

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4 Разработка приспособления для установки и крепления V-образных блоков цилиндров
4.1 Обзор существующих конструкций станков и технологической оснастки
Расточные станки — группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Отличительной особенностью расточных станков является наличие горизонтального или вертикального шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется режущий инструмент — борштанга с резцами, сверло, зенкер, развертка, фреза и др.
Перемещения, обеспечивающие установку шпинделя в заданное положение, и движения подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а также характера операции.
На станке осуществляется вращение шпинделя при выполнении всех основных видов работ и вращение планшайбы при обтачивании торцов радиальным суппортом. При сверлении, зенкеровании, развертывании и растачивании выдвижному шпинделю подачи (или столу) сообщают движение в продольном направлении. При растачивании отверстия резец устанавливают в борштанге, один конец которой закреплен в шпинделе, а другой вращается в подшипнике люнета стойки. При фрезеровании плоскостей осуществляют подачу выдвижного шпинделя, несущего фрезу или стол получает перемещение в поперечном направлении.
Существует несколько разновидностей расточных станков: универсальные горизонтально-расточные станки, горизонтально-расточные станки, горизонтально-расточные станки с ЧПУ, сверлильно-фрезерно-расточные станки, также есть и специализированные виды расточных станков - алмазно-расточные, координатно-расточные.
Расточные станки классифицируется по видам выполняемых ими операций, сфере применения, металлам, по которым осуществляется расточка, особенностям установки и другим характеристикам.
Координатно-расточные станки предназначены для окончательной обработки отверстий, расстояние между центрами которых должно быть точно выдержано от базовых поверхностей, без применения приспособлений для направления инструмента.
На этих станках можно производить растачивание, сверление, зенкерование отверстий, чистовое фрезерование торцов, измерение и контроль деталей, а также разметочные работы.
Координатно-расточные станки чаще применяются в инструментальных и экспериментальных цехах.
В горизонтально-расточных станках расточной шпиндель располагается горизонтально, а в вертикально-расточных вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка в зависимости от его размеров.
Главным движением станка является вращение шпинделя. Движение подачи сообщается либо инструменту, либо заготовке, в зависимости от характера обработки. В первом случае движением подачи является осевое перемещение s шпинделя или вертикальное перемещение шпиндельной бабки, или радиальное перемещение резцовой головки по планшайбе, во втором случае — перемещение стола в одном из двух взаимно перпендикулярных направлений.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное перемещение задней стойки с люнетом, установочное перемещение люнета на задней стойке, переключение скоростей и подач и т. д.
В ремонтном производстве часто используются фрезерно-расточные станки которые позволяют выполнять операции растачивание, сверление, зенкерование, нарезание резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Такие станки используют для расточки и фрезерования блоков цилиндров двигателей.
Станок CM 2500V компании AMC-SCHOU [4] предназначен для расточки цилиндров, растачивания посадочного отверстия под нижний поясок гильзы для установки кольца и фрезерования привалочной поверхности блока цилиндров автомобильных двигателей при капитальном ремонте (рисунок 4.1).

Рисунок 4.1 - Фрезерно-расточной станок CM 2500V
Технические характеристики данного станка указаны в таблице 4.1
Таблица 4.1 - Технические характеристики CM 2500V
1 | 2 |
Диапазон растачиваемых диаметров, мм | 32-350 |
Максимальное перемещение расточной головки, мм | 780 |
Расстояние от шпинделя до колонны | 510 |
Максимальная высота от шпинделя до стола, мм | 1460 |
Шпиндельная скорость, об/мин | 50-1200 |
Подача при растачивании, мм/мин | 20-1500 |
Продолжение таблицы 4.1
1 | 2 |
Поверхность стола, мм | 2540x600 |
Продольный ход стола, мм | 2675 |
Поперечный ход стола, мм | 140 |
Максимальная длина фрезерования, мм | 2275 |
Скорость перемещения стола, мм/мин | 0-1200 |
Максимальный вес обрабатываемого изделия, кг | 2500 |
Ширина фрезерования, мм | 400 |
Дополнительная ширина фрезерования, мм | 300/500 |
Станок ORION-S компании ROBBI [5] предназначен для расточки цилиндров, растачивания посадочного отверстия под нижний поясок гильзы для установки кольца и фрезерования привалочной поверхности блока цилиндров автомобильных двигателей при капитальном ремонте (рисунок 4.2).

