
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Способ получения пресс-порошков:
Применяют вальцовый или экструзионный способы [14]. Технологический процесс включает стадии: подготовки сырья, смешения компонентов и пластикации массы на вальцах или в экструдере; размола и стандартизации пресс-порошков, рис. 3.
В процессе пластикации наряду с гомогенизацией происходит поликонденсация олигомеров с частичным переходом их в стадию резитола. Температура в конце пластикации массы должна быть ~1300С.
Пресс-порошки на основе крезолоформальдегидных олигомеров получают периодическим вальцеванием.
Экструзионный способ обеспечивает более высокое качество получаемых пресс-материалов за счет лучшей пропитки; улучшаются условия труда и облегчается переход с одной марки пресс-материала на другую.
Применяются также эмульсионный и лаковый способы получения пресс-порошков. При эмульсионном способе наполнитель пропитывается водоэмульсионными олигомерами, при лаковом – растворами олигомеров в спирте или смеси растворителей с последующей сушкой в вакууме при 60-75оС.
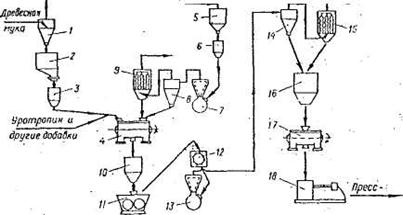
Рис. 3. Схема производства пресс-порошков непрерывным способом:
1-циклон; 2-бункер древесной муки; 3,6,10,16-бункеры-дозаторы;
4-барабанный смеситель (лопастной); 5-бункер олигомера; 7-молотковая дробилка с воздушной сепарацией (мельница тонкого помола); 8,14-циклоны; 9,15-рукавные фильтры; 11-вальцы; 12-зубчатая дробилка; 13-молотковая дробилка; 17-барабанный смеситель (стандартизатор); 18-автомат для расфасовки готового продукта
Существенным недостатком эмульсионного способа является применение нестандартных по вязкости олигомеров; способ малопроизводителен, его трудно проводить непрерывно, поэтому он практически утратил свое значение.
При лаковом способе требуются большой расход растворителей, их регенерация, и, кроме того, при этом способе низкое качество пропитки и неравномерность сушки, поэтому и этот способ находит лишь ограниченное применение.
Классификация пресс-порошков:
В зависимости от состава (тип связующего, наполнителя, отвердителя, наличие смазок, стабилизаторов) пресс-порошки подразделяются на общетехнического и специального назначения (табл. 3).
Пресс-порошки общетехнического назначения. Применяются для изготовления ненагруженных деталей, к которым также не предъявляется высоких требований по электротехническим, химическим и теплофизическим показателям. Связующим в таких материалах служит новолачная ФФС, а наполнителем – древесная мука. Изготавливают из этих составов штепсели, розетки, вилки, патроны, корпуса различных приборов и техники, рукоятки и т. п.
Электроизоляционные пресс-порошки - это пресс-порошки на основе резольных ФФ олигомеров, наполненных древесной мукой. Изготавливают из этих материалов детали электротехнического назначения и детали автотракторного оборудования, эксплуатируемые в среде бензина и масла.
Высокочастотные пресс-порошки - это резольные пресс-порошки на основе фенолоальдегидных олигомеров, наполненных слюдой, кварцевой мукой, плавиковым шпатом. Изделия из этих пресс-порошков (резинотехнические) сохраняют высокие диэлектрические свойства при повышенной влажности и могут эксплуатироваться в тропиках.
Безаммиачные пресс-порошки – это резольные пресс-порошки на основе фенолоанилиноформальдегидных олигомеров и древесной муки. Не содержат уротропина. Предназначены для деталей слаботочной или радиотехнической аппаратуры, контактирующей с элементами, содержащими серебро.
