
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА
КАФЕДРА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Расчет суммарной погрешности обработки
Методические указания к практическим занятиям
по дисциплине «Основы технологии машиностроения»

Волгоград
2008
УДК 62
Р 24
РАСЧЕТ СУММАРНОЙ ПОГРЕШНОСТИ ОБРАБОТКИ: методические указания к практическим занятиям по дисциплине «Основы технологии машиностроения» / Сост. , , П. В. Ольштынский, ; Волгоград. гос. техн. ун-т. – Волгоград, 2008. – 38 с.
Описана методика расчета суммарной погрешности при различных видах обработки (точении, фрезеровании). Приведен пример расчета суммарной погрешности при токарной обработке.
Предназначены для студентов направления 552«Технология, оборудование и автоматизация машиностроительных производств» и специальности 151001.65 всех форм обучения.
Ил. 1. Табл. 14. Библиогр.: 4 назв.
Рецензент к. т. н., доцент
Печатается по разрешению редакционно-издательского совета
Волгоградского государственного технического университета
© Волгоградский
государственный
 технический
технический
университет, 2008
1. ЦЕЛЬ РАБОТЫ. НЕОБХОДИМЫЙ ОБЪЕМ ЗНАНИЙ У
СТУДЕНТОВ ДЛЯ ПРОВЕДЕНИЯ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Целью данного методического указания является освоение методики расчета суммарной погрешности обработки, что является очень важным моментом при достижении необходимой точности при различных методах механической обработки.
Для того чтобы эффективно достигнуть поставленной цели, студенты должны хорошо знать следующие разделы:
1) природу размерного износа различных инструментов и методику его определения;
2) жесткость технологической системы и методику определения погрешностей, вызываемых упругими деформациями в системе под влиянием сил резания при различных видах обработки;
3) методику определения погрешностей обработки, возникающих вследствие геометрических неточностей станка;
4) методику определения погрешностей обработки, вызываемых температурными деформациями технологической системы при различных видах обработки;
5) методику определения погрешностей установки заготовок;
6) методику определения погрешности настройки станка.
2. РАСЧЕР СУММАРНОЙ ПОГРЕШНОСТИ ОБРАБОТКИ
Все погрешности, определяющие точность изготовления деталей машин на металлорежущих станках, могут быть разделены на три категории:
1) погрешности установки заготовок, Δεу;
2) погрешности настройки станка ΔΗ;
3) погрешности, возникающие непосредственно в процессе обработки, к которым относятся:
a) погрешности, вызываемые размерным износом режущих инструментов Δи;
b) погрешности, вызываемые упругими деформациями технологической системы под влиянием силы резания Δy ;
c) погрешности обработки, возникающие вследствие геометрических неточностей станка ∑Δст;
d) погрешности обработки, вызываемые температурными деформациями технологической системы ∑Δт.
При обработке на станках с ЧПУ дополнительно возникают погрешности позиционирования элементов системы и обработки программ управления.
Расчет точности необходим в основном для операций чистовой обработки, выполняемых по 6…9-му квалитетам.
Суммарные погрешности обработки заготовок на настроенных станках определяют из уравнений [1]:
для диаметральных размеров
![]() (1)
(1)
для линейных размеров
![]() (2)
(2)
2.1 Погрешности установки заготовок для обработки
Требуемое положение заготовки в рабочей зоне станка достигается в процессе ее установки. Процесс установки включает базирование и закрепление. Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. Закрепление – приложение сил и пар сил к изделию для обеспечения постоянства и неизменности его положения, достигнутого при базировании. Фактическое положение заготовки отличается от требуемого. Отклонение в положении заготовки, возникающее при базировании, называют погрешностью базирования Δεб, при закреплении – погрешностью закрепления ΔεЗ, при установке – погрешностью установки Δεy, причем Δεy=f(Δεб,ΔεЗ) применяют:
1) установку в приспособлении без выверки (это наиболее часто применяемый способ установки заготовок в серийном и массовом производстве при обработке их партиями с одной наладки; в случае использования нескольких приспособлений в погрешность установки включают обычно и погрешность приспособления Δεпр );
Δεy=f(Δεб;Δεз;Δεпр)
2) установку в приспособлении с выверкой положения каждой заготовки по разметочным рискам или непосредственно по поверхностям заготовки; в этом случае возникает погрешность установки – выверки Δεy-в, включающая, как правило, и погрешность закрепления;
3) установку на станках с ЧПУ по определенным поверхностям заготовки; при этом оценивают фактическое положение заготовки в рабочей зоне станка, вносят коррекцию в программу обработки; таким образом, в этом случае требования к точности установки заготовки в приспособлении более низкие, чем при первых двух вариантах установки. В последнем случае погрешность установки зависит от точности измерения заготовки, определения ее положения и от оставшейся нескомпенсированной погрешности положения заготовки в рабочей зоне станка.