Рисунок 4.2 - Фрезерно-расточной станок ORION-S
Технические характеристики данного станка указаны в таблице 4.2
Таблица 4.2 - Технические характеристики ORION-S
Диапазон растачиваемых диаметров, мм | 31-320 |
Максимальное перемещение расточной головки, мм | 1230 |
Расстояние от шпинделя до колонны | 450 |
Максимальная высота от шпинделя до стола, мм | 1860 |
Шпиндельная скорость, об/мин | 0-500 |
Подача при растачивании, мм/мин | 20-800 |
Поверхность стола, мм | 1800x600 |
Продольный ход стола, мм | 1780 |
Поперечный ход стола, мм | 180 |
Максимальная длина фрезерования, мм | 1080 |
Скорость перемещения стола, мм/мин | 0-350 |
Максимальный вес обрабатываемого изделия, кг | 2200 |
Ширина фрезерования, мм | 400 |
Дополнительная ширина фрезерования, мм | 300/500 |

Рисунок 4.3 - Фрезерно-расточной станок OLIMPIA-K
Станок OLIMPIA-K компании ROBBI предназначен для расточки цилиндров, растачивания посадочного отверстия под нижний поясок гильзы для установки кольца и фрезерования привалочной поверхности блока цилиндров автомобильных двигателей при капитальном ремонте (рисунок 4.3)..
Технические характеристики данного станка указаны в таблице 4.3
Таблица 4.3 - Технические характеристики OLIMPIA-K
Диапазон растачиваемых диаметров, мм | 31-320 |
Максимальное перемещение расточной головки, мм | 1330 |
Расстояние от шпинделя до колонны | 520 |
Максимальная высота от шпинделя до стола, мм | 2130 |
Шпиндельная скорость, об/мин | 0-500 |
Подача при растачивании, мм/мин | 20-800 |
Поверхность стола, мм | 3000x700 |
Продольный ход стола, мм | 2530 |
Поперечный ход стола, мм | 230 |
Максимальная длина фрезерования, мм | 2300 |
Скорость перемещения стола, мм/мин | 0-400 |
Максимальный вес обрабатываемого изделия, кг | 1200 |
Ширина фрезерования, мм | 300 |
Дополнительная ширина фрезерования, мм | 400 |
Дополнительное оборудование.
Крепление V-образных блоков цилиндров является дополнительным оборудованием к разного рода станкам. Его задача заключается в надежном закрепление блока цилиндров на станке и установке его под определенным углом, для того что бы можно было осуществить операции согласно технологическому процессу.
Приспособление для зажима компании ROBBI служит для закрепления блоков цилиндров V-образных двигателей на столе фрезерно-расточного станка SIRIO-S в процессе фрезерных и расточных работ (рисунок 4.4).

Рисунок 4.4 - Приспособление для зажима компании ROBBI
Представляет собой две опоры с системой зажима вала, вал, два зажимных винта, балку, нижнюю опору.
Через блок цилиндров продевается вал, который установлен на опоры. Блок поворачивают на необходимый угол. Угол ограничивает нижняя опора, которая с помощью винта может подниматься и опускаться на определенную высоту. С помощью зажимных винтов и балки блок закрепляют под выбранным углом.
Недостатки: для правильного распределении массы лучше использовать три вала, при установке крупных и массивных блоков цилиндров возможен прогиб вала.
Приспособление для зажима компании AMC-SHOU служит для закрепления блоков цилиндров V-образных двигателей на столе плоскошлифовального станка SG1400V процессе фрезерных и шлифовальных работ (рисунок 4.5).
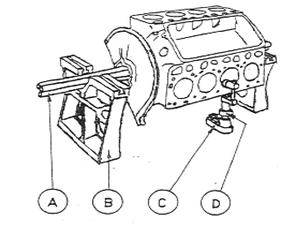
Рисунок 4.5 - Приспособление для зажима компании AMC-SHOU
Представляет собой три вал (А) , две опоры (В), регулируемых винтовой зажим (С) с винтом (D).
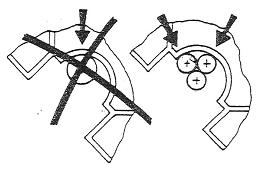
Рисунок 4.6– Схема расположении валов
Опоры располагают как можно ближе к блоку. Чтобы добиться наилучшего распределения массы, используют три вала (рисунок 4.6), установленные в постель коленчатого вала блока цилиндров. Посредством винта (D) блок можно наклонять, пока верхняя часть цилиндра не окажется в горизонтальном положении.
Недостатки: при установке крупных и массивных блоков цилиндров возможен прогиб валов.
Универсальное регулируемое наклонное крепление компании AMC-SHOU для растачивания и фрезерования любых блоков малых и средних размеров (рисунок 4.7). Использование этого оборудования уменьшает время на подготовку к работе и увеличивает производительность.

