольгированныхматериалов, можно привести в таблице.
Вариант 59 ТПРЭС
1. Виды и особенности станков для изготовления статорных обмоток. (см. также вар.61. вопрос.1)
Возможность станочного изготовления обмоток статоров зависит от конструкции обмотки, внутреннего диаметра и длины пакета, размера и формы паза, изоляции и многих других факторов. Сложность вопроса заключается прежде всего в необходимости ввода тем или иным способом провода в небольшое отверстие статора с последующей раскладкой его по определенному закону по пазам. Если при намотке пакетов с наружными пазами мы имеем относительно свободный доступ к пазам и можем варьировать большим пространством при размещении формообразующих обмотку элементов станка, то при намотке статорных обмоток рабочее пространство строго ограничено внутренним отверстием пакета. Станки для изготовления статорных обмоток подразделяют на две принципиально различные группы: 1) станки прямой намотки пакетов с внутренними пазами; 2) станки раздельной намотки пакетов с внутренними пазами.
Станки прямой намотки характеризуются тем, что изготовление обмотки производят челночным механизмом, непосредственно укладывая в соответствующие пазы пакета провод, сматываемый с отдающей катушки.
Станки раздельной намотки характеризуются двухэтапным изготовлением секции и конструктивно представляют собой комплекс станков открытой и пазовой намотки. На первом этапе изготовления наматывается секция или запас провода для будущей секции, на втором—производится их укладка в пазы пакета.
2. Основные типы фольгированных материалов и их свойства.
Основные типы фольгированных материалов
СОРТАМЕНТ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ДИЭЛЕКТРИЧЕСКИХ ОСНОВАНИЙ
Перечень выпускаемых промышленностью материалов чрезвычайно широк. Практически можно найти материал под любые нужды проектирования печатных плат. Если же рассчитывать на стандартную продукцию производства электроники, то можно ориентироваться на сортамент материалов, показанный в табл. 1.4.
Стандарт 1РС-4101 на диэлектрические подложки дает широкий сортамент (табл. 1.4) (выберите несколько для примера!)
Таблица 1.4.
Обозначение | Армирующий Наполнитель | Связующее | Традиционно е обозначение | Температура стеклования, °С |
00 | Целлюлозная бумага | Фенолоальдегид | ХРС | Не регламентировано |
01 | Целлюлозная бумага | Модифицированный фенолоальдегид | ХХХРС | Не регламентировано |
02 | Целлюлозная бумага | Фенолоальдегид, огнестойкий | FR-1 | Не регламентировано |
03 | Целлюлозная бумага | Модифицированный фенолальдегид, огнестойкий | FR-2 | Не регламентировано |
04 | Целлюлозная бумага | Модифицированный эпоксид, огнестойкий | FR-3 | Не регламентировано |
10 | Целлюлозная бумага по центру + стеклоткань снаружи | Модифицированный эпоксид, огнестойкий | СЕМ-1 | Не регламентировано |
11 | Стеклянный войлок по центру + стеклоткань снаружи | Полиэфир огнестойкий | CRM-5 | >80"С |
12 | Нетканное стекло по центру + стеклоткань снаружи | Эпоксидная смола, огнестойкая | СЕМ-3 | Не регламентировано |
20 | Стеклоткань полотняная | Эпоксидная смола, не огнестойкая | G-7 | >100°С |
21 | Стеклоткань полотняная | Эпоксидная смола, не огнестойкая | G-10 | >110°С |
22 | Стеклоткань полотняная | Эпоксидная смола нагрево-стойкая, не огнестойкая | G-11 | 135-175°С |
23 | Стеклоткань полотняная | Эпоксидная смола нагревостойкая, огнестойкая | FR-4 | 135-175°С |
24 | Стеклоткань полотняная | Обычная эпоксидная смола модифицированная или не модифицированная, огнестойкая | FR-5 | 150-200°С |