Погрешность установки при различных методах обработки можно определить по табл. 2.1-2.6 см.
2.2. Погрешность настройки станка на размер
Под наладкой (настройкой) технологической системы понимают приведение ее в рабочее состояние, пригодное для использования при выполнении технологической операции. Наладка в общем случае включает согласованную установку режущего инструмента, рабочих органов станка, приспособления в положение, которое обеспечивает получение заданного размера с установленным допуском на изготовление. Эти элементы наладки часто называют настройкой технологической системы станка на размер. Кроме этих элементов в наладку входит установка заданного режима обработки путем смены шестерён, установка инструмента в инструментальные магазины и револьверные головки станков, установка программоносителя в считывающее устройство станков с ЧПУ и другие работы.
Взаимное положение элементов технологической системы определяется «установочным размером». При каждом регулировании системы или смене инструмента невозможно обеспечить одно и то же его положение. Поле рассеяния положений инструмента при наладке называют погрешностью наладки станка на размер и обозначают ΔΗ. Ориентировочно погрешность наладки можно принять равной разности между предельными значениями установочного размера. При расчете погрешность наладки можно принимать по табл. 2.7 см.
Точно значения ΔΗ определяются расчетом. В общем случае ΔΗ зависит от погрешности регулирования ΔР положения инструмента (по лимбу, эталону, жесткому упору и т. п.) и погрешности измерения размера детали ΔИЗМ.
Для поверхностей вращения с учетом того, что ΔΗ и ΔР относятся к
радиусу, ΔИЗМ – к диаметру, получим:
![]()
![]() (3)
(3)
для плоских поверхностей
 (4)
(4)
где КР и КИ – коэффициенты, учитывающие отклонение закона распределения элементарных величин ΔР и ΔИЗМ от нормального закона распределения
КР =1,14-1,73 КИ =1,0 (5)
Слагаемые погрешности ΔР определяют по формулам и значениям, приведенным в табл. 2.8 и 2.9 см.
В тех случаях, когда применяют осевые инструменты (сверла, зенкеры, развертки, протяжки, пазовые фрезы), погрешности наладки зависят от действительных размеров устанавливаемых инструментов и определяются допусками на изготовление инструментов. Колебания размеров инструментов при каждой их смене влияют на точность обработки аналогично влиянию погрешности ΔН наладки станка на выдерживаемый размер.
Погрешность измерения можно определить по табл. 2.10 см.
Погрешности обработки, вызываемые размерным износом
инструмента
Размерный износ инструмента измеряют в направлении нормали к обрабатываемой поверхности и суммируют с другими погрешностями.
Линейная зависимость размерного износа инструмента от длины пути резания на основном участке позволяет принять за характеристику размерного износа относительный износ на 1000 м пути резания Uo мкм/м. длина пути резания при точении одной заготовки, м:
Lд = Vt0; (6)
Lд =πДlд/1000S; (7)
где V – скорость резания, м/мин;
Д – диаметр обрабатываемой поверхности, мм;
lд – длина обрабатываемой поверхности, мм;
S – подача, мм/об.
Длина пути резания LN для партии заготовок N, обрабатываемых в период между подналадками станка, и длина пути за период стойкости резца LT соответственно:
LN= LдN; (8)
LT=VT; (9)
где Т – стойкость инструмента, мин
Для того чтобы учесть более интенсивное начальное изнашивание, условно принято увеличивать полученную расчетом длину пути резания на LH = 1000 м. Тогда полная длина пути резания для партии деталей
L=LN+LH (10)
Приняв по нормативным или экспериментальным данным относительный размерный износ Uo резца для данных условий выполнения операции, определяют размерный износ:
Δи =LUo/1000 (11)
Ориентировочные значения относительного размерного износа (Uo) можно принимать по табл. 2.11 см.
На размерный износ влияют: материал режущей части инструмента, конструкция, геометрия и состояние лезвия, режимы обработки, жесткость технологической системы и другие факторы. Однако в достаточной степени обобщенных зависимостей размерного износа инструмента от указанных факторов пока нет. Поэтому, определяя размерный износ для обрабатываемой партии деталей, исходят из ориентировочных значений относительного износа или задаются допустимым для данного вида обработки размерным износом инструмента, значения которого можно принимать по табл. 2.12 см.
