


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
С другой стороны, эти реформы потребовали решения вопросов по обеспечению производства необходимыми материалами и комплектующими; повышения качества сборки салона, так как работы строго расписаны по времени и устранение выявленных недостатков влечет за собой нарушение производственного процесса. Работники начали с большей ответственностью подходить к изготовлению деталей и установке их на автомобиль.
Увеличение объемов поставки в производство комплектующих потребовало оптимизации использования финансовых ресурсов в части закупки материалов и комплектующих. Был проведен АВС - анализ используемых материальных ресурсов, т. е. группировка по стоимостным критериям, определены страховые запасы на складе материалов и комплектующих по всем позициям, время их заказа. АBC – анализ состоит в выявлении предпосылок нынешнего состояния (А), выявлении критических точек (В), выявлении возможных последствий (С) (15, 183).
|
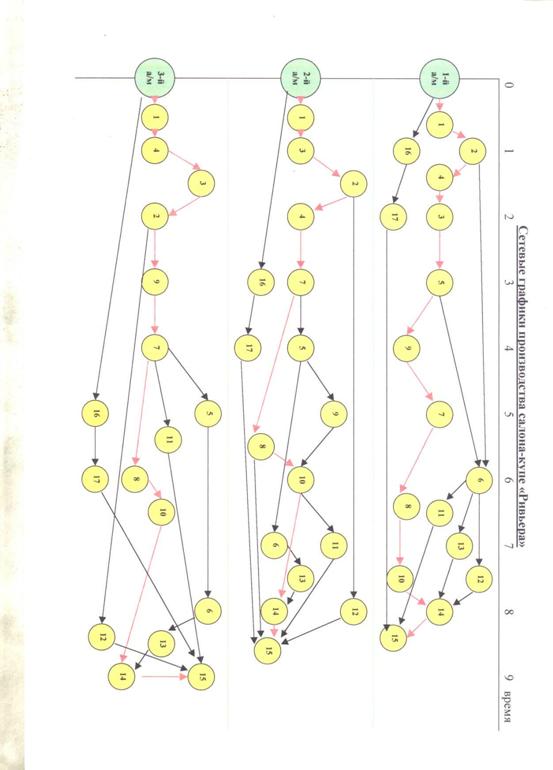
Рис. 51 - Сетевой график на 3 автомобиля "Ривьера"
6.3. Теория очередей
"Модель теории очередей или модель оптимального обслуживания используется для определения оптимального числа каналов обслуживания по отношению к потребности в них. К ситуациям, в которых теории очередей могут быть полезны, можно отнести звонки людей в авиакомпанию для резервирования места и получения информации, ожидание в очереди на машинную обработку данных, … очередь грузовиков под разгрузку на склад, ожидание клиентами банка свободного кассира" (5, 231). Cуществует множество моделей очередей, большинство из которых предполагает решения на основе компьютерных программных средств. Тем не менее, выделяют 4 основных типа моделей, для которых достаточно "ручной" обработки. Эти модели различаются свойствами генеральной совокупности клиентов (ограниченная или бесконечная совокупность), структурой каналов обслуживания (одноканальная или многоканальная) и распределением операций по обслуживанию (равномерное или экспоненциальное). Во всех случаях решения задач требуется знание Пуассоновского распределения. Закон распределения вероятностей Пуассона описывается формулой:
Pт (n) = (λΤ)ⁿe‾λт/ n
где "Т" – время обслуживания, "λ" – среднее количество заявок за определенный промежуток времени, "e‾λт" – вероятность получения заявок за определенный промежуток времени, "n" – количество событий (заявок).
Основные характеристики очередей. Для характеристики очередей используется три параметра: длина очереди, количество очередей и дисциплина очереди. Длина очереди может быть бесконечной и ограниченной пропускной способностью. Пример бесконечной очереди – многокилометровая пробка на дороге. Длина этой очереди слишком велика по сравнению с пропускной способностью дороги. Ограниченная пропускная способность регулируется техническими способностями и нормативными актами (например, при паспортном контроле).