25 Стеклоткань | Эпоксидная смола + РРО, огнестойкая | FR-4 | 150-200°С |
|
26 Стеклоткань | Обычная эпоксидная смола модифицированная или не модифицированная, огнестойкая | FR-4 | 170-220°С |
|
27 Стеклоткань непрямого перекрестного плетения | Обычная эпоксидная смола, огнестойкая | Без названия | >1!0°С |
|
28 Стеклоткань | Триаэин и/или бисма-леимид, модифицированные эпоксидной смолой, огнестойкие | GFT | 170-220°С |
|
29 Стеклоткань | Полиимид | GI/GIN | >200°С |
|
30 Стеклоткань | Полиимид | GI/GIL | >250°С |
|
31 Стеклоткань | Полиимид | GI/GIJ | 200-250°С |
|
32 Арамидная ткань полотня ная | Модифицированная эпоксидная смола | AF | 135-190°С |
|
33 Нетканый арамид | Полиимид | I | >220°С |
|
34 Арамид непрямого перекрестного плетения | Цианатный полиэфир | Нет обозначения | >230°С |
|
35 Нетканный арамид | Модифицированная эпоксидная смола | BF | 135-190°С |
|
36 Кварцевая ткань к полотняного плетения | Полиимид | QIL | >250°С |
|
37 Стеклоткань | Цианатный полиэфир | 27 | >230°С |
|
38 Стеклоткань | Цианатный полиэфир | GC | >230°С |
|
39 Целлюлозная бумага по центру + стеклоткань снаружи | Модифицированная эпоксидная смола с введенным катализатором | СЕМ-1 | Не регламентировано |
|
40 Натканное стекло по центру, стеклоткань cнаружи | Эпоксидная смола с введенным катализатором | СЕМ-3 | Не регламентировано |
|
41 Стеклоткань | Эпоксидная смола с введенным катализатором, огнестойкая | FR-4 | 110°С |
|
Свойства фольгированных материалов
Физико-механические характеристики фольгированных материалов определяют важные прочностные параметры печатных узлов, так как в большинстве случаев печатные платы служат не только для электрического соединения радиоэлементов, но и для их конструктивного крепления в составе печатного узла. При эксплуатации электронной аппаратуры печатные узлы могут подвергаться значительным механическим воздействиям, поэтому важно знать способности материалов к деформациям и прочность сцепления фольги с диэлектриком. Необходимо учитывать, что механические свойства фольгированных материалов существенно зависят от температуры и влажности. Необходимо также учитывать, что фольгированные стеклотекстолиты являются анизотропными материалами, поэтому существенное значение имеет направление, в котором производится воздействующее испытание.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
Подготовка образцов к испытаниям
Испытания, как правило, проводятся на образцах с частичным или полным удалением фольги. Рисунок на фольгированной поверхности наносится методом фотолитографии или другим методом, обеспеспечивающим необходимую точность. Травление фольги производится струйным или другим эквивалентным методом с применением доступного всем водного раствора хлорного железа плотностью 1,3...1,4 г/см3. Время травления не должно превышать значений, указанных ниже:
Толщина фольги, мкм 18
Время травления, мин
Если после травления остаются частицы меди, образец не следует использовать для испытаний.
После травления удаляют средства, предохраняющие фольгу от травления, средством, не оказывающим воздействия на клеевой слой. Затем образцы промывают в проточной воде и подсушивают в термостате при температуре 70+2° С в течение 4 ч и выдерживают не менее 6 ч при температуре 20+5° С и относительной влажности 65±5 %.
Механическая прочность. Характеристики механической прочности материалов определяют на образцах с предварительно удаленной фольгой.
Механические свойства слоистых пластиков заметно отличаются по направлениям плетения: по утку и по основе.