Погрешности, вызываемые упругими деформациями
технологической системы под влиянием силы резания Δy
Под воздействием радиальной составляющей силы резания Ру элементы технологической системы смещаются из исходного (ненагруженного) состояния; возникающие при этом силы упругости стремятся вернуть систему в исходное состояние. Смещение (отжатие) элемента технологической системы в направлении выдерживаемого размера и сила упругости находятся в определенном соответствии. Способность линейной упругой системы или элемента сопротивляться приложенной статической нагрузке характеризует жесткость упругой системы или ее элемента. Жесткость определяют как отношение радиальной составляющей силы резания Ру, направленной по нормали к обрабатываемой поверхности, к смещению у в том же направлении (Н/м):
j = Py/y (12)
В технологических расчетах часто пользуются податливостью, определяемой для статических условий как отжатие, вызываемое силой, равной единице, т. е. как величиной, обратной жесткости:
W=1/j=y/Py (13)
При ориентировочных расчетах точности обычно используют величины j и W, которые определяют свойства статически нагруженной, неработающей системы. Величины, характеризующие статическую жесткость j и податливость W металлорежущих станков, приведены в табл. 2.13 см.
2.5 Погрешности обработки, возникающие вследствие геометрических неточностей станка
Отклонения размеров, формы и расположения обрабатываемых поверхностей от заданных возникают также вследствие геометрических неточностей станка. Так, при точении консольно-закрепленной заготовки в результате отклонения от параллельности оси шпинделя направляющим станины в горизонтальной плоскости получается конусообразность:
Δкон=Cm×lm/l , (14)
где Cm – допустимое отклонение от параллельности оси шпинделя направляющим станины в плоскости выдерживаемого размера на длине l, мм;
lm – длина обработанной поверхности, мм.
При обработке плоских поверхностей на вертикально-фрезерных станках вследствие непараллельности рабочей поверхности стола его продольным направляющим возникает отклонение от параллельности обработанной и установочной поверхностей:
Δh=Cф×lф/L , (15)
где Δh – приращение высоты обработанной поверхности, мм;
Cф – отклонение от параллельности рабочей поверхности стола его продольным направляющим на длине L, мм;
lф – длина обработанной поверхности, мм.
Отклонение от перпендикулярности оси шпинделя вертикально-фрезерного станка к поверхности стола в продольном направлении вызовет при обработке плоской поверхности вогнутость в сечении, перпендикулярном к направлению подачи.
Оба указанных отклонения создают погрешности формы обработанной поверхности и, следовательно, погрешность выдерживаемого размера; указанные погрешности при односторонней обработке создают также отклонения относительно баз и торцевых поверхностей обработанной заготовки. Наиболее точно расчет ожидаемых погрешностей можно выполнить на основе экспериментальных данных. Допустимые отклонения деталей, обрабатываемых на различных станках, приведены в табл. 2.14 см.
2.6 Погрешности обработки, вызываемые температурными
деформациями технологической системы
Теплота, образующаяся при резании, трении сопряженных деталей станков, а также внешнее тепловое воздействие приводят к упругой деформации технологической системы, появлению погрешностей обработки ∑Δт. Теплота в процессе резания образуется в результате внутреннего трения между частицами обрабатываемого материала в процессе деформации Qдеф, внешнего трения стружки о переднюю поверхность резца Qп. тр. и поверхности резания обработанной поверхности о заднюю поверхность резца Qз. тр, отрыва стружки, диспергирования ее, т. е. тонкого измельчения Qдисп и определяется по формуле:
Q= Qдеф+Qп. тр.+ Qз. тр.+Qдисп. (16)
Так как механическая работа почти полностью переходит в теплоту, то эта связь выглядит следующим образом:
Q=Pz×V/E , (17)
где Q - количество теплоты;
Pz××V - работа резания;
E - механический эквивалент теплоты.