Рисунок 4.7– Универсальное регулируемое крепление компании AMC-SHOU
Состоит из двух опор с системой зажима блока цилиндров и упорного уголка.
На каждой опоре имеется вал, который устанавливается в постель коленчатого вала. Упорный уголок упирается в блок и служит для выдерживания угла наклона, а также является своего рода третье опорой. Сам блок закрепляется посредством зажимов и зажимных винтов расположенных на опорах.
Основой недостаток данных конструкций - это их высокая цена. Заводская цена оборудования 1823…2385 евро [4], это примерно 78000…102555 рублей, не включая налоги и затраты на транспортировку.
4.2 Обоснование необходимости
Фрезерно-расточной станок VB260M (рисунок 4.8) является высокоточным быстропереналаживаемым расточным станком предназначен для работ по ремонту и восстановлению блоков цилиндров грузовых автомобилей и спецтехники Погрешность системы центрирования до 20 мкм; отклонение обработанной поверхности от цилин-дричности не более 0,01мм. Данный станок продается под торговой маркой AZ MACHINE TOOLS.
AZ MACHINE TOOLS – торговая марка итальянской компании «AZ spa», которая уже 50 лет разрабатывает новейшие технологии ремонта деталей двигателей и производит весь спектр высокоточного станочного оборудования для их реализации. Продукция AZ MACHINE TOOLS хорошо известна во всем мире и давно успешно работает в России. Производство машин AZ сертифицировано по ISO 9001.
Данный станок используется на предприятие для расточки цилиндров, растачивания посадочного отверстия под нижний поясок гильзы для установки кольца и фрезерования привалочной поверхности блока цилиндров рядных автомобильных двигателей при капитальном ремонте.
При капитальном ремонте мотора посадочным местам под цилиндр необходимо придать правильную форму и размер (ремонтный размер). Для этого применяют растачивание.
Рисунок 4.8 - Фрезерно-расточной станок VB 260 M
Для расточки рядных блоков используется специальный станок VB 260 M [6] фирмы AZ. Шпиндель этого станка может перемещаться только по вертикали, поэтому базирование блока цилиндров относительно шпинделя осуществляется путем перемещения стола с закрепленным на нем блоком. При таком способе центрирования цилиндра, погрешность базирования минимальная, однако производительность не самая высокая. Тем не менее, на нынешний момент, это наиболее распространенная схема.
Фрезеровка необходима для обеспечения плоскостности привалочных поверхностей, а также для устранения забоин и царапин на них.
При сильном перегреве мотора механики, как правило, проверяют привалочную плоскость ГБЦ, забывая про блок. Несмотря на то, что головка деформируется значительно сильнее блока, пренебрегать проверкой плоскости блока не следует. Прогиб около 0,05- 0,07 мм может являться причиной утечек охлаждающей жидкости или попадания ее в цилиндры.
Обработка плоскости блока цилиндров производится на станке VB 260M. Для этого шпиндель, предназначенный для расточки, снимают и вместо него устанавливают специальный шпиндель с массивной поперечной балкой с закрепленными на ней двумя резцами. Поскольку величина съема строго ограничена (выступанием или утопанием поршней относительно плоскости разъема), то блок устанавливается таким образом, чтобы съем был минимальным.
Но на предприятие V-образные двигатели не ремонтируются из-за специфики этих двигателей, а именно расположение цилиндров под определенным углом, что не позволяет выполнять операции растачивания и фрезерования на имеющемся фрезерно-расточном станке.
Для работы станка в полную силу и повышения производительности труда необходимо разработать и изготовить приспособление с помощью которого можно надежно закрепить двигатель на столе фрезерно-расточного станка и придать ему определенный угол.
4.3 Предлагаемое приспособление для зажима и крепление блока цилиндров

