
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Требуется предложить конструкцию и сделать эскиз проушины корпуса приспособления, выбрать детали для крепления приспособления к столу, найти угловую погрешность установки корпуса приспособления на столе станка.
Таблица 6.1
Варианты заданий
№ варианта | Тип станка | Модель | L, мм |
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. | Вертикально-фрезерный Вертикально-фрезерный Продольно-фрезерный Продольно-фрезерный Продольно-фрезерный Универсально-фрезерный Универсально-фрезерный Продольно-строгальный Горизонтально-фрезерный Горизонтально-фрезерный | 6Н10 6Н14 А662 6А63 6652 6Н81 6Н83 712 6Н81Г 6П80Г | 300 500 1200 600 3000 700 1250 650 550 400 |
Пример выполнения задачи 6.1
Исходные данные: приспособление для закрепления заготовки на горизонтально-фрезерном станке модели 6Н82Г устанавливается на стол станка. Расстояние между установочными шпонками L = 350 мм.
Требуется предложить конструкцию и сделать эскиз проушины корпуса приспособления, выбрать детали для крепления приспособления к столу и найти угловую погрешность установки корпуса приспособления на стол станка.
Решение:
Стол станка модели 6Н82Г имеет прямоугольную форму с рабочей поверхностью L ´ B = 1130 ´ 224 мм [3], на которой размещены три продольных Т-образных паза по ГОСТ 1574-82 размерами в мм: а = 18; b = 30; h = 18; с = 14. Расстояние между пазами t = 70 мм. Принимаем, что нижняя часть сварного корпуса имеет вид прямоугольной плиты с двумя или четырьмя проушинами, рекомендованными [3]. Так как ширина верхней части паза стола а = 18 мм, устанавливаем, что болт для крепления приспособления к столу будет диаметром М16.
Для крепления приспособления к столу станка требуется два или четыре комплекта следующих деталей:
а) болт к станочным обработанным пазам М16 ГОСТ ;
б) шайба чистая, плоская ГОСТ М16;
в) гайка чистая шестигранная ГОСТ 5927-82 М16.
Наибольшая угловая погрешность определяется формулой:
![]() , (21)
, (21)
где Smax – наибольший зазор в соединении шпонки с пазом стола, мм; L – расстояние между установочными шпонками, мм.

Это значит, что перенос обрабатываемой поверхности относительно оси стола составляет 0,2 мм на 1000 мм длины или 0,02 на 100 мм длины.
Практическое занятие № 7
Методика проектирования приспособлений
Методика проектирования приспособлений подробно изложена в [1, 8].
Расчет, связанный с определением величины зажимного усилия, целесообразно выполнять в следующем порядке:
1. Составить расчетную схему всех сил, действующих на заготовку в процессе обработки.
2. Рассматривая условия равновесия заготовки, составить уравнения проекций всех сил и моментов, действующих на заготовку.
3. Рассчитать величину сил резания и моментов, действующих на заготовку в процессе данной операции.
4. Установить величину зажимного усилия, развиваемого данным зажимным устройством.
5. Сравнить величину зажимного усилия с величиной силы резания и моментов с целью обеспечения надежности закрепления заготовки.
Задача 7.1
Произвести расчеты по конструированию центровой оправки для токарной (круглошлифовальной) обработки с зажимом заготовки по торцам гайкой. Эскиз заготовки представлен на рис. 9. Главная составляющая усилия резания Pz и размеры поверхностей соприкосновения заготовки с торцами оправки и зажимающей шайбы принять такими: D1 = D3 = D6 – (1–2) мм; D3 = D4 = d + (1–2) мм (табл. 7.1).
Пример выполнения задачи 7.1
Исходные данные: провести расчеты по конструированию центровой оправки для токарной обработки с зажимом заготовки по торцам гайкой. Обтачивание заготовки начерно производится по наружной поверхности Do = 125 мм, при этом главная составляющая усилия резания Pz = 1025 Н. Размеры центрального базового отверстия заготовки: d = 60H8; l = 50 мм. Размеры зажимающих торцов оправки и шайбы приняты конструктивно: D1 = 100 мм; D2 = 60 мм; D3 = 90 мм; D4 = 65 мм.
Определить необходимое усилие затягивания гайкой, установить размер резьбы оправки и гайки и диаметр посадочного места оправки.
