
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ПРАКТИКУМ
ПО ДИСЦИПЛИНЕ
«ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА»

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА
ПРАКТИКУМ
ПО ДИСЦИПЛИНЕ «ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА»
Учебное пособие
Волгоград
![]() 2008
2008
УДК 621.9
М 29
Рецензенты: главный инженер Ротор», к. т. н. ; (генеральный директор )
Мартыненко, по дисциплине «Технологическая оснастка»: учеб. пособие / ; ВолгГТУ, Волгоград, 2008. – 52 с.
ISBN 0031-7
Излагается содержание практических занятий. Даются примеры выполнения задач и варианты заданий. Приведен перечень контрольных вопросов.
Предназначается студентам направления «Технология, оборудование и автоматизация машиностроительных производств» и специальности «Технология машиностроения» очной, заочной и сокращенной форм обучения.
Ил. 22. Табл. 16. Библиогр.: 8 назв.
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
ISBN 0031-7 Ó Волгоградский
государственный
![]() технический
технический
университет, 2008
ОГЛАВЛЕНИЕ
Введение…………………………………………......……………… | 4 |
Практическое занятие № 1. Базы и принципы базирования..... | 6 |
Практическое занятие № 2. Методы установки деталей и установочные элементы приспособлений....................................... | 11 |
Практическое занятие № 3. Методы закрепления деталей, зажимные элементы и механизмы ……………………....…….. | 16 |
Практическое занятие № 4. Приводы зажимных устройств приспособлений ………………................................………….... | 20 |
Практическое занятие № 5. Направляющие элементы приспособлений…………….….......................................……….... | 23 |
Практическое занятие № 6. Проектирование корпусов приспособлений……………...........................................………….. | 26 |
Практическое занятие № 7. Методика проектирования приспособлений………………..................................….………….... | 28 |
Контрольные вопросы........................................................................ | 30 |
Приложения………………………………………..……………….. | 33 |
Список рекомендуемой литературы……………...........………….. | 51 |
ВВЕДЕНИЕ
Машиностроение является важнейшей отраслью промышленности. Ведущую роль в самом машиностроении играет станкостроительная про-мышленность, выпускающая средства производства для машинострои-тельных заводов.
Но любой станок, даже самой совершенной конструкции, сам обра-ботать деталь не может: её нужно установить на станок, сориентировать как можно точнее по отношению к режущему инструменту и закрепить.
Для повышения производительности труда рабочих и улучшения качества продукции каждый станок и каждая операция должны быть оснащены дополнительными устройствами – приспособлениями.
Значительную долю (80–90 %) общего парка приспособлений соста-вляют станочные.
Станочными приспособлениями называются дополнительные устрой-ства к станкам, служащие для установки и закрепления деталей и инстру-мента согласно требованиям технологического процесса (приспособле-ния для установки и закрепления режущего инструмента часто называют вспомогательным инструментом).
Станочные приспособления вместе с режущим и вспомогательным инструментом принято называть технологической оснасткой.
Наибольший удельный вес по стоимости и трудоемкости изготовле-ния в общей массе оснастки имеют станочные приспособления.
Применяемые приспособления решают следующие основные задачи:
- обеспечивают возможность автоматического получения точно-сти размеров на настроенных станках;
- значительно повышают производительность труда за счет при-менения многоместной, многопозиционной и непрерывной обработки;
- облегчают условия труда рабочих;
- расширяют технологические возможности станков;
- создают условия для механизации и автоматизации станков;
- снижают себестоимость обработки деталей;
- повышают безопасность работы и т. д.
В настоящее время в области конструирования и эксплуатации при-способлений накоплен большой опыт как в отечественной, так и в зару-бежной машиностроительной промышленности. Созданы типовые конст-рукции высокопроизводительных приспособлений (с применением быст-родействующих механизированных приводов), обеспечивающих высо-кую точность и экономичность изготовления деталей.
Широкое внедрение в производство высокопроизводительных быстро-действующих пневматических, гидравлических, вакуумных, магнитных и электромагнитных приспособлений в совокупности с большой работой, проводимой по стандартизации и нормализации отдельных деталей и узлов приспособления, способствует механизации и автоматизации про-изводственных процессов, освоению нового вида продукции и быстрому техническому прогрессу в машиностроении.
В учебном пособии уделяется внимание основам конструирования и расчета технологической оснастки, выбору и обоснованию принятых решений, в большей части станочным приспособлениям, которые явля-ются наиболее сложными.
Цель и задачи практикума
Целью данного практикума является закрепление теоретических знаний, полученных на лекциях при изучении дисциплины «Техно-логическая оснастка».
Задачи практикума сводятся к тому, чтобы студенты получили практические навыки:
1) по выбору баз при установке заготовок в приспособлениях;
2) по выбору методов установки деталей и установочных элементов и приспособлений;
3) по расчету сил закрепления заготовок в приспособлении;
4) по конструированию приспособлений.
Практическое занятие № 1
Базы и принципы базирования
Выбор установочных баз является ответственной работой, выполня-емой при проектировании технологического процесса изготовления детали. Его производят в соответствии с правилами и учетом конкретных условий обработки. Определение величины погрешности установки ![]() можно произвести по источнику [2]. В отдельных случаях величину погрешности установки определяют расчетом по формулам:
можно произвести по источнику [2]. В отдельных случаях величину погрешности установки определяют расчетом по формулам:
– при обработке поверхностей вращения
 , (1)
, (1)
– при обработке плоских поверхностей
 , (2)
, (2)
где ![]() – погрешность базирования;
– погрешность базирования; ![]() – погрешность закрепления, возникающая от действия зажимных сил.
– погрешность закрепления, возникающая от действия зажимных сил.
Величина погрешности базирования может быть определена расчетом, исходя из схемы базирования [7] и прилож. 4.