Рисунок 4.9 - Разработанное приспособление
Данное приспособление (рисунок 4.9) для установки и крепления V-образных блоков цилиндров является дополнительным оборудованием к фрезерно-расточному станку VB260M. Его задача заключается в надежном закрепление блока цилиндров на станке и установке его под определенным углом, для того что бы можно было осуществить операции согласно технологическому процессу, а именно фрезерование привалочной поверхности блока и растачивание поверхности под нижний поясок гильзы цилиндров.
Приспособление представляет собой две абсолютно одинаковые сварные конструкции в виде уголка, с упорами и зажимами, все изготовлено из стали 40.
С помощью четырех болтов и специальных гаек, которые повторяют профиль пазов в движущейся части стола станка, приспособление устанавливается и крепится на станке. Далее с помощью кран-балки устанавливают V-образный блок цилиндров, нижней поверхностью на ребро приспособления. Ребро имеете угол наклона к плоскости стола станка равный 30 градусов, тем самым обеспечивается перпендикулярное расположение привалочной поверхности блока по отношению к шпинделю станка. Блок цилиндров закрепляют на стенде с помощью зажимов, которые обеспечивают надежное его крепление во время проведения работ по восстановлению. Точность установки блока цилиндров проверяют с помощью индикатора часового типа ИЧ-25 ГОСТ .
Данное приспособление обеспечивает надежное крепление, достаточную точность при обработке, а главными его достоинствами являются простота конструкции, а значит легкость изготовления и не высокая цена по сравнению с аналогичными конструкциями.
4.4 Расчет верхнего резьбового зажима
Исходные данные: болт поставлен в отверстие без зазора, нагрузка F=0,1 кН, знакопеременная, материал болта и соединяемых деталей Ст 5
Условие отсутствия сдвига деталей в стыке
![]() , (4.1)
, (4.1)
где Fтр – сила трения, Н;
Fn – осевая сила, Н;
i – число плоскостей трения;
f – коэффициент трения
Эквивалентное напряжение σэ, МПа
![]() , 4.2)
, 4.2)
где σр – напряжение растяжения, МПа;
[σр] – допустимое напряжение растяжения, МПа;
τкр – напряжение кручения, МПа
Формула проверочного расчёта σэ, Мпа
 , (4.3)
, (4.3)
где d1 – диаметр болта, мм
Формула проектного расчёта диаметра d1, мм
 , (4.4)
, (4.4)
Для Ст 5 при знакопеременной нагрузке [σр]=165 МПа, [7] по формуле (4.1) , при f=0,18 (сталь по чугуну)
 Н
Н
Болт при затяжке испытывает нормальное напряжение растяжения и касательное напряжение от закручивания гайки. Эквивалентное напряжение по формуле (4.2).
![]() МПа
МПа
По формуле (4.4) находим проектный диаметр болта
 мм
мм
Проверяем, удовлетворяет ли выбранный нами стандартный болт заданным нагрузкам. Условие соответствия 
 МПа
МПа
Проведённые расчёты показали, что необходимое условие соответствия выполняется.
При расточных работах дополнительно возникают нагрузки на резьбовое соединения и что бы исключить вибрации блока необходимо большое усилие затяжки, поэтому принимаем для надежности болт М12 и рассчитываем момент приложенный к нему для сообщения зажимающей силы (рисунок 4.10).
Рисунок 4.10 - Зажим
![]() , (4.4)
, (4.4)
где Q – зажимающая сила, Н

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