Влагохимстойкие пресс-порошки – пресс-порошки на основе новолаков, совмещенных с ПВХ, наполненных каолином, коксом, графитом, древесной мукой. Используются при изготовлении водо - и кислотостойких изделий (крышки и пробки аккумуляторных баков, детали стиральных машин, антифрикционные изделия и т. п.).
Жаростойкие пресс-порошки – новолачные пресс-порошки на основе ФФО, наполненных слюдой или асбестом. Предназначены для изготовления деталей электро - и радиоаппаратуры, работающих при высоких температурах.
Ударопрочные пресс-порошки - это пресс-порошки на основе новолаков, совмещенных с каучуком, наполненных древесной мукой. Применяются для изготовления деталей общетехнического назначения (радиодеталей, электроустановочных изделий), армированных деталей сложной конфигурации.
Антегмит - пресс-порошок на основе искусственного графита и новолачного ФФО. Стоек к тепловым ударам, вплоть до температуры те-
плостойкости. Он легко обрабатывается режущими и абразивными инструментами. Основными недостатками являются низкая механическая прочность и хрупкость. Выпускают марок АТМ-1; АТМ-10 и АТМ-1Г. Антегмит применяют как антикоррозионный тепло - и токопроводный материал для изготовления теплообменников, химической и другой аппаратуры, трубопроводов, уплотнителей, электродов и др. Плитки из антегмита используют для футеровки химической аппаратуры.
Таблица 2
Свойства пресс-порошков на основе новолачных ФФО
с различными наполнителями
Свойства | Древесная мука с добавкой каолина | Асбест с добав-кой древес-ной муки | Дре-весная мука с добав-кой асбеста | Слюда и асбест | АТМ-1 |
1 | 2 | 3 | 4 | 5 | 6 |
Плотность, кг/м3 | 1400 | 1750 | 1400 | 1850 | 1800 |
Разрушающее напряжение, МПа, не менее: при сжатии статическом изгибе | 160 60 | 160 45 | 160 60 | 100 50 | 100-120 40-50 |
Ударная вязкость, кДж/м2 | 5,0 | 3,0 | 5,0 | 3,5 | 2,7-3,5 |
Теплостойкость по Мартенсу, 0С | 125 | 145 | 135 | 140 | - |
Удельное электрическое сопротивление: поверхностное, Ом объемное , Ом. м Электрическая прочность, кВ/мм | 1012 1014 11 | 1011 1012 - | 1012 1014 11 | 1011 2,5-3,0×1013 11 | 0,5-0,6 - |
Водопоглощение за 24 ч, % | 0,06 | 0,02 | 0,06 | 0,01 | - |
Таблица 3 | |||||
Свойства резольных пресс-порошков с различными наполнителями | |||||
Свойства | Слюда и плавиковый шпат | Древесная мука | Древесная мука | ||
1 | 2 | 3 | 4 | ||
Плотность, кг/м3 | 1950 | 1400 | 1400 | ||
Ударная вязкость, кДж/м2 | 3,5 | 4,5 | 4,5 | ||
Водопоглощение за 24 ч., % | 0,01 | 0,055 | 0,055 | ||
Разрушающее напряжение, МПа: при сжатии при статическом изгибе | 110 55 | 150 60 | 150 55 | ||
Теплостойкость по Мартенсу, оС | 150 | 120 | 120 | ||
Удельное электрическое сопротивление: поверхностное, Ом | 1×1014 | 5×1013 | 5×1013 | ||
объемное, Ом. м | 1×1016 | 5×1014 | 5×1014 | ||
Резольные пресс-порошки превосходят новолачные по электрическим показателям. Введение минеральных наполнителей увеличивает теплостойкость. Усадка всех пресс-порошков не превышает 1%.
Пресс-порошки перерабатывают в изделия методами прямого или литьевого прессования при температуре 160-200оС и давлении 20-120 МПа. Для получения профильных изделий (труб, стержней, уголков и т. п.) пресс-порошки перерабатывают методом профильного прессования. Некоторые пресс-порошки перерабатывают литьем под давлением.