Таблица 7.1
Варианты заданий
№ варианта | Dа, мм | d, мм | l, мм | Dб, мм | Pz, Н |
1. | 240 | 100Н7 | 50 | 200 | 2100 |
2. | 120 | 80Н8 | 100 | 150 | 1800 |
3. | 60 | 30Н8 | 60 | 50 | 1300 |
4. | 90 | 50Н7 | 45 | 80 | 1500 |
5. | 110 | 50Н8 | 60 | 100 | 1600 |
6. | 125 | 45Н7 | 80 | 100 | 2900 |
7. | 180 | 80Н8 | 35 | 150 | 2850 |
Окончание табл. 7.1 | |||||
№ варианта | Dа, мм | d, мм | l, мм | Dб, мм | Pz, Н |
8. | 85 | 35Н7 | 60 | 60 | 1100 |
9. | 45 | 25Н7 | 60 | 40 | 1400 |
10. | 100 | 40Н8 | 55 | 90 | 2100 |
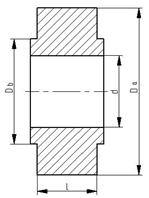
Рис. 9. Эскиз заготовки
Решение:
Определяем момент резания:
![]() (22)
(22)
![]()
Вычисляем момент трения для надежного закрепления заготовки (с учетом коэффициента запаса К = 2):
![]()
![]()
Находим осевую силу Рос с учетом наличия двух кольцевых поверхностей трения из уравнения:
![]() (23)
(23)
Откуда
![]() (24)
(24)
 Н.
Н.
Устанавливаем размер резьбы оправки и гайки. По данным [3] Рос = 14600 Н при номинальном диаметре резьбы М24. Остальные размеры оправки устанавливаются конструктивно при разработке общего вида.
Контрольные вопросы
1. Роль приспособлений в машиностроении.
2. Приспособления и их функции.
3. Классификация приспособлений по назначению.
4. Станочные приспособления (виды, назначение).
5. Классификация приспособлений по степени автоматизации.
6. Универсально-сборные приспособления (УСП).
7. Что означает полная и неполная ориентация заготовки в приспособлении?
8. Число опор, необходимых при установке заготовок.
9. Установочные базы.
10. Правило шести точек.
11. Требования, предъявляемые к установочным элементам приспособлений.
12. Каким образом можно обеспечить устойчивое положение детали на основных опорах?
13. Установка заготовок на плоскости.
14. Виды и конструкции опорных пластин.
15. Самоустанавливающиеся или плавающие опоры (конструкция и принцип действия).
16. Установка заготовок в опорные призмы.
17. Конструкции призм.
18. Установка заготовок во втулках.
19. Установка заготовок в самоцентрирующие устройства.
20. Установка заготовок на оправки.
21. Типы оправок.
22. Установка заготовок по двум цилиндрическим отверстиям и перпендикулярную к ним плоскость.
23. Конструкции установочных пальцев.
24. Установка на центровые гнезда.
25. Конструкции центров.
26. Установка заготовок по зубчатым поверхностям.
27. Погрешность установки и ее составляющие.
28. Погрешности, возникающие в процессе обработки.
29. Случайные и постоянные погрешности.
30. Назначение зажимных устройств.
31. Силы, действующие на заготовку в процессе обработки.
32. Требования к зажимным устройствам.
33. Правила, которые необходимо учитывать при выборе схемы закрепления детали.
34. Методика расчета сил закрепления.
35. Зажимные устройства первого и второго типов.
36. Из чего складывается жесткость установочных элементов?
37. Из чего складывается жесткость зажимных элементов?
38. Коэффициент запаса К и его составляющие.
39. Классификация зажимных устройств.
40. Элементарные зажимные устройства.
41. Конструкция винтовых зажимных устройств.
42. Преимущества и недостатки винтовых зажимов.
43. Эксцентриковые зажимные устройства, конструкция и принцип работы.
44. Преимущества и недостатки эксцентриковых зажимов.
45. Виды эксцентриков, сходства и различия.
46. Правила построения копира для замкнутого контура.
47. Комбинированные зажимные устройства.
48. Для чего используют САПР-приспособление, назовите условия для его применения.
49. Для чего служат направляющие элементы приспособлений?
50. Этапы нормализации приспособлений.
51. Принцип работы пневмопривода.
52. Схема обработки детали по копиру.