Количество очередей определяется через термины однолинейная и многолинейные. Есть варианты многолинейных очередей, которые состоят из однолинейных очередей, пересекающихся в одной пространственной точке. Дисциплина очереди – это набор правил, по которым осуществляется сервисное обслуживание и определяется приоритетный порядок. К такого рода правилам относятся следующие: первым прибыл, первым обслужен; первоочередное обслуживание для клиентов, требующих наименьшего времени обслуживания; приоритеное обслуживание по предварительным заказам; первоочередное обслуживание в случае крайней необходимости; льготное обслуживание постоянных клиентов и т. д.
6.4. Метод "Канбан"
Система "Канбан" – точно во время. Впервые разработана и применена в компании "Тойота". Суть ее - в отказе от производства продукции крупными партиями и созданию непрерывно-поточного многопредметного производства разных изделий. Снабжение участков осуществляется столь малыми партиями, что превращается в поштучное снабжение (и производство).
На всех фазах производственного цикла требуемый узел или деталь поставляется к месту последующей производственной операции "точно в срок", т. е. именно тогда, когда это требуется, а готовые изделия производятся и отправляются в тот самый момент, когда в них есть потребность в торговой сети.
Действует концепция внутренних рынков на производстве, где все работники представляют собой одновременно и продавцов, и покупателей.
Система предусматривает выполнение заказов не по неделям и дням, а по часам. При этом диспетчеризацию заказов выполняют сами рабочие. Уменьшается объем обрабатываемых партий, сокращается лишний задел, ликвидируется "незавершенка", сводится к минимуму объем товарно-материальных запасов. Ликвидируются многие склады.
Преимущество системы – в простоте. Но внедрить ее весьма непросто. Внедрение невозможно без существенного сокращения времени переналадки и переоснащения производственного оборудования и без ряда научно-технических новшеств. Первоначально внедрение системы требует больших затрат, которые впоследствии окупаются за счет: производительности труда, рационального использования материалов, качества продукции.
Вторая составляющая системы "Канбан" – комплексное управление качеством. Качество – "это способ добродетельного поведения". Основное положение по японской поговорке:"Избегайте Muri, Muda, Mura – излишков, потерь, неравномерности"(16, 233).
Основные положения:
1) Качество на первом месте, объемы производства – навтором. Во имя обеспечения качества рабочим предоставляется право останавливать производственную линию, если они не успеваются качественно выполнить свою операцию; выпуск планируется исходя из недогрузки мощностей; при обнаружении брака приостанавливается производство на предшествующих участках.
2) Отказ от выпуска ненужной продукции, даже если она соотвествует производственному заданию: "Не делай ненужной работы только затем, чтобы не простаивать".
3) Отказ от бюрократической волокиты (устные распоряжения); содержание работы постоянно меняется, от исполнителей всегда ждут предложений по улучшению работы; формализованные инструкции практически отсутствуют.
4) Обеспечение гибкости производства, смежные профессии, улучшение оборудования (40% на самой фирме); замена универсального многопрофильного оборудованиия на дешевые узкоспециализированные станки.
5) Участвующее управление
Из историиJIT получила широкое распространение в 70-е годы. Г. Форд использовал элементы системы: например дно упаковок (деревянных ящиков) для автомобильных сидений в качестве досок для пола машины. Только Тайичи Оно (Тойота) полностью реализовал систему, чтобы вывести автомобили по срокам поставки и качеству на первое место. Примерно в то же время У. Деминг и Дж. Джуран прочли первые лекции о необходимости системы в американской промышленности |
На производственных линиях Saturn(а) резервный запас минимален. Количество силовых агрегатов на сборочной линии никогда не превышает 140 единиц – хватает лишь для 2-хчасовой работы (на других предприятиях GM – двухнедельный запас). Запас автомобильных рам не превышает 95. Алек Бедрики:" При работе по такой схеме производство не может нормально функционировать без четкой согласованности между всеми подразделениями". Все комплектующие поступают на завод, минуя склад. Поставки идут ежедневно. Некоторые чаще (радиаторы или передние крылья). Сиденья поступают каждые 30 минут. Производственный график поставок и маршруты движения осуществляет партнер Saturn – фирма Ryder (офис находится на заводе сборки). Поставки по системе JIT от более чем 200 поставщиков. С поставщиками рассчитываются после использования деталей в производстве (система "оплата после выпуска продукции"). Поставщики, конечно, сопротивляются, и все-таки действуют согласно схеме, поскольку система снабжения на Saturn слишком коротка.