Распределение теплоты резания между стружкой, деталью и инструментом зависит от метода, условий обработки, материала детали и инструмента. Обычно при обработке из-за неравномерного нагрева происходит изменение: размеров, формы и расположения деталей станка. Температурные деформации вызывают не только смещение узлов станка, но и изменение жесткости станков. Однако суммарную погрешность обработки, связанную с температурными деформациями, обычно определить не удается. Поэтому для операций с жесткими допусками на обработку приблизительно принимают:
∑Δт=(0,1-0,4) Δ∑ , (18)
причем для обработки лезвийным инструментом
∑Δт=(0,1-0,15) Δ∑ , (19)
а при шлифовании
∑Δт=(0,3-0,4) Δ∑ . (20)
3. Пример определения суммарной погрешности обработки
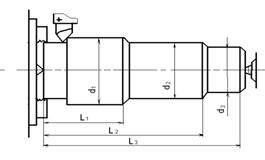 Ступени d1, d2, d3 вала (рис.3.1) обрабатываются чистовым точением в центрах гидрокопировального станка 1Н713 с допуском IT10. Определить суммарную погрешность обработки ступени d2. Заготовка вала из стали 45 (σв=750 МПа) на предшествующей операции обработана черновым точением по IT13. Условия обработки: резец с пластиной из твердого сплава T15K6 имеет φ=450, φ1=100; минимальный припуск 0,5 мм на сторону, подача S=0,15 мм/об; скорость резания V=130 м/мин.
Ступени d1, d2, d3 вала (рис.3.1) обрабатываются чистовым точением в центрах гидрокопировального станка 1Н713 с допуском IT10. Определить суммарную погрешность обработки ступени d2. Заготовка вала из стали 45 (σв=750 МПа) на предшествующей операции обработана черновым точением по IT13. Условия обработки: резец с пластиной из твердого сплава T15K6 имеет φ=450, φ1=100; минимальный припуск 0,5 мм на сторону, подача S=0,15 мм/об; скорость резания V=130 м/мин.
d1=40 мм
d2=30 мм
d3=25 мм
L1=100 мм
L2=150 мм
L3=225 мм
N=30 шт
N-число заготовок
в партии
Рис.3.1 Схема обработки
РЕШЕНИЕ.
1) Определим величину погрешности Δи (на радиус), вызванную размерным износом резца по формуле
Δи=(L/1000)× U0=(4631/1000)×6=28 мкм, (21)
где L-длина пути резания при обработке партии N деталей, м.
Она определяется по формуле:
![]() , (22)
, (22)
Для сплава T15K6 интенсивность изнашивания Uо=6 мкм/мм (табл.2.11).
2) Определим колебание отжатий системы Δу вследствие изменения силы Ру из-за непостоянных глубины резания и податливости системы при обработке. При этом необходимо дать студентам самостоятельно решить варианты задач:
деталь закреплена одним концом в патроне, а второй конец свободный;
деталь закреплена в патроне с поджатием задним центром;
деталь установлена в центрах, но правый центр во время обработки постоянно поджимается с помощью сжатого воздуха.
После решения всех четырех вариантов (один решается вместе с преподавателем) выбирается оптимальный вариант закрепления детали на основе анализа результатов расчета.
Δу=WmaxPymax-WminPymin; (23)
где Wmax и Wmin – наибольшая и наименьшая податливость системы;
Pymax и Pymin – наибольшее и наименьшее значения радиальной составляющей силы резания, совпадающей с направлением выдерживаемого размера. Для станка 1Н713 нормальной точности наибольшее и наименьшее допустимые перемещения продольного суппорта под нагрузкой 16 кН составляют соответственно 450 и 320 мкм (1, табл.11, с 30). При установке вала в центрах минимальная податливость системы будет при положении резца в конце обработки, т. е. у передней бабки станка. Исходя, из этого можно принять:
 мкм/кН (24)
мкм/кН (24)
Приближенно можно считать, что максимальную податливость система имеет при расположении резца посередине вала, когда его прогиб под действием силы Py достигает наибольшей величины. Поэтому:
Wmax=Wст. max+Wзаг. max , (25)
где Wст.max – наибольшая податливость станка;
 мкм/кН (26)
мкм/кН (26)
Wзаг. max – наибольшая податливость заготовки.
Вал в центрах можно представить как балку на двух опорах, нагруженную сосредоточенной силой, а наибольший прогиб – в середине вала.
 (27)
(27)
где Yдmax – наибольший прогиб вала, мм;
ℓд – длина вала, мм;
E – модуль упругости материала, МПа;
Ĵ – момент инерции поперечного сечения вала, мм4.
Момент инерции поперечного сечения вала определяется по формуле
Ĵ = 0,05 dпр4 (28)
где dпр – приведенный диаметр вала, мм.