3. РЕОЛОГИЧЕСКИЕ СВОЙСТВА НАПОЛНЕННЫХ
ПОЛИМЕРОВ
Реологические свойства расплавов наполненных полимеров имеют большое значение при выборе условий их переработки в изделия [11]. Вязкость расплавов, температура текучести зависят от объемной доли наполнителя и формы его частиц.
Объемная доля наполнителя (jн) рассчитывается по формуле:
 ,
,
где mн – массовая доля наполнителя;rкм и rн – плотность композиционного материала и наполнителя соответственно.
Для математического описания процессов формования используется уравнение, описывающее зависимость между напряжением сдвига t, скоростью сдвига g и температурой Т:
 ,
,
где Е – энергия активации течения; R – универсальная газовая постоянная; mо и n - константы.
Простейшей зависимостью, описывающей вязкость наполненной дисперсной системы, является уравнение Эйнштейна, применяемое при содержании наполнителя до 6 объем. % [3]
![]() .
.
В области концентраций до 15 объем. % используется уравнение Смолвуда-Гута:
![]()
![]()
и для средних концентраций ( £ 30 объем.%) применяется уравнение Муни:
 ,
,
где h0 - вязкость полимерного связующего; Ке – коэффициент формы частиц (Ке шара = 2,5; Ке куба = 3; Ке элипса = 5); b - коэффициент, учитывающий взаимодействие (дисперсного наполнителя) и равный 14,1; jmaх – максимальная доля наполнителя при плотной упаковке частиц.
Если содержание наполнителя превышает 30 объем. %, такие материалы перерабатываются в основном прямым и литьевым прессованием, а вязкость определяется из зависимостей [4] следующего вида:
 ,
,
через свободный объем наполнителя jf :
 ,
,
или через параметр q:
 ,
,
где q - свободная доля полимера в ПКМ, пошедшая на раздвижку частиц наполнителя.
Даже при предельной упаковке частиц, когда j = jmaх, существует свободный объем = 30%, но материал не течет. Раздвижение частиц при разбавлении или нагреве приводит к увеличению свободного объема и повышению текучести.
Величину вязкости пластифицированных композиций рассчитывают по уравнению:
![]() ,
,
где h1 и h2 - вязкость смеси без пластификатора и с пластификатором, соответственно; N – доля непластифицированной составляющей; a - постоянная = 0,6.
Введение в расплавы полимеров малых добавок (0,5-1% объем.) наполнителей различной природы приводит к заметному (до 10-40% от вязкости ненаполненного полимера) снижению вязкости и лишь при дальнейшем увеличении содержания наполнителя вязкость начинает возрастать [12]. Возникновение минимума объясняется образованием дополнительного свободного объема в граничном слое полимера на частице наполнителя, исходя из представлений о модели строения граничного слоя полимера [12]. Согласно этой модели, граничный слой состоит из двух подслоев, различающихся плотностью упаковки. Причем более плотный слой полимера (толщиной от нескольких сотен ангстремов до нескольких микрометров) находится в непосредственной близости от границы раздела, а далее следует более рыхлый, довольно протяженный (до десятков мкм) полимерный слой. Толщина слоев может изменяться в зависимости от природы полимера и наполнителя и других факторов. Под действием сдвиговых напряжений течение в системе происходит преимущественно по разрыхленным слоям, имеющим больший свободный объем, что и приводит к снижению вязкости. При некотором содержании наполнителя весь полимер может перейти в граничный слой, а разрыхленные слои соседних частиц придут в соприкосновение. В этот момент вязкость расплава окажется минимальной.
Особенностью реологических свойств наполненных полимеров является существование предела текучести tт, который начинает проявляться с некоторой критической концентрации наполнителя. При напряжении ниже tт такие системы не обладают текучестью, а при напряжении выше tт течение системы описывается уравнением Гершеля-Бланки:
![]() ,
,
где tх – напряжение сдвига; g - скорость сдвига; Кi – константа.
