


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Cтандартизируя процесс, вы закрепляете лучший спрсоб его выполнения в качестве нормы. Это средство определить процесс и сделать так, чтобы все понимали его единообразно, а также гарантировать, что каждый раз данный процесс будет выполняться одним и тем же образом. Благодаря наличию чётких норм выполнения процесса, люди знают, что делают свою работу правильно. Эти нормы создают основу для непрерывного улучшения: ведь чтобы усовершенствовать процесс, нужно сначала его описать и понять, точно также, как, чтобы добраться до места назначения, надо знать, где находишься. Зафиксировать лучший из имеющихся на сегодня методов работы необходимо и для того, чтобы не допустить возврата к старым привычкам. Такие рабочие инструкции должны включать соответствующие нормы, основанные на измерениях показателей и увязанные с запросами потребителей.
Кроме того, на этом этапе следует определить, какие показатели необходимо измерять для контроля отклонений в ходе процесса и управления ими, и в какой мере следует скорректировать определённые нормы (методы работы) на основе такой проверки. Необходимо установить контрольные допуски изменения каждого показателя. Таким образом, можно измерить эффективность рассматриваемого процесса и привести его в соответствии с нормой, отражающей лучший из имеющихся на сегодня способ выполнения данного процесса. Эта фаза также предполагает:
· информирование сотрудников о нормах и создание условий для широкого использования этих инструкций в организации;
· обучение работников новым стандартам;
· обеспечение свободного доступа к новым нормам, а также соблюдение этих норм.
Итак, главное в этой фазе – определение и описание процесса, его оценка, анализ имеющихся данных о процессе, проведение причинно-следственного анализа и выявление коренных причин возникновения проблем.
Улучшение процесса
В фазе улучшения выбранный процесс постоянно совершенствуется посредством постоянного повторения цикла PDCA (цикл Деминга): «планируй - делай - проверяй - действуй».
На рисунке 5.3. показаны инструменты управления качеством, которые целесообразно использовать для планирования улучшений:
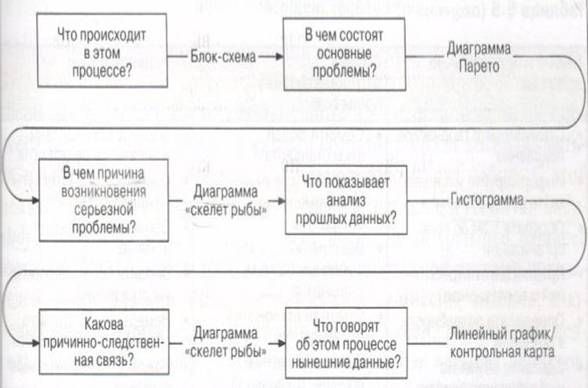
Рисунок 5.3. Методы, которые можно использовать в планировании улучшений
Описание данных инструментов даётся в главе 8 об инструментах качества данного пособия.
ГЛАВА VI
СТАТИСТИЧЕСКИЙ КОНТРОЛЬ ПРОЦЕССОВ
Статистический контроль процесса – один из основополагающих принципов метода «шесть сигм». Его ключевые положения были разработаны ещё в 20-е годы прошлого века американцем В. Шухартом. Главная идея такого контроля состоит в том, что улучшить процесс путём ужесточения технических требований невозможно. Управляющие отвечают за то, чтобы в компании был налажен процесс производства продукции, соответствующей ожиданиям и запросам потребителя и техническим требованиям. Далее должен осуществляться мониторинг такого процесса. Если с процессом всё в порядке (процесс «под контролем» или в ходе его произошло отклонение «по обычной причине»), то его параметры подчиняются устойчивому статистическому распределению. Сегодня мониторинг не предполагает больше проверки качества продукции, проверяется только, всё ли в порядке с самим процессом, поэтому при надёжном отлаженном процессе производится лишь хорошая продукция. Если в процессе происходит сбой, мониторинг об этом сигнализирует (процесс «вышел из-под контроля» или произошло отклонение по «особой причине»). В этом случае необходимо остановить процесс и установить причину отказа. Всё это кажется вполне логичным, но в то же время означает, что пока процесс ещё не вышел из-под контроля, вмешиваться в него не стоит. На практике работники, которые пытаются отреагировать на какие-то незначительные отклонения, на практике создают новые проблемы. Ненужное вмешательство в производственный процесс приводит к росту его изменчивости и снижению качества продукции.
Контрольная карта – это метод статистического контроля процесса, позволяющая оценить процесс, обеспечить и сохранить его управляемость. Он показывает, как может протекать процесс, и помогает ответить на следующие вопросы:
· Можем ли мы выполнить эту работу правильно?
· Выполняем ли мы её правильно?
