
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ВТУЛКИ КОНДУКТОРНЫЕ ПОСТОЯННЫЕ БЕЗ БУРТА
И С БУРТОМ
![]()
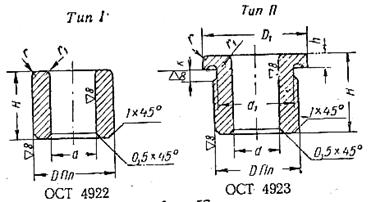
Рис. 14.
Размеры в мм
d | D Пл | D1 | d1 | H | h | K | r | r1 | ||
I | II | |||||||||
до 0,5 св. 0,5 до 1,0 св. 1,0 до 1,5 св. 1,5 до 2,0 | 3,0 3,5 4,0 5,0 | 6 7 8 9 | D - 0,5 |
|
| 1,5 | 2,0 | 0,5 | 1,5 | |
св. 2,0 до 2,5 св. 2,5 до 3,0 св. 3,0 до 4,0 | 6,0 7,0 8,0 | 10 11 12 |
|
| 1,7 | |||||
св. 4,0 до 5,0 св. 5,0 до 6,0 | 9,0 10,0 | 13 14 |
|
| 0,8 | |||||
св. 6,0 до 7,0 св. 7,0 до 8,0 | 12,0 13,0 | 15 17 |
|
| 2,0 | 2,0 | ||||
св. 8,0 до 9,0 св. 9,0 до 10,0 | 14,0 15,0 | 18 20 |
|
| 3,0 | 1,0 | ||||
св. 10,0 до 12,0 | 18,0 | 23 |
|
| 3,0 | 3,0 | ||||
св. 12,0 до 15,0 | 22,0 | 28 |
|
| 4,0 | |||||
св. 15,0 до 20,0 | 28,0 | 34 |
|
| ||||||
Окончание табл. | ||||||||||
d | D Пл | D1 | d1 | H | h | K | r | r1 | ||
I | II | |||||||||
св. 20,0 до 25,0 | 34,0 | 40 |
|
| 55,0 | 4,0 | ||||
св. 25,0 до 30,0 | 40,0 | 46 |
|
| ||||||
св. 30,0 до 35,0 | 46,0 | 52 |
|
| 5,0 | |||||
св. 35,0 до 40,0 | 52,0 | 60 |
|
| ||||||
св. 40,0 до 45,0 | 58,0 | 68 |
|
| 1,5 | |||||
св. 45 до 52 | 66,0 | 76 |
|
| 6,0 | |||||
Примечание. Материал: для d до 25 мм – У10А (ГОСТ 1435-54), для d свыше 25 мм – сталь 20 (ГОСТ 1050-60). Термообработка: сталь У10А калить, HRC 60-65; сталь 20 цементировать и калить, HRC 60-65. |
| |||||||||
Приложение 9
КОНДУКТОРЫ И ПОДСТАВКИ
1. Кондуктор скальчатый двухколонный с пневматическим
зажимом (рис. 15)
Предназначен для сверления различных по форме заготовок.
Сменные наладки устанавливаются на пальцах 1, плита с кондукторными втулками – на верхних пальцах 2.
Зажим заготовки осуществляется опусканием верхней крышки 3, соединенной со штоком пневмопривода 4, расположенного в нижней части корпуса. Для управления служит кран 5. Ход штока – 8 мм. Усилие зажима при давлении воздуха в сети, равном 4 ат, составляет 4500 Н.
![]()
![]()
![]()
![]()
![]()
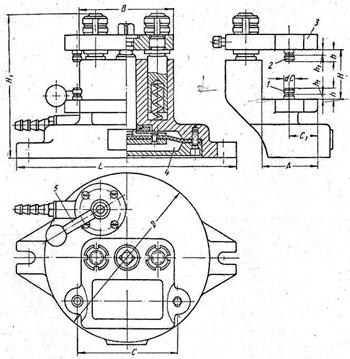
Рис. 15.