Для гладких валов dпр=dвала, для ступенчатых валов с односторонним уменьшением диаметров ступеней:
 (29)
(29)
Для валов с двусторонним уменьшением диаметров ступеней
 (30)
(30)
Имея в виду, что W=y/Py, после соответствующих преобразований получим:
 (31)
(31)
При консольной установке заготовок в патроне
 (32)
(32)
Приведенный диаметр обрабатываемой заготовки будет равен:
![]() (33)
(33)
величина же ее наибольшей податливости
 (34)
(34)
Тогда максимальная податливость технологической системы будет составлять:
Wmax=24+32=56 мкм/кН. (35)
Наибольшая Pymax и наименьшая Pymin радиальные составляющие силы резания определяются из условий задачи. На предшествующей операции (черновом точении) заготовка обработана с допуском по IT13, т. е. возможно колебание припуска на величину ½ IT13, что для диаметра 32 мм составит 0,4/2=0,2 мм, а колебание глубины резания tmin= zmin=0,5 мм, tmax=0,7 мм.
Наибольшую и наименьшую радиальные составляющие силы резания можно определить по формуле:
 , (36)
, (36)
где Кр – поправочный коэффициент, определяемый по формуле [3, с.271]
 , (37)
, (37)
где ![]() - коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости;
- коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости;
![]() - коэффициент, учитывающий влияние главного угла в плане на радиальную составляющую силы резания;
- коэффициент, учитывающий влияние главного угла в плане на радиальную составляющую силы резания;
![]() = 1,0 (для φ = 45°) [3, табл.23, с.275]
= 1,0 (для φ = 45°) [3, табл.23, с.275]
![]() - коэффициент, учитывающий влияние переднего угла на радиальную составляющую силы резания;
- коэффициент, учитывающий влияние переднего угла на радиальную составляющую силы резания;
![]() = 1,0 (для γ=10°) [3, табл.23, с.275]
= 1,0 (для γ=10°) [3, табл.23, с.275]
![]() - коэффициент, учитывающий влияние угла наклона главного лезвия на радиальную составляющую силы резания;
- коэффициент, учитывающий влияние угла наклона главного лезвия на радиальную составляющую силы резания;
![]() =1,0 (для λ=0°) [3, табл.23, с.275]
=1,0 (для λ=0°) [3, табл.23, с.275]
![]() - коэффициент, учитывающий влияние радиуса при вершине резца на радиальную составляющую силы резания;
- коэффициент, учитывающий влияние радиуса при вершине резца на радиальную составляющую силы резания;
![]() =1,0 (для r=2 мм ) [3, табл. 23, с.275]
=1,0 (для r=2 мм ) [3, табл. 23, с.275]
 , [3, табл. 9, с.264] (38)
, [3, табл. 9, с.264] (38)
σB для сталиМПа, n=0,75
 (39)
(39)
Тогда Кр = 1,0×1,0×1,0×1,0×1,0=1,0 (40)
Значения эмпирических коэффициентов и показателей степени в формуле (36) принимаем по [3, табл. 22, с.273]: Ср=243; х=0,9; у=0,6; n=-0,3.
 (41)
(41)
 (42)
(42)
Изменение обрабатываемого размера вследствие упругих деформаций
 мкм (43)
мкм (43)
3) Определим погрешность ∑Δст, вызванную геометрическими неточностями станка
∑Δст=сℓ/L, (44)
где c – допустимое отклонение от параллельности оси шпинделя направляющим станины в плоскости выдерживаемого размера на длине L;
ℓ - длина обрабатываемой поверхности, мм.
Для токарных станков нормальной точности при наибольшем диаметре обрабатываемой поверхности до 250 мм, с=20 мкм (табл.2,14) на длине L=300 мм и при обработке ℓ=50 мм имеем
∑Δст =20*50/300=3,3 мкм (45)
4) В предположении, что настройка резца на выполняемый размер производится по эталону с контролем положения резца при помощи металлического щупа, определим погрешность настройки:
 (46)
(46)
где Δр – погрешность регулирования положения резца, мкм;
Кр и Ки – коэффициенты, учитывающие отклонение закона распределения величин Δр и Δизм от нормального закона распределения;
Кр=1,73; Ки =1,0 (табл. 2.8)
Δизм – погрешность измерения размера детали, мкм.
Для заданных условий обработки Δр=10 мкм (табл. 2.9) и Δизм=20 мкм (табл.2.10) при измерении d2=35h10 мм, и погрешности настройки определяется
 мкм (47)
мкм (47)
5) Определим температурные деформации технологической системы, приняв их равными 15% от суммы остальных погрешностей,
 мкм (48)
мкм (48)
6) Определим суммарную погрешность обработки по уравнению:
 мкм (49)
мкм (49)
она превышает заданную величину допуска на d=35 мм (Td=100 мкм).