Принцип устранения потерь и ненужных расходов. Один из руководителей компании "Тойота" определял, что "потери – это любые расходы, кроме связанных с использованием минимального количества оборудования, материалов, комплектующих и рабочих, безусловно необходимых в производстве".
7 основных видов потерь:
1) Ненужные расходы на перепроизводство.
2) Потери от простоев.
3) Транспортные потери.
4) Складские потери.
5) Технологические потери.
6) Потери от длительности производственного цикла.
7) Потери от дефектов продукции (брака)
Не следует делать никаких страховых запасов, в том числе в случаях перепроизводства, так как перепроизводство есть создание страхового запаса в условиях непредвиденных ситуаций. Особенно важно искоренить дефекты продукции, поскольку они не только относятся к прямым потерям, но и отвлекают лучших специалистов на "разбраковку".
7 элементов, исключающих потери:
1) Сеть специализированных заводов.
2) Групповая технология.
3) Качество у истока.
4) Производство "точно в срок".
5) Однородная загрузка производства.
6) Система "канбан".
7) Минимизация времени переналадки
В Японии предпочитают строить небольшие специализированные заводы. Конгломеративные стратегии непопулярны. Заводы, спроектированные с одной целью, дешевле при строительстве и в ходе эксплуатации. 60 тысяч заводов насчитывают от 01.01.01 рабочих.
При групповой технологии объединяются все операции, необходимые для изготовления одной детали. Они объединяются вместе с оборудованием (отсутствуют специализированные участки). Ячейки групповой технологии исключают перемещение и время ожидания в очереди между операциями, уменьшают количество запасов и рабочих. Профессиональные навыки более подвижны.
Качество у истока. Контроль качества на месте выполнения операции. Предусматривается немедленная остановка процесса или конвейера при обнаружении отклонений от качества. "Если темп слишком высокий и у рабочего появляются проблемы с качеством или возникают вопросы, связанные c безопасностью работы, рабочий обязан нажать кнопку остановки конвейера и включить визуальный сигнал. … Японцы предпочитают контроль качества, выполняемый автоматически или с помощью роботов, так как это быстрее, легче, надежнее и высвобождает рабочих" (15, 275).
JIT. Лишнее – это затраты (напр., лишние комплектующие). Размер партии составляет одну десятую дневной нормы (от рабочего к рабочему). Поставщики отгружают потребителям комплектующие несколько раз в день.
В целях однородной загрузки завода устанавлявается месячный производственный план с фиксированным выпуском продукции.
Можно решить проблему выравнивания загрузки производства ежедневным выпуском одного и того же ассортимента продукции в небольших количествах. В таком случае всегда есть полный ассортимент (в малом количестве), что важно при изменении спроса.
Система управления производством JIT. Для регулирования JIT – потоков используют сигнальные устройства. "Канбан" с японского означает "знак" или "карточка с инструкцией". В безбумажной системе контроля вместо карточки можно использовать контейнер (окрашенные шары для гольфа).
Определение необходимого количества каточек "канбан". Система требует определенного количества карточек или контейнеров. Цех механообработки производит две детали – А и Б. Детали в контейнерах на границе этого цеха и цеха сборки. Каждый контейнер у сборочной линии имеет карточку отбора, а каждый контейнер у цеха механообработки имеет карточку производственного заказа "канбан". Когда сборочная линия принимает изделие А из контейнера, рабочий снимает карточку отбора с контейнера и передает ее на место складирование в цех механообработки. Рабочий из цеха механообработки заменяет карточку производственного заказа на карточку отбора.
В случае двухкарточной системы определяют количество карточек отбора и заказа. Емкость каждого контейнера определяет минимальный запас производственного задела.
Число контейнеров рассчитывается исходя из времени выполнения заказа. Время выполнения заказа предстает как функция от продолжительности процесса изготовления всего объема комплектующих, времени ожидания и времени транспортировки материалов потребителю.
Количество карточек определяется следующим образом:
Спрос + Резервный запас DL (1+ S),
k = Размер контейнера = С
где
DL – ожидаемый спрос в период выполнения заказа;
k – количество карточек "канбан";
D – среднее количество деталей, потребляемых последующим участком в единицу времени;
L – время выполнения заказа
S – страховой запас, выраженный в процентах относительно спроса за период выполнения заказа;
C - емкость контейнера.