Размеры в мм
A | B | H | H1 | h | h1 | C | C1 | D | d | L | |
наим. | наиб. | ||||||||||
70 100 | 90 120 | 50 80 | 80 120 | 160 205 | 12 15 | 6 8 | 125 180 | 38 53 | 210 270 | 13 16 | 280 350 |
2. Кондуктор скальчатый с пневматическим зажимом (рис. 16)
Установка и закрепление заготовки аналогичны предыдущему. Пневматический поршневой привод 1 вместе с распределительным краном вынесен в сторону. Подъем и опускание крышки 2 осуществляются через зубчатое зацепление колонки 3 с валиком 4. Усилие зажима при давлении воздуха в сети, равном 4 ат, составляет » 6500 Н.
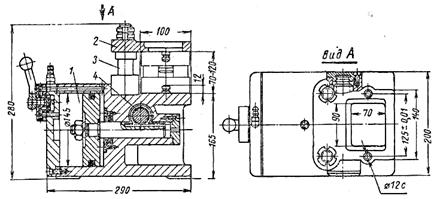
Рис. 16.
3. Кондуктор с пневматическим зажимом для сверления
отверстий в цилиндрических заготовках (рис. 17)
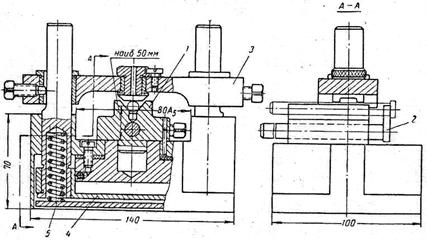
Рис. 17.
Заготовка устанавливается на призму 1. Для настройки на заданное расстояние от установочного торца до центра сверления служит переставной упор 2. Зажим осуществляется опусканием кондукторной плиты 3, связанной через направляющие колонки с подвижным пневмоцилиндром 4. Для возврата плиты в исходное положение служат пружины 5. Диаметр обрабатываемых заготовок – 8–22 мм. Наибольший диаметр сверления – 6 мм. Зажимной ход – 12 мм.
4. Кондуктор скальчатый двухколонный с механическим
зажимом (рис. 18)
Установка и закрепление заготовок аналогичны предыдущим. Зажим заготовки осуществляется опусканием верхней крышки 1 при помощи рукоятки 2, запирание в опущенном положении – конусным замком.
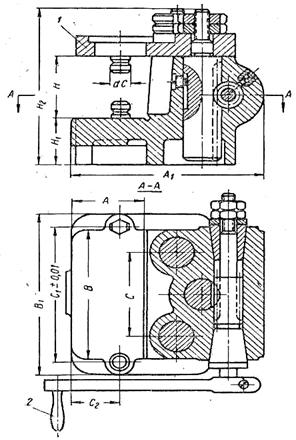
Рис. 18.
Рекомендуемые размеры в мм
A | A1 | B | B1 | H | H1 | H2 наим. | C | C1 | C2 | dC | |
наим. | наиб. | ||||||||||
75 105 140 185 | 170 215 120 350 | 120 170 240 320 | 155 215 290 380 | 60 90 125 170 | 90 130 175 230 | 40 55 70 80 | 145 200 265 330 | 75 110 150 200 | 125 180 250 335 | 38 58 70 85 | 13 16 20 24 |
5. Кондуктор скальчатый с механическим зажимом для сверления
отверстий в цилиндрических заготовках (рис. 19)
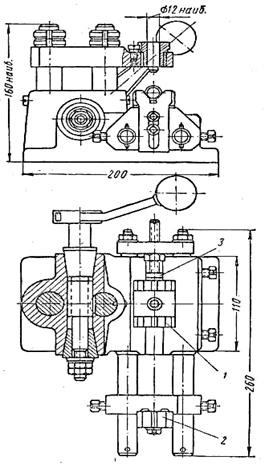
Рис. 19.
Заготовка устанавливается на призмах 1 и 2. Поддерживающая призма 2 – подвижная. Для настройки на заданное расстояние от установочного торца до центра сверления служит упор 3. Зажим заготовки осуществляется опусканием кондукторной плиты, запирание – конусом. Размеры заготовок: диаметр 12–30 мм, наименьшая длина – 15 мм.
Конусный замок (рис. 20)

Рис. 20.