Реологические свойства наполненных систем в значительной мере определяются структурообразованием в полимерной среде частиц наполнителя и их связыванием друг с другом через адсорбированные на поверхности частиц макромолекулы [12]. При больших напряжениях сдвига структура, образуемая частицами наполнителя, разрушается, и тогда энергия активации течения наполненной системы становится такой же, как и ненаполненной.
Следовательно, особенности реологических свойств наполненных полимеров определяются сочетанием характеристик полимера и структурно-механических свойств трехмерного каркаса, образованного в результате взаимодействия частиц наполнителя. С этой точки зрения, регулирование реологических свойств наполненных композиций может быть осуществлено путем изменения поверхностных свойств наполнителя, определяющих взаимодействие частиц как друг с другом, так и с полимером. При модификации частиц наполнителя могут также улучшаться смачиваемость и равномерность их распределения в полимерной матрице, что особенно существенно при высоких степенях наполнения.
Наполненные полимеры характеризуются более низкой текучестью, поэтому перерабатываются при температуре на 20-300С выше ненаполненных и более высоких значениях давления. Для снижения вязкости можно использовать смазки и пластификаторы. В качестве твердых смазок используют наполнители пластинчатой структуры: графит, диоксид молибдена, нитрид бора и диселениды металлов в количестве не более 3 масс.%.
Твердые частицы наполнителя снижают технологическую усадку, колебание усадки и повышают размерную точность изделий [11].
Полимеры, армированные тканями, бумагой, холстами и т. д., не обладают текучестью, а форма изделию придается путем их деформирования.
4. ДЕФОРМАЦИОННО-ПРОЧНОСТНЫЕ
СВОЙСТВА НАПОЛНЕННЫХ МАТЕРИАЛОВ
Механические свойства полимеров - комплекс свойств, определяющих поведение материалов при действии на них различно приложенных внешних сил. При воздействии внешних сил полимерные материалы деформируются, а при значительных и длительных воздействиях разрушаются. Поэтому полимеры характеризуют деформационными и прочностными свойствами. Деформация – изменение структуры, объема и линейных размеров тела под давлением внешних сил. Прочность - это устойчивость твердого тела к действию внешних сил без изменения формы и разрушения, характеризующаяся пределом прочности, то есть величиной напряжения, при которой еще не происходит разрушение материала в условиях нагружения. Предельные возможности материала противостоять воздействию внешних сил характеризуются напряжением, соответствующим разрушению образцов (изделий).
Долговечность – это продолжительность от момента приложения нагрузки до момента разрушения материала. Зависит от структуры материала, внутренних напряжений, а также от величины приложенных нагрузок и температуры испытания. Существенно влияют на долговечность технология переработки и последующей обработки изделий и условия эксплуатации.
При введении наполнителей изменяются многие свойства композиционных материалов.
Разнообразие природы, структуры наполнителей и их различные сочетания позволяют создать огромное количество марок материалов на основе термопластичных и термореактивных матриц со специальными свойствами: электроизоляционные, электропроводные, магнитодиэлектрики, тепло - и звукоизоляционные, фрикционные и антифрикционные, ударопрочные, влаго - и химически стойкие, негорючие и т. д., например:
Материалы | Наполнители |
Электроизоляционные | Слюда, тальк, молотый кварц, асбест, карбонат кальция, оксид алюминия, стекловолокно. |
Антифрикционные | Графит, дисульфид молибдена, нитрат бора, фторопласт. |
Тепло-, жаростойкие | Асбест, кокс, графит, углеродные волокна. |
Химически стойкие | Графит, фторопласт, технический |
углерод, асбест, тальк. | |
Тепло-, электропроводные | Графит, технический углерод, углеродные волокна, порошки металлов. |
Модуль упругости, как мера жесткости материала, характеризует сопротивление развитию обратимых деформаций. В технике жесткость является важным параметром, поэтому необходимо точно знать деформации, отклонения или перемещения, происходящие в конструкции и ее отдельных элементах под действием внешних сил. При действии нагрузок между элементами конструкций должны сохраняться точное соответствие и необходимые зазоры. Например, при действии нагрузок на самолет двери не должны заклиниваться, а крылья сильно деформироваться. Введение жестких частиц наполнителя приводит к увеличению модуля упругости, а мягких, эластичных – к снижению [10].