Модель ЭРЗ (экономичный размер заказа). Поскольку трудно внедрить технологию "Канбан", да и не всегда это оправдано, можно воспользоваться более простой моделью ЭРЗ. Вычислить оптимальный баланс можно по формуле экономичного размера заказа :
ЭРЗ = √ 2SY/IC
где S – годовой объем продаж в товарных единицах (напр., булках, батонах, рулетах, коробках); Y – стоимость одного заказа; C – стоимость одной товарной единицы; I – расходы на поддержание одного товарного запаса в процентах к "С".
7. Решение управленческих задач креативными методами
7.1. Креативные методы решения управленческих задач. Построение дерева целей
7.2. Метод сценариев
Иерархия целей. Система целей представляет собой некую иерархию. Вышестоящая цель распадается на нижестоящие, которые, в свою очередь, делятся на более мелкие. В процессе планирования необходимо четко выделить главную цель (ГЦ), важные цели (ВЦ), промежуточные цели (ПЦ) и низшие цели (НЦ). Затем построить дерево, которое может выглядеть так как показано на рисунке , 85-87). Должна быть четко сформулирована главная цель, которую можно легко операционализировать в целях более низкого порядка. Одна из распространенных ошибок менеджмента состоит в том, что менеджеры путают цели организации с целями, которые они поставили перед организацией.
 |
Рис. 52 - Дерево целей
 |
 |  |
Открыть не менее 5 точек розничной торговли | Терять ежемесячно не более 0,5 покупателей и приобретать 6 новых | Наладить производство H изделий по надлежащей цене | Продавать не менее М изделий в месяц |
![]()
![]()
![]()
![]()
Разработать образцы товаров для презентаций | Организовать экспресс-рекламу | Подготовить договор о поставках | Приобрести Р транспортных единиц |
Рис. 53 - Пример построения дерева целей "Путешествие на Багамы"
Источник: , , Федцов молодого предпринимателя. М.: Экономика, 2002. С. 87.
При определении главной стратегической цели необходимо учитывать два вопроса: для кого фирма работает (для реализации каких потребностей) и как эффективно она может эти потребности удовлетворить (умеет ли она это делать?). Можно декларировать на бумаге свою преданность клиентам и поставщикам, можно утверждать, что ваша стратегия перестроилась с агрессивного сбыта на социальный маркетинг. Однако, надо оставаться реалистом и планировать цели в соответствии с базовой формулой бизнеса:
Доход = Выручка – Материальные затраты
Отсюда следует, что наиболее рациональной целью менеджмента является получение доходов за счет двух факторов: увеличения общей суммы продаж и снижения затрат. Ибо получение доходов – не прихоть избалованных игроков в бизнес. Это стабильное существование фирмы в будущем. В связи с этим, приведем пример фрагмента построения дерева целей, основанного на приведенной выше формуле доходности.
|
за
Реструктуризация издержек | Увеличение объема продаж | Разработка сфокусированной стратегии | Удовлетворение потребительского спроса |
Анализ цепочки создания ценностей По продукту | Анализ производственных мощностей по видам продукции | Определение предпочтительных сегментов рынка | Идентификация потребностей по схеме "качество-цена-сервис" |
Рис. 54 - ДЕРЕВО ЦЕЛЕЙ
ООО "Заволжский спецавтофургон"
Несмотря на измененное название фирмы, предприятие вполне реально с вполне реальной миссией, которая звучит следующим образом: "Обеспечить нашего покупателя, ценящего надежность, качество и функциональность в средствах перевозок для успешного ведения бизнеса, поставляя современные высококачественные автофургоны и устанавлявая длительные взаимовыгодные отношения с клиентами, сотрудниками, патнерами и обществом". Надо заметить, что фирма желает занять лидирующую позицию на этом рынке. Но клиенты, партнеры, конкуренты – это важные, но не самые главные цели организации. Главной же целью остается прибыль.
Для матричных компаний дерево целей выстраивается не только по основному бизнесу, но и по каждому проекту с учетом ожидаемой ценности проекта (см. табл. 12).