Релаксация (ползучесть). Дополнительно к общепринятому перечню механических параметров фольгированные материалы характеризуются деформацией под нагрузкой. Этот параметр определяет способность жесткого пластика в сборке с другими элементами, прикрепленными болтами, заклепками или другими крепежными приспособлениями, сохранять постоянную силу сжатая, не обнаруживая текучести или ослабления прочности сборки. Деформация под нагрузкой (релаксация) определяется процентным изменением толщины под воздействием нагрузки 28 МПа (280 кгс/см2) при температуре 70° С в течение 24 ч:

Плотность. Плотность материала с фольгой и без фольги определяют гидростатическим методом: взвешиванием образца на воздухе и в воде. Образец произвольной формы и массой не менее 0,5 г взвешивают на аналитических весах с погрешностью до 0,002 г. Затем его погружают в этиловый спирт для улучшения смачивания поверхности водой. Образец подвешивают на проволоке диаметром 0,2 мм к коромыслу весов. Подставляют под образец стакан с водой на специальную подставку, которая не должна касаться чашки весов, погружают в воду подвешенный образец и, отметив уровень погружения проволоки, взвешивают. Образец снимают с проволоки. Затем взвешивают проволоку при том же уровне погружения. Вычисляют плотность образца г:
![]()
где g –вес образца на воздухе, г; b – вес образца и погруженной части проволоки в воде, г; b2 — вес проволоки в воде, г; γ0 —плотность воды при температуре испытаний.
Водопоглощение, влагостойкость. Водопоглощение согласно ГОСТ 4650 определяют на образцах материала с удаленной фольгой. Образцы кондиционируют, взвешивают, погружают в дистиллированную воду с температурой (25±1)° С на 24 ч. После извлечения образцов из воды их насухо протирают фильтровальной бумагой и по истечении 1 ч снова взвешивают.
Водопоглощение X, %, определяется по формуле Х= (g1 — g0) /g0, где g0— масса образца в исходном состоянии, г; g1 — масса образца после пребывания в воде, г.
Влагостойкость диэлектрических оснований фольгированных материалов зависят от вида наполнителя (бумага, ткань, стеклоткань), в меньшей мере — от связующего, а также в значительной степени — от совместимости связующего с наполнителями, т. е. от качества пропитки наполнителя и полноты отверждения связующего.
Гетинаксы, поскольку для их изготовления используют бумагу, обладают относительно низкой влагостойкостью, склонностью к набуханию, разрушающему конструкции печатных плат.
Для стеклотекстолитов важен тот факт, что смолы плохо смачивают поверхность стеклянного волокна, поскольку оно, в отличие от волокон органического происхождения, не имеет микропор и шероховатостей. Это приводит к образованию на поверхности раздела стекловолокно-смола воздушных полостей, которые в основном и вызывают снижение диэлектрических характеристик в процессе увлажнения. Попытки повысить влагостойкость стеклотекстолитов путем удаления из стеклоткани замасливателя не дали ожидаемого эффекта, по-видимому, в связи с тем, что и в этом случае смачивающая способность связующего остается недостаточной. Для ее увеличения в связующее вводят поверхностно-активные по отношению к стекловолокну вещества. Выбор таких веществ ограничен, так как при введении в стеклотекстолит они должны не ухудшать, а улучшать диэлектрические свойства материала. Исходя из этих соображений, для аппретирования стеклоткани используют силановые реагенты.
Влагостойкость фольгированных диэлектриков оказывает прямое влияние на состояние электрической изоляции, поэтому ее обычно оценивают через изменение электрических параметров.
Температурный коэффициент линейного расширения. Температурный коэффициент линейного расширения (ТКЛР) равен среднему в интервале температур Δ T относительному удлинению образца: a=(lT— I0)/Δ T10 . Он имеет разные значения в различных диапазонах температур. Поэтому в каждом случае необходимо оговаривать диапазон температур, к которому относится указываемое значение коэффициента. Кроме того, нужно оговаривать направления, по которым оценивается ТКЛР: по осям X-Y расширяющееся связующее армировано волокнами ткани, по оси Z армирующий материал работает только как наполнитель и хотя и уменьшает температурное расширение, но не в такой степени, как по осям X-Y (табл. 1.8).
Теплопроводность материала основания. Примерные значения коэффициента теплопроводности изоляционных оснований фольгированных диэлектриков, Вт/(м·°С),следующие: ХХХРС - 0,245; FR-1 - 0,23; FR-4 - 0,26; FR-5 — 0,26; медь — 389,6.
