
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таблица 2.4 Погрешность установки заготовок размером до 60 мм в тисках
Тиски | Метод установки | Смещение заготовок, мкм |
Винтовые | На подкладке в свободном состоянии | 100-200 |
На подкладке с постукиванием при зажиме | 50-80 | |
Эксцентриковые | С подкладкой | 40-100 |
Без подкладки | 30-50 |
Таблица 2.5 Погрешность установки заготовок на станках с выверкой по цилиндрической поверхности, мкм
Способ установки | Метод выверки | Погрешность установки |
На центрах и регулируемых крестовинах | С двух концов в вертикальной и горизонтальной плоскостях и на биение | Мелких (0,5-1,0)/ (0,02-0,04) Средних (1,0-1,5)/ (0,03-0,06) Крупных (2,0-3,0)/ (0,05-0,08) |
В четырехкулачковом патроне и на заднем центре | Со стороны патрона по высоте и на биение | |
В четырехкулачковом патроне и неподвижном люнете | С двух концов в двух плоскостях и на биение | |
В четырехкулачковом патроне | По наружному или внутреннему диаметру | |
На угольнике, по разметке | По диаметру и торцу |
Примечание: Погрешности, указанные в числителе, относятся к выверке иглой по необработанной (большие значения) или грубо обработанной (меньшие значения) поверхности. В знаменателе приведены погрешности выверки с помощью индикатора по поверхности, обработанной чистовым точением.
Таблица 2.6 Погрешность установки заготовок на столе станка
с выверкой по плоской поверхности, мм
Метод выверки | Наибольший размер поверхности, м | |||
до 1 | св.1 до 3 | св.3 до 6 | св.6 | |
По разметке иглой | 0,5 | 1 | 2 | 3 |
По предварительно обработанной поверхности индикатором | 0,15 | 0,2 | 0,4 | 0,6 |
По чисто обработанной поверхности индикатором | 0,05 | 0,08 | 0,1 | 0,15 |
Таблица 2.7 Средние допустимые погрешности наладки для
лезвийных инструментов, мкм
Выдерживаемые размеры, мм | Обработка | |||
черновая* | чистовая | тонкая | однократная | |
до 30 | 40-100 | 10 | 5 | 20 |
св.30 до 80 | 60-150 | 20 | 6 | 25 |
св.80 до 180 | 80-200 | 30 | 7 | 30 |
св.180 до 360 | 100-250 | 40 | 8 | 40 |
св. 360 до 500 | 120-300 | 50 | 10 | 50 |
* Меньшие значения принимают при обработке точных заготовок (12-14-го квалитетов точности); большие значения – при обработке грубых заготовок (15-го квалитета и грубее).
Таблица 2.8 Основные формулы для расчета погрешности
Метод работы | Установка резца на размер | Суммирование по максимуму-минимуму | Вероятностное суммирование |
По лимбу станка | По пробной проточке | Δр= Δл | Δр= Δл |
По упору | По лимбу | Δр=Δл+ Δу | Δр=√(Кл Δл)2+(Ку Δу )2 |
По эталону и щупу | Δр= Δэ+ Δу | Δр=√(Кэ Δэ)2+(КуΔу )2 |
Примечания.
1. Погрешность установки инструмента : Δл - по лимбу, Δу - по упору, Δэ - по эталону и щупу.
2. Значения коэффициентов при расчетах можно принимать: Кл=1; Ку=Кэ=1,14-1,73.
Таблица 2.9 Погрешность регулирования (установки) резца при
наладке на размер в поперечном направлении, Δр, мкм
Метод регулирования положения резца | Δр, мкм |
По лимбу с ценой деления, мм: | |
0,01 | 5-10 |
0,02 | 10-15 |
0,03 | 10-30 |
0,05 | 15-30 |
0,1-0,5 | 30-70 |
По индикаторному упору с ценой деления прибора, мм | |
0,01 | 10-15 |
0,002 | 3-5 |
0,001 | 1-2 |
По жесткому упору | 20-50 (может быть в пределах 10-130) |
По эталону: | |
Резец закрепляют винтами резцедержателя после касания его с эталоном; | 100-130 |
резец, закрепленный в резцедержателе, подводят к эталону винтом поперечной подачи; | 20-30 |
то же, но с контролем положения резца с помощью бумажного щупа; | 10-20 |
то же, но с контролем положения резца с помощью металлического щупа; | 7-10 |
Установка взаимозаменяемого режущего инструмента со сменой: | |
резца, установленного на размер вне станка с помощью индикатора или миниметра; | 20-30 |
блока с резцами, установленными на размер вне станка; | 10-50 |
или путем поворота круглой пластинки) | 25 |
Примечания.
1. Погрешность установки эталона не должна превышать 10-20 мкм.
2. Для диаметральных размеров учитывают удвоенную погрешность (2Δр ).
Таблица 2.10 Допустимые погрешности измерения линейных размеров (диаметров, длин) в зависимости от допусков и квалитетов
точности размеров (ГОСТ, мкм
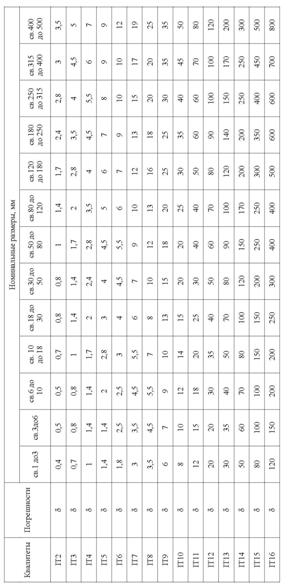 |
Таблица 2.11Относительный износ резцов при чистовом точении,
Uо, мкм/мм
Материал режущего инструмента | Углеродистая сталь | Легированная сталь | Серый чугун | Чугун, НВ 375-400 |
Т60К6 | 0,7-4 | 0,7-4 | - | - |
Т30К4 | 3-4 | 4-6 | - | - |
Т15К6 | 5-7 | 9-10 | - | - |
Т5К10 | 8 | 12-13 | - | - |
ВК9 | - | 65 | - | - |
ВК8 | - | 17-25 | 13-14 | - |
ВК6 | - | - | 14 | - |
ВК4 | - | 25-30 | - | - |
ВК3 | - | 9-10 | 6 | 16 |
ВК2 | - | - | 4-26 | 12 |
Таблица 2.12 Допустимый размерный износ инструмента

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