Задача 1.1
Определить погрешность обработки на токарном станке наружной поверхности стального ступенчатого вала, учитывая жесткость узлов станка и обрабатываемой детали. Тип станка – токарно-винторезный с высотой центров ![]() мм. Размеры вала: длина
мм. Размеры вала: длина ![]() приведенный диаметр
приведенный диаметр ![]() Установка заготовки – в жестких центрах. Радиальная составляющая силы резания –
Установка заготовки – в жестких центрах. Радиальная составляющая силы резания – ![]() Н (табл. 1.1).
Н (табл. 1.1).
Таблица 1.1
Варианты заданий
Параметр | Номер варианта | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| 320 | 400 | 320 | 400 | 250 | 300 | 320 | 500 | 320 | 250 |
| 430 | 460 | 320 | 450 | 325 | 425 | 400 | 420 | 450 | 300 |
| 53,5 | 64 | 44,5 | 74 | 38 | 84,5 | 48,5 | 79,5 | 59 | 33,5 |
| 1800 | 2500 | 1750 | 2200 | 1500 | 2800 | 1700 | 2750 | 2000 | 1300 |
Пример выполнения задачи 1.1
Исходные данные: станок токарно-винторезный с высотой центров до ![]() мм; обрабатываемая заготовка – вал длиной
мм; обрабатываемая заготовка – вал длиной ![]() мм с приведенным диаметром
мм с приведенным диаметром  мм; радиальная составляющая силы резания
мм; радиальная составляющая силы резания ![]() Н.
Н.
Решение:
Определяем наибольшую податливость обрабатываемой детали по формуле:
 . (3)
. (3)
 .
.
Податливость станка находим, используя справочные данные [7].
 .
.
Вычисляем общую податливость системы:
![]() . (4)
. (4)
 .
.
Рассчитываем величину общей деформации по формуле:
![]() , (5)
, (5)
где ![]() – радиальная составляющая силы резания.
– радиальная составляющая силы резания.
![]() = 200·0,729 = 145,8 мкм.
= 200·0,729 = 145,8 мкм.
Определяем величину погрешности обработки по диаметру:
 мкм.
мкм.
Устанавливаем квалитет точности, в пределы которого укладывается погрешность обработки. Для поверхностей диаметром свыше 30 мм рассчитанная величина погрешности обработки укладывается в пределы 12 квалитета точности, при котором допуск отклонения вала равен 0,34 мм.
Задача 1.2
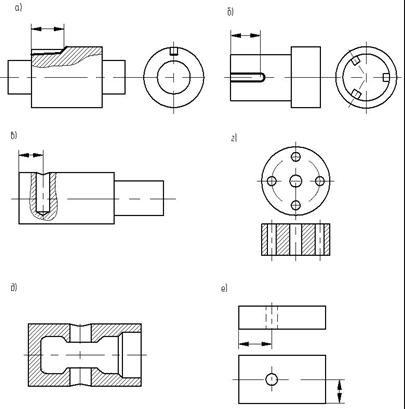
Выбрать и обозначить на эскизе установочные базы при выполнении указанной обработки детали (табл. 1.2 и рис. 1).
Таблица 1.2
Варианты заданий
№ варианта | Вид обработки | № рисунка |
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. | Фрезерование шпоночного паза у вала Фрезерование трех равномерно расположенных шпоночных пазов (используется делительная головка) Сверление поперечного отверстия Обтачивание вала на токарно-винторезном станке Сверление четырех отверстий, расположенных равномерно, с использованием делительного приспособления Расточка пояска в юбке поршня и подрезка торца (заготовка поршня точная – кокильная) Обработка ступенчатого вала ведется на токарном станке с использованием гидрокопировального суппорта Расточка пояска в юбке поршня и подрезка торца (отливка заготовки в землю – неточная) Сверление отверстия в плоской детали Шлифование отверстия втулки на внутришлифовальном станке | 1 а 1 б 1 в – 1 г 1 д – 1 д 1 е – |
Задача 1.3
Определить погрешность базирования при выполнении заданного размера при обработке поверхностей с принятыми условиями базирования заготовки (табл. 1.3 и рис. 2).
Указания по выполнению задачи 1.3:
При решении данной задачи необходимо использовать формулы для определения погрешности базирования, приведенные в [7].
Таблица 1.3
Варианты заданий
№ варианта | Способ базирования заготовки и вид обработки | Заданный размер | № рисунка |
По внешней поверхности на плоскости | |||
1. | При фрезеровании паза; D = 100e9 | h | 2 а |
2. | При фрезеровании лыски; D = 40h6 | H | 2 д |
3. | При сверлении отверстия, параллельного оси детали; D = 60r6 | m | 2 в |
По внешней поверхности в призме (a = 90°) | |||
4. | При фрезеровании паза; D = 100f9 | h | 2 г |
5. | При фрезеровании лыски; D = 70h8 | H | 2 б |
6. | При сверлении отверстия, параллельного оси детали; D = 140k6 | m | 2 е |
По отверстию | |||
7. | На разжимной оправке, установленной в центрах делительной головки, при фрезеровании лыски; D = 40h11; е = 100 мкм | b | 2 ж |
Окончание табл. 1.3 | |||
№ варианта | Способ базирования заготовки и вид обработки | Заданный размер | № рисунка |
8. | На разжимной оправке, установленной в центрах делительной головки, при фрезеровании лыски; D = 40h11; е = 100 мкм | h | 2 ж |
9. | На жесткой оправке с натягом при фрезеровании паза; D = 130h6; е = 40 мкм | В | 2 з |
10. | На жесткой оправке с натягом при фрезеровании паза; D = 130h6; е = 40 мкм | h | 2 з |
![]()
![]()
![]()
![]()

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