Огнестойкость (горючесть). Этот параметр характеризует способность материала к самогашению после принудительного воспламенения от внешнего источника. Инициатором этого требования явились страховые компании. Если в аппаратуре используются материалы, способные гореть, страховой полис не оформляется. Требования к самогашению вырабатывают лаборатории страховщиков. Общая методика испытаний на горючесть установилась следующая. Испытание проводится на материале с удаленной фольгой. Образцы для испытаний должны представлять собой обрезки материала длиной приблизительно 125 и шириной 12 мм. Края образцов должны быть гладкими. На расстоянии 25 мм от испытуемого края образца наносится маркировочная линия. Испытания проводятся на воздухе без сквозняков. Поэтому, если наблюдения проводятся в вытяжном шкафу, на время непосредственного испытания вытяжка (вентилятор) выключается. Образец закрепляется горизонтально, но его поперечная ось должна быть наклонена к горизонтальной плоскости под углом 45°.
К образцу подносится пламя газовой или спиртовой горелки так, чтобы кончик пламени только касался торца испытуемого образца. Через определенное время пламя горелки отводится в сторону, а дверца вытяжного шкафа закрывается до конца горения. Огнестойкость материала характеризуется временем горения образца от момента удаления пламени горелки до полного затухания пламени на образце. Одновременно с этим фиксируется, перешло ли горение за маркировочную линию, плавится ли материал и, если при плавлении образуются падающие капли, горят ли капли.
Установлено три уровня требований к огнестойкости материалов.
1. Образец должен потухнуть в течение 10 с после приложения пламени в течение 50 с. Образец должен потухнуть в течение 30 с после приложения пламени в течение 250 с.
2. Образец должен потухнуть в течение 30 с после приложения пламени в течение 250 с.
3.Образец должен потухнуть в течение 30 с после приложения пламени в течение 250 с без образования горящих капель.
Коробление. Измерение деформации листовых фольгированных материалов, т. е. отклонение их от плоской формы, принято характеризовать стрелой прогиба. Для определения стрелы прогиба к вогнутой поверхности листа в направлении наибольшей кривизны прикладывают легкую линейку и затем измеряют максимальный зазор между поверхностью материала и линейкой. Масса линейки не должна влиять на результат измерения. Предпочтительная длина линейки -1 м. Результат измерения стрелы прогиба с учетом длины всей линейки можно считать правильным, если кривизна листа равномерна.
При измерении коробления испытуемый лист кладется на горизонтальную поверхность вогнутой стороной вниз так, чтобы три угла нижней стороны листа касались горизонтальной поверхности. Коробление характеризуется расстоянием по вертикали между горизонтальной поверхностью и четвертым углом листа.
Нагревостойкость. При нагревании могут происходить структурирование и деструкция связующего. При структурировании молекулярная масса полимера увеличивается, жесткость его повышается, в результате чего механическая прочность его сначала растет. При деструкции происходит снижение молекулярной массы и механической прочности слоистого пластика. Термоокислительная деструкция связующего сопровождается выделением низкомолекулярных продуктов. Скорости структурирования и деструкции зависят от температуры.
Особое место должно уделяться одностороннему нагреву, имитирующему тепловыделения мощных элементов на плате. Интенсивный односторонний нагрев вызывает постепенные необратимые структурные изменения связующего, снижающие электрическую и механическую прочность материала. В этих условиях вредную роль играет сравнительно низкая теплопроводность материала.
Испытание на устойчивость к температурным напряжениям состоит в обнаружении внутренних дефектов материала основания, при котором стекловолокна отделяются от смолы обычно в местах пересечения нитей ткани. Данный дефект проявляется в виде отдельных белых пятен или перекрестий внутри материала основания и обычно вызывается термоударом. Для испытаний готовят образец размером 50x75 мм, с которого удаляют фольгу травлением. Испытания проводят в автоклаве, в качестве которого можно использовать бытовую скороварку. Образец размещают в автоклаве над водой. При нагреве автоклава температура должна подняться до 120° С, избыточное давление 100 кПа(1 бар) за 15 мин. В течение 25 мин автоклав выдерживают при этой температуре и затем быстро охлаждают под холодной водой. Образцы вынимают и высушивают в нормальных условиях в течение 1 ч.