53. Недостатки магнитных зажимных устройств.
54. Какие погрешности вызываются неточностью изготовления приспособлений?
55. Методика проектирования специальных приспособлений.
56. Какой эффект дают нормализация и стандартизация приспособлений?
57. Конструкция пневмоприводов.
58. Конструкция фиксаторов, достоинства и недостатки.
59. Система универсально-сборных приспособлений (УСП).
60. Конструкции кондукторов, область их применения.
61. Электромагнитные зажимные устройства.
62. Каким образом можно повысить виброустойчивость приспособлений, для чего это нужно?
63. Уплотнения для пневмо - и гидроприводов.
64. Требования к конструкции корпусов приспособлений.
65. Система универсально-наладочных приспособлений (УНП).
66. Конструкция и принцип работы зажимных втулок с гидропластмассой.
67. Как можно увеличить силу на штоке пневмокамер?
68. Исходные данные для проектирования приспособлений.
69. Конструкции тарельчатых пружин, из каких материалов их изготавливают?
70. Каким образом осуществляется питание гидросистем приспособлений?
71. Правила оформления общих видов приспособлений.
72. Конструкция и принцип работы мембранных патронов.
73. Принцип работы гидроприводов.
74. Схемы конструкционных станочных приспособлений.
75. Правила построения копира для замкнутого контура.
76. Зажимные устройства, приводимые в действие от привода станка.
77. Каким образом можно рассчитать рентабельность приспособления?
78. Приспособления для настройки инструмента на размер.
79. Конструктивное оформление элементов приспособления.
80. В каких случаях используются цанговые зажимы?
81. Конструкция пневмокамер с выпускной диафрагмой.
82. Материалы для выполнения корпусов приспособлений.
83. Преимущества пневмогидроприводов.
84. Конструктивные особенности систем УСП и УНП.
85. Требования, предъявляемые к изготовлению кондукторных втулок.
86. Зажимные устройства с приводом от электродвигателя.
87. Как можно повысить жесткость приспособлений?
88. Конструкция и размеры кондукторных втулок.
89. Вакуумные зажимные устройства, конструкция и принцип работы.
90. Порядок проведения расчетов приспособлений на точность.
91. Достоинства и недостатки зажимных втулок с гидропластмассой.
92. Задачи конструктора при проектировании приспособлений.
93. Принцип работы гидроприводов.
94. Виды и функции силовых приводов.
95. Конструкция и принцип работы оправок с тарельчатыми пружинами.
96. Достоинства и недостатки гидроприводов.
97. Последовательность конструирования приспособлений.
98. Достоинства и недостатки пневматических приводов.
99. Виды поворотных и делительных устройств, область их применения.
100. Что такое унификация приспособлений, какой эффект она дает?
101. Разновидности конструкций корпусов приспособлений.
102. Область применения копиров.
103. Точность исполнения различных размеров приспособлений.
104. В каких случаях применяются сменные, быстросменные и постоянные кондукторные втулки?
105. Для чего при конструировании приспособлений рассчитываются сила резания и момент резания?
106. Методика расчета сил зажима и выбор механизированного привода.
107. Технико-экономическое обоснование проектируемого приспособления.
Приложения
Приложение 1

![]() Втулки кондукторные: основные, сменные и быстросменные (рис. 10)
Втулки кондукторные: основные, сменные и быстросменные (рис. 10)
![]()
![]()
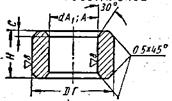
Рис. 10.
Размеры в мм
d А1; А | Dr | H | C | d А1; А | Dr | H | C |
4 | 8 |
| 1,0 | 35 | 46 |
| 2,0 |
6 | 10 |
| 40 | 52 |
| ||
9 | 14 |
| |||||
12 | 18 |
| 1,5 | 45 | 58 |
| |
15 | 22 |
| |||||
18 | 28 |
| 52 | 66 |
| ||
22 | 34 |
| |||||
26 | 40 |
| 60 | 76 |
| ||
30 | 40 |
| 70 | 90 |
| ||
Примечание. Материал: для d до 25 мм – сталь У7А (ГОСТ 1435-54), для d свыше 25 мм – сталь 20 (ГОСТ 1050-60). Термообработка: сталь У7А калить, HRC 45-50; сталь 20 цементировать и калить, HRC 56-60. |
Приложение 2

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