Табл. 12 - Дерево целей модели ожидаемой ценности проекта
Наименование проекта | Цель | |
Обеспечение качества продукции | Обеспечение ритмичности производства | |
Вес цели | ||
0,6 | 0, 4 | |
Проект А (вклад в цель) | 8 | 5 |
Проект В | 4 | 7 |
Проект С | 6 | 6 |
Ценность "А" = 0,6 Х 8 + 0,4 Х 5 = 6,8;
Ценность "В" = 0,6 Х 4 + 0,4 Х 5 = 5,2;
Ценность "С" = 0,6 Х 6 + 0,4 Х 6 = 6,0.
7.2. Метод сценариев
Сценарий – это наглядное описание будущего при помощи правдоподобных суждений. Подобно тому, как составляется стратегический план, учитывающий три версии грядущих событий (оптимистическая, пессимистическая, вероятная), сценарии описывают возможные состояния компании или бизнеса в будущем. Обычно охватывается три направления при составлении сценариев : технологии (как производить), регионы (где производить и продавать), сегменты рынка (кому и каким образом продавать). Метод не отличается особой точностью и достоверностью полученных результатов. Но тем не менее, он позволяет построить такую логику рассуждений, которая предостережет от ошибок. В рамках этой логики поначалу выделяется область ожидаемых исходов в будущем (ожидания менеджеров и работников компании). На рисунке 55 показано, что решения следует искать в области приемлемых экспектаций (ожиданий). Стрелка обозначает наиболее ожидаемую позицию в будущем и аналогична неподвижному маятнику (зона наибольшей стабильности, хотя она может быть далека от самых оптимистических прогнозов. Область, находящаяся слева от створа ожиданий, означает сферу неприятных неожиданностей (со знаком "-"). Напротив, область, расположенная справа от створа, предстает как сфера "сверх-ожидаемого" (неожиданное со знаком "+").
![]()
![]()
![]()
Рис. 55 - "Створ ожидания" и области отклонения
Сценарный метод (составление сценариев) разрабатывается в рамках стратегического долгосрочного планирования и, несмотря на творческий характер, разбит на несколько основных этапов.
Этап 1. Формулировка вопроса и его структурирование. Вопрос дожен быть сформулирован более или менее четко, чтобы собрать нужную (релевантную) информацию. Все участники проекта знакомятся с вопросом и структурными компонентами проекта.
Этап 2. Определение и группировка зон влияния. На этом этапе выделяются критические точки внешней и внутренней среды бизнеса, производится их оценка в перспективе как факторов влияния. Сама техника выделения критических точек основана на движении от критических точек экологической среды организации к критическим точкам рабочей среды, а от нее к оценке слабых звеньев среди переменныйх внутренней среды организации (удобно использовать три инструмента стратегического менеджмента: PEST –анализ, расширенная матрица МакКинси и SWOT –анализ).
Этап 3. Определение параметров (показателей) будущего развития наиболее важных факторов организационной среды. Здесь следует сравнить будущее состояние критических факторов среды и цели, которая ставит фирма.
Этап 4. Набор пакета гипотез-предположений о будущем состоянии организации и разбиение гипотез на подмножества (от более вероятных к более неожиданным).
Альтернативные предположения формируются в наборы, причем, анализ наборов часто осуществляется при помощи компьютерных программ. Из всех пакетов отбирается несколько (рекомендуют три) на основе следующих критериев: 1)высокая внутренняя согласованность предположений (логическая когерентность или совместимость, непротиворечивость); 2) высокая вероятность наступления события, соответствующего данному пакету гипотез; 3) высокий удельный вес значимых переменных внешней и внутренней среды.
Этап 5. Сопоставление параметров (показателей) будущего развития наиболее важных факторов организационной среды с предположениями об их развитии. Например, российские вузы еще пять лет тому назад знали о грядущей демографической яме, когда число выпускников средних школ будет равно числу студенческих скамеек. Однако событие не наступило резко, а растянулось в виде некоего процесса по времени, поскольку студенческие скамьи стали заполняться теми, кто окончил школу раньше, имеет трудовой стаж и т. п. Поэтому первоначальные параметры стали уточняться под углом зрения анализа реальных трендов. С целью составления более точных сценариев следует двигаться от долгосрочного прогноза к краткосрочным, делая шкалу прогнозирования интервальной.