Для расчета модуля упругости дисперсно-наполненных полимеров принимают обобщенное уравнение Нилсена-Кернера:
![]() или
или ![]() ,
,
|
 ;
;  ;
;  ;
;
Екм, Ем и Ен - модули упругости (сжатия, растяжения, изгиба) композиционного материала, матрицы и наполнителя; nм - коэффициент Пуассона матрицы; jн и jmax - объемная и максимальная объемная доли наполнителя, соответственно.
Относительное удлинение при разрыве наполненного материала определяется конкретным механизмом его разрушения [4]. Теория этого явления довольно сложна, однако при хорошей адгезии можно с достаточной точностью рассчитать удлинение при разрыве в зависимости от содержания твердого наполнителя:
 ,
,
где eкм и eм - деформация наполненной и ненаполненной матрицы.
5. ПРОЧНОСТЬ ДИСПЕРСНО-НАПОЛНЕННЫХ
ПОЛИМЕРОВ
Прочность дисперсно-наполненных полимеров изменяется сложным образом, в зависимости от природы, содержания и размера частиц наполнителя, прочности сцепления наполнителя с матрицей и характера разрушения матрицы.
Прочность, или разрушающее напряжение, хрупких материалов определяется его поверхностной энергией разрушения (gf) (устойчивость к распространению трещин), модулем упругости (E) и размером дефекта (c), инициирующего разрушение материала в соответствии с уравнением Гриффита [2] :![]()
![]() .
.
Введение частиц жесткого наполнителя приводит к повышению модуля упругости наполненной композиции, а также поверхностной энергии разрушения, по сравнению с показателями этих свойств для исходного полимера, табл. 4. Следовательно, можно ожидать увеличения прочности наполненных композиций. Однако при этом, очевидно, решающую роль играют размер начального дефекта, инициирующего разрушение, и его отношение к расстоянию между частицами.
Таблица 4
Расчетные значения некоторых показателей свойств
эпоксидных композиций
Наполнитель | jн | Е, ГН/мм2 | G, МН/м2 | gf Дж/м2 | Размер дефекта, мкм |
Без наполнителя | 0 | 3,3 | 76 | 356 | 47 |
Аl(ОН)3 с размером частиц 1 мкм | 0,3 | 6,9 | 33 | 218 | 280 |
Аl(ОН)3 с размером частиц 8 мкм | 0,1 | 4,1 | 30 | 589 | 550 |
Аl(ОН)3 с размером частиц 8 мкм, обработанный силанами | 0,43 | 14,8 | 37 | 214 | 455 |
Кварцевая мука | 0,3 | 7,2 | 49 | 443 | 263 |
Разрушение твердого тела включает три стадии – инициирование трещины, ее медленный стабильный рост до критических размеров и, наконец, ее быстрое нестабильное распространение. В хрупких густосетчатых полимерах, таких как отвержденные эпоксидные фенолоальдегидные, ненасыщенные полиэфирные смолы, микродефекты структуры уже присутствуют, поэтому, вероятно, их прочность определяется напряжением, необходимым для распространения уже существующих дефектов. В наполненных полимерах существует три возможных типа этих дефектов – дефекты, присущие структуре матрицы (со), частице наполнителя (р), расстояние между частицами (а) (табл. 4). Если частицы наполнителя по размерам превосходят структурные дефекты матрицы, и, особенно, если частицы имеют нерегулярную форму, то они могут стать наиболее опасными дефектами наполненных композиций.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