Если чистовое точение является операцией, предшествующей шлифованию поверхности диаметром 35 мм, превышением поля рассеяния в сравнении с полем допуска операционного размера чистового точения очевидно можно пренебречь, так как это превышение вызовет только колебание припуска на шлифование в пределах ±0,005 мм, т. е. ±2%. Если же операция чистового точения является окончательной, то необходимо выполнение работы без брака, т. е. обеспечение Δ∑≤ITd2.
Анализ элементарных погрешностей показывает, что наиболее действенным мероприятием для уменьшения суммарной погрешности размера d2 является снижение погрешности от размерного износа резца Δи. этого можно достигнуть:
применением более износостойкого твердого сплава (например, вместо T15K6 применить сплав Т30К4, имеющий почти в 2 раза меньший относительный износ) или соответствующим снижением режимов резания при использовании сплава Т15К6;
уменьшением размера партии деталей, обрабатываемых за межнастроечный период (сокращение длины пути резания);
использованием автоподналадчиков, позволяющих периодически или непрерывно корректировать положение вершины резца при его износе.
4. Выполнение семестровой работы
Задание на выполнение семестровой работы выдается преподавателем каждому студенту в соответствии с индивидуальным заданием на курсовой проект. Преподаватель назначает одну или две поверхности на детали и вид обработки. Данные для расчета суммарной погрешности студент определяет самостоятельно (режимы резания, геометрию инструмента, тип станка и т. д.).
Индивидуальное задание выполняется на листах формата А4 чернилами или пастой (фиолетовой, черной или синей). Чертеж детали выполняется по линейке аккуратно, можно не в масштабе, а произвольно. Указанная в задании поверхность на детали должна быть выделена красным цветом или толстыми линиями и на ней должны быть проставлены, требования по точности и высоте микронеровностей. Выполненное индивидуальное задание сдается для проверки преподавателю.
Вопросы для программированного опроса
1) Что называется погрешностью базирования?
2) Что называется погрешностью закрепления?
3) Что называют погрешностью установки?
4) Что понимают под наладкой технологической системы?
5) Что влияет на размерный износ инструмента?
6) Какие отклонения возникают вследствие геометрических неточностей станка?
7) Какие отклонения возникают при точении консольно-закрепленной заготовки в результате отклонения от параллельности оси шпинделя направляющим станины в горизонтальной плоскости?
8) Какие отклонения вызывает отклонение от перпендикулярности оси шпинделя вертикально-фрезерного станка к поверхности стола в продольном направлении при обработке плоских поверхностей?
9) В результате чего образуется теплота в процессе резания?
10) К чему приводит появление теплоты в зоне резания?
Приложение А
Таблица 2.1 Погрешность установки заготовок в патронах и оправках
Тип патрона или оправки | Квалитет точности базы заготовки | Погрешность установки, мкм, для направления | |
радиального | осевого | ||
Цанговые оправки при диаметре установочной поверхности, мм: | |||
до 50 | 7-9 | 10-35 | 20 |
св. 50 до 200 | 20-60 | 50 | |
Трехкулачковые патроны с незакаленными кулачками или разрезными втулками при диаметрах до 120 мм | при зазоре до закрепления погрешность 0,02-0,10 мм | 10-30 | 10-120 |
Двухкулачковые патроны при диаметре детали 200 мм: | |||
с винтами | 11-13 | 100-200 | 50-100 |
с рейками | 20-60 | 15-40 | |
Цилиндрические оправки с гайками (установка на оправку с зазором) | 8-11 | в пределах допуска зазора | 10 |
Конусные оправки при отверстии длиной не менее 1,5 d | 7 | 30 | определяется размерами деталей и оправок |
Патроны и оправки с упругими втулками и гидропластмассой при L: | |||
до 0,5d | 7-9 | 3-10 | - |
св.3,0d | 10-20 | - | |
Патроны и оправки с пластинчатыми (тарельчатыми) пружинами | 7-11 | 10-20 | - |
Патроны и оправки с упругими втулками и роликами, опирающимися на тела, имеющие форму гиперболоида вращения | 7-8 | 3-8 | - |
Мембранные патроны | 7-9 | 3-5 | - |
Патроны и оправки с упругими элементами гофрированного типа | 5-7 | 2-5 | - |
Таблица 2.2 Погрешность установки заготовок в цанговом и

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