Высушенные образцы погружают на половину длины в горячий припой на 15 с после извлечения и удаления прилипшего припоя осматривают на вздутие, побеление и расслоение. Кромку шириной в 1 см при осмотре не учитывают.
Современная техника испытаний привлекает к оценке нагревостойкости современные методы термографического анализа: термомеханические, термогравиметрические и др.
К понятию нагревостойкости относится также дугостойкость, определяющая время горения электрической дуги по поверхности материала до образования ожога — углеродной дорожки.
Прочность сцепления фольги с диэлектриком
Прочность сцепления фольги с диэлектрическим основанием определяет устойчивость печатных плат в составе узлов и блоков к воздействиям вибрации, тепла и особенно операций ремонта (перепаек). Это очень важный параметр качества фольгированных материалов.
Вариант 60
Особенности намотки магнитопроводов микромашин. (см. также вар.61. вопрос.1)
Станки для намотки пакетов с наружными пазами предназначены для намотки пакетов якорей и роторов электрических микромашин, а также для намотки статоров обращенных машин. Технологический процесс изготовления обмотки включает изолирование пазов и торцов пакета, намотку секций обмотки, распайку выводов, пропитку и контроль.
Если проблема станочной намотки якорей, роторов и статоров обращенных машин частично решена, то намотка пакетов микромашин с внутренними пазами вследствие своей специфики является труднейшей проблемой, не решенной до настоящего времени.
Возможность станочного изготовления обмоток статоров зависит от конструкции обмотки, внутреннего диаметра и длины пакета, размера и формы паза, изоляции и многих других факторов. Сложность вопроса заключается прежде всего в необходимости ввода тем или иным способом провода в небольшое отверстие статора с последующей раскладкой его по определенному закону по пазам. Если при намотке пакетов с наружными пазами мы имеем относительно свободный доступ к пазам и можем варьировать большим пространством при размещении формообразующих обмотку элементов станка, то при намотке статорных обмоток рабочее пространство строго ограничено внутренним отверстием пакета. Станки для изготовления статорных обмоток подразделяют на две принципиально различные группы: 1) станки прямой намотки пакетов с внутренними пазами; 2) станки раздельной намотки пакетов с внутренними пазами.
2. Характеристика основных свойств гетинакса (ГФ) и эпоксидного гетинакса (FR-4).
РАСПРОСТРАНЕННЫЕ ТИПЫ ФОЛЬГИРОВАННЫХ МАТЕРИАЛОВ
Гетинакс (ГФ).Материал на основе электроизоляционной бумаги с пропиткой фенольной смолой. По ГОСТ 10316 обозначается как ГФ, по стандартам NEMA — ХРС, ХХХРС и ХХХР. Обычный цвет — коричневый. Нагревостоикость — не выше 90° С. Предназначен для работы в нормальных условиях влажности окружающей среды (относительная влажность 45...75 % при температуре 15...35° С). Огнестойкие варианты гетинакса обозначаются FR-1 и FR-2.
Эпоксидный гетинакс (FR-3) выполняется на бумажной основе, пропитанной эпоксидной смолой (отечественной промышленностью не выпускается). По стандарту NEMA обозначается, как тип FR-3. Цвет светло-желтый или белый, полупрозрачен. Нагревостоикость 120...135° С. Штампуется без нагрева при толщинах до 1,5 мм.
Вариант61 ТПРЭС
1. Группы станков пазовой намотки, основные операции.
Пазовыми называют обмотки, наматываемые на наружные или внутренние пазы магнитопроводов (якорей, роторов или статоров) согласно электрической схемы раскладки провода по пазам. К пазовым относят обмотки встроенных электродвигателей накопителей на магнитных барабанах, асинхронных микроэлектродвигателей с полым ротором, электрических машин синхронной связи (контактные, бесконтактные и дифференциальные сельсины), вращающихся трансформаторов и других компонентов универсальных и специальных вычислительных устройств.
Станки для пазовой намотки по конструкции наматываемых пакетов делят на три группы: 1) станки для намотки пакетов с наружными пазами; 2) станки для намотки пакетов с внутренними пазами; 3) станки для намотки пакетов с закрытыми пазами.