Применяется в скальчатых кондукторах. Валик 1, несущий рукоятку 2, посредством косозубой нарезки сцеплен с колонкой 3, на которой закреплена верхняя крышка кондуктора. Для опускания или подъема колонки следует повернуть рукоятку; после того как верхняя плита опущена до упора в заготовку, наступает торможение, при котором конус 4 валика начинает затягиваться в гнездо. Заклинивание валика препятствует самопроизвольному отходу плиты. Благодаря простоте устройства, запирание конусом широко применяется в скальчатых кондукторах. Наклон нарезки следует брать равным 45°. Угол конуса принимается ~ 11° ±5¢ (конусность 1:5).
6. Кондуктор портального типа (рис. 21)
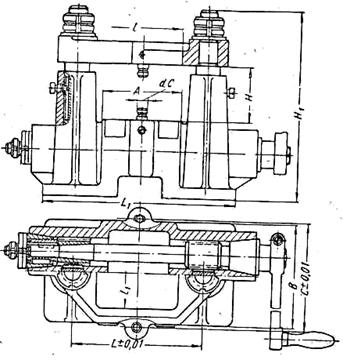
Рис. 21.
Сменные наладочные устройства и плита с кондукторными втулками устанавливаются на пальцах. Зажим осуществляется опусканием верхней крышки, запирание – конусом. По сравнению с кондуктором, показанным на рис.19, обеспечивает более жесткое закрепление.
Рекомендуемые размеры в мм
A | B | H | H1 наим. | l | l1 | C | L | dC | L1 | |
наим. | наиб. | |||||||||
160 | 130 | 60 | 100 | 218 | 170 | 95 | 140 | 230 | 16 | 310 |
200 | 160 | 95 | 150 | 268 | 210 | 120 | 170 | 280 | 370 |
7. Подставка к накладным кондукторам для заготовок, не имеющих центрального установочного отверстия (рис. 22)
Накладной кондуктор устанавливается на двух пальцах с помощью откидных шайб. Заготовка зажимается между кондуктором и плитой. Зажим осуществляется опусканием кондукторной плиты, запирание в опущенном положении – конусным замком.
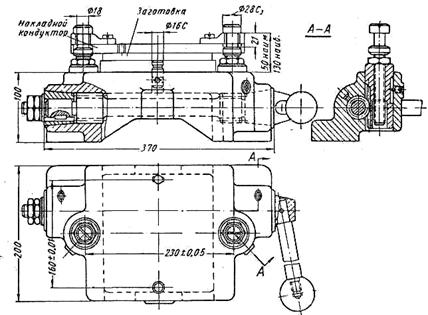
Рис. 22.
Список рекомендуемой литературы
1. Ансеров, для металлорежущих станков / . – М.: Машгиз, 1960. – 650 с.
2. Гельфгат, задач и упражнений по технологии машиностроения / . – М.: ВШ, 1975. – 237 с.
3. Горошкин, для металлорежущих станков. Справочник / . – М.: Машиностроение, 1974. – 303 с.
4. Технологическая оснастка (практикум) / [и др.]. – Тольятти: Изд-во ТГУ, 2003. – 256 с.
5. Схиртладзе, оснастки машиностроительных производств: В 2-х ч. / . – М.: Станкин, 1999.
6. Схиртладзе, приспособления / , . – Йошкар-Ола, 1998. – 170 с.
7. Справочник технолога-машиностроителя: В 2-х т. / Под ред. . – М.: Машиностроение, 1972.
8. Терликова, конструирования приспособлений / , . – М.: Машиностроение, 1990. – 144 с.
Ольга Владимировна Мартыненко
ПРАКТИКУМ ПО ДИСЦИПЛИНЕ «ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА»
Учебное пособие
Редактор
Компьютерная верстка
Лицензия ИД № 000 от 01.01.01 г.
Темплан 2008 г., поз. № 2К.
Подписано в печать г. Формат 60×84 1/16.
Бумага листовая. Печать офсетная.
Усл. печ. л. 3,25. Усл. авт. л. 3,06.
Тираж 100 экз. Заказ №
Волгоградский государственный технический университет
400131 Волгоград, просп. им. , 28.
РПК «Политехник»
Волгоградского государственного технического университета
400131 Волгоград, ул. Советская, 35.
 |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