Этап 6. Анализ "разрушительных событий". Если фирма ожидает наступление неприятных событий, неприятные события, как правило, не заставляют себя ждать. Однако, на этот случай есть резервный капитал. Что касается "разрушительных событий", то они относятся к разряду непредсказуемых (по разным причинам: либо они принципиально непредсказуемы, либо не попали во внимание специалиста).
Надо заметить, что сами разрушительные события могут иметь два последствия: деструктивное и конструктивное. Чаще, правда, наступают деструктивные последствия. Но, тем не менее, есть "позитивные" случайности, которые носят характер катастроф (обычно, привносятся новыми технологиями или удачными стечениями обстоятельств).
Этап 7. Установление последствий. Здесь осуществляется компаративный анализ стратегии фирмы (миссии и целей) и вариантов развития среды. Если фирма крупная и занимает лидирующие позиции, то следует учитывать "зевки" в ее поступательном развитии. Фирма может успокоиться, стабилизировать темпы развития, в то время как ее среда может ускорить темпы изменений. В результате, возникает временной лаг и диасинхронизация взаимодействия организации с внешней средой.
Этап 8. Принятие мер или принятие управленческого решения. Этот шаг уже не относится к компетенции разработчиков сценария. Он относится к действиям топ-менеджмента, которые могут оказаться эффективными или неэффективными в зависимости от точности сценария и адекватности средств.
Список рекомендуемой литературы
Основная литература
1. , Воробьев решения: Теория и технологии принятия. Учебник для вузов.- М. Проект, 2004 г.
2. , Малявина управленческого решения: Учебное пособие.- М.: МАЭП, ИИК "Камета", 2000 г.
3. "Процесс принятия решений и АСУ", "Наука", 2000 г.
4. , "Основы менеджмента", изд. "Дело", 2002 г.
5. Смирнов управленческих решений. Учебник. ЮНИТИ. М., 2001 г.
6. Смирнов решения. М.: ИНФРА - М, 2001 г.
7. Трояновский управленческого решения: Учебное пособие.-М.: Изд. РДЛ, 2003 г.
Дополнительная литература
1. Ашихмин и принятие управленческих решений: формальные модели и методы выбора. - М.: МГТУ, 1995.
2. И др. "Хозяйственный риск и методы его измерения. Изд. "Экономика", 1999 г.
3. Мозг фирмы / Пер. с англ. - М., 1993.
4. Экономический анализ инвестиционного проекта / Пер. с англ. - М.: Биржи и банки; ЮНИТИ, 1997.
5. , , Научные методы управления / Пер. с англ. Киев: Наукова думка, 1990.
6. Инвестиционные расчеты. Модели и методы оценки инвестиционных проектов. - Калининград: Янтарный сказ, 1997.
7. Бовыкин менеджмент: управление предприятиями на уровне высших стандартов. - М.: Экономика, 1997.
8. , Ириков и методы управления организационными системами / Отв. ред. . - М.: Наука, 1994.
9. "Подготовка и принятие управленческого решения", Изд. "Экономика" 1997 г.
10. "И проснешься боссом...", изд. "Инфра-М", М., 1994г.
11. Глазов предприятий. Новые решения. - СПб.: СПбУЭФ, 1997.
12. , Глущенко управленческого решения", ТОО НПЦ "Крылья", 1997г.
13. "Какое принять решение?", изд. "Экономика", 1990г.
14. Голубков принять решение: Практикум хозяйственника. - М.: Экономика, 1990.
15. В поисках совершенства управления: Руководство для высш. управ. персонала. Опыт лучших промышленных фирм США. Т 1, 2. - М.: МНИИПУ, 1996.
16. Гришилов принять наилучшие решения в реальных условиях. - М.: Радио и связь, 1991.
17. Димитровский оценки инвестиционных и финансовых решений. - М.: Дека, 1997.
18. "Американский капитализм и управленческие решения", Изд. "Наука", 1997г.
19. , "Экспертные оценки в управлении", изд. "Экономика" 1998 г.
20. , Маринко : принятие решений и планирование: Учеб. пособ. - М.: Изд-во МГУ, 1977.
21. , "Принятие рискованных решений в экономике и бизнесе", ИКО "ЭБМ-КОНТУР", 1998г.
22. Кокорева анализ процедур принятия управленческих решений. - М.: Лесная промышленность, 1991.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