Станки для намотки пакетов с наружными пазами предназначены для намотки пакетов якорей и роторов электрических микромашин, а также для намотки статоров обращенных машин. Технологический процесс изготовления обмотки включает изолирование пазов и торцов пакета, намотку секций обмотки, распайку выводов, пропитку и контроль.
Если проблема станочной намотки якорей, роторов и статоров обращенных машин частично решена, то намотка пакетов микромашин с внутренними пазами вследствие своей специфики является труднейшей проблемой, не решенной до настоящего времени.
Возможность станочного изготовления обмоток статоров зависит от конструкции обмотки, внутреннего диаметра и длины пакета, размера и формы паза, изоляции и многих других факторов. Сложность вопроса заключается прежде всего в необходимости ввода тем или иным способом провода в небольшое отверстие статора с последующей раскладкой его по определенному закону по пазам. Если при намотке пакетов с наружными пазами мы имеем относительно свободный доступ к пазам и можем варьировать большим пространством при размещении формообразующих обмотку элементов станка, то при намотке статорных обмоток рабочее пространство строго ограничено внутренним отверстием пакета. Станки для изготовления статорных обмоток подразделяют на две принципиально различные группы: 1) станки прямой намотки пакетов с внутренними пазами; 2) станки раздельной намотки пакетов с внутренними пазами.
Станки прямой намотки характеризуются тем, что изготовление обмотки производят челночным механизмом, непосредственно укладывая в соответствующие пазы пакета провод, сматываемый с отдающей катушки.
Станки раздельной намотки характеризуются двухэтапным изготовлением секции и конструктивно представляют собой комплекс станков открытой и пазовой намотки. На первом этапе изготовления наматывается секция или запас провода для будущей секции, на втором— производится их укладка в пазы пакета.
2. Характеристика основных свойств эпоксидного стеклотекстолита (СФ, G-10).
РАСПРОСТРАНЕННЫЕ ТИПЫ ФОЛЬГИРОВАННЫХ МАТЕРИАЛОВ
Эпоксидный стеклотекстолит (СФ, G-10).Этот материал имеет в качестве основы стеклоткань, связующее вещество — эпоксидная смола. В отечественном производстве обычно используют эпоксидно-фенолоформальдегидную смолу — эпоксидную смолу, отверждаемую смолой резального типа. Обозначается по ГОСТ 10316 как СФ, по стандарту NEMA — G-10. Стеклотекстолиты полупрозрачны и имеют зеленый (зарубежные) или светло-коричневый цвет. Нагревостоикость фольгированных стеклотекстолитов 135...150°С. Способны работать после пребывания в условиях повышенной влажности (относительная влажность до 98 % при температуре 40°С). Штампуется без нагрева.
Также есть:
Нагревостойкий эпоксидный стеклотекстолит (СФН).Этот материал предназначен для изготовления печатных плат, допускающих работу при температуре да 180° С в течение суммарного или непрерывного времени до 100 ч, а также кратковременную работу при относительной влажности до 98 % при температуре не менее 40°. Обозначается по ГОСТ 10316 СФ-2Н-50, по стандартам NEMA — G-7, G-10, G-11. По внешнему виду материал может быть непрозрачным разных цветов или полупрозрачным коричневого или темно-зеленого цвета.
Нагревостойкие огнестойкие эпоксидные стеклотекстолиты (FR). Это широкий класс нагревостойких материалов на бромированном огнестойком связующем на основе эпоксидных смол и их смесей с другими улучшающими качество компонентами. Многоликость стеклотекстолитов под маркой FR, а еще чаще, FR-4 должна настораживать потребителей, чтобы получить именно то, что ему нужно. Стандарты IPC, а теперь стандарты Международной электротехнической комиссии (МЭК), более подробно расшифровывают компонентное содержание и свойства материалов под маркой FR. В частности температура стеклования этих материалов находится в диапазоне 110..190°С. Обрабатываемость их также различна. Во всяком случае квалифицированные поставщики этих материалов сопровождают поставки рекомендациями по режимам сверления плат из этих материалов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