· Выполнили ли мы её правильно?
· Могли бы мы выполнять эту работу более последовательно и эффективно?
Контрольная карта представляет собой статистический инструмент, позволяющий отделить особую причину отклонения от обычной. Пример простейшей контрольной карты – график динамики какой-либо характеристики. На таком графике отклонение по обычной причине используется для расчёта «контрольных пределов». Если измеряемая величина выходит за контрольные пределы, тому должна быть особая причина. График нужно строить и интерпретировать в режиме реального времени протекания процесса. Обычно с его помощью работник сам следит за процессом. Сразу после завершения выпуска одного вида продукции он наносит на график результаты и смотрит, можно ли приступить к выпуску следующего вида. Если работник обнаруживает, что процесс вышел из-под контроля, он может незамедлительно приступить к решению проблемы, не дожидаясь вмешательства руководства.
Контрольная карта используется для выявления важнейших причин отклонения в процессе (дестабилизирующих факторов) и их устранения в целях статистического контроля процесса. Кроме того, она позволяет статистическими методами определить степень управляемости процесса. С помощью контрольной карты предсказуемые показатели (т. е. относящиеся к внутренней производительности процесса) можно отделить от непредсказуемых (то есть, возникающих по особым причинам). Этот метод применяют, чтобы оценить стабильность процесса и решить, когда в него необходимо внести изменения. Организация статистического контроля процесса позволяет постоянно получать сигналы о возникающих в его ходе проблемах и надёжно их фиксировать.
Последовательность шагов при построении контрольной карты такова:
1. Выберите характеристики, динамика которых будет отслеживаться с помощью контрольной карты.
2. Выберите подходящий вид контрольной карты.
3. Соберите данные.
4. Нарисуйте вертикальную ось (y), по которой вы будете откладывать значения характеристики (например, времени). На этой оси будет показано положение (разброс) качественных параметров процесса.
5. Нарисуйте горизонтальную ось (x), по которой вы будете откладывать время или номера произвольных выборок.
6. Проведите центральную линию CL (central line), линию среднего значения характеристики или целевую линию, если процесс поддаётся регулированию. С каждой стороны центральной линии (см. рис.) проведите:
· линию нижнего контрольного предела LCL (lower control limit);
· линию верхнего контрольного предела UCL (upper control limit).
Эти линии характеризует размах естественных колебаний процесса.
7. Нанесите данные на график.
8. Изучите точки, находящиеся выше или ниже соответствующей линии предела. Точки, располагающиеся ниже линии LCL или выше линии UCL, сигнализируют, что случилось нечто, требующее к себе особого внимания. На рисунке выше точка, обведённая кружочком, находится выше линии верхнего контрольного предела. Эта точка сигнализирует о необходимости принятия мер.
9. Если обнаруживается, что процесс вышел из-под контроля, следуйте плану действий на случай неуправляемости (out of control action plan, ОСАР). ОСАР – это заранее разработанная схема последовательности операций по поиску неисправностей, дающая работнику возможность принять меры по регулированию процесса. Она позволяет устранить наиболее часто встречающиеся особые причины отклонений и сохранить ответственность работника за исправление положения дел.
Пример контрольной карты отдельных значений: формулы
Индивидуальные показатели ![]() и т. д. создают основу построения контрольной карты отдельных значений. Пусть
и т. д. создают основу построения контрольной карты отдельных значений. Пусть ![]() - значение первого показателя. Центральная линия (CL), или средняя из k показателей рассчитывается следующим образом:
- значение первого показателя. Центральная линия (CL), или средняя из k показателей рассчитывается следующим образом:
CL = (x1 + x2 +x3 +…+ xk )/ k,
или CL соответствует целевому значению, если процесс поддаётся регулированию.
Линии верхнего и нижнего контрольных пределов (для более чем 25 показателей) можно рассчитать по формулам:
UCL = CL +2,66 MR,
LCL =CL – 2,66 MR
где MR = ![]() I x1 – xt-1I ]
I x1 – xt-1I ] ![]()
Здесь MR (moving range) – это средний скользящий разброс, показатель размаха для средней произвольной выборки. Константа 2,66 используется для определения расстояния между центральной линией и контрольными границами; 2,66 – это статистическая постоянная, которая превращает среднюю в оценку «трёх сигм».
Людям, не знакомым с теорией статистики, её методы представляются зачастую очень сложными для понимания. Деминг понимал это и во время своих семинаров объяснял суть статистического контроля процессов с помощью примера контрольной карты (control chart), разработанной десятилетним мальчиком, сыном своего друга. Мальчик хотел проследить, в какое время школьный автобус приезжал за ним каждое утро и отмечал время прибытия на простой карточке точками (см. рисунок ниже).
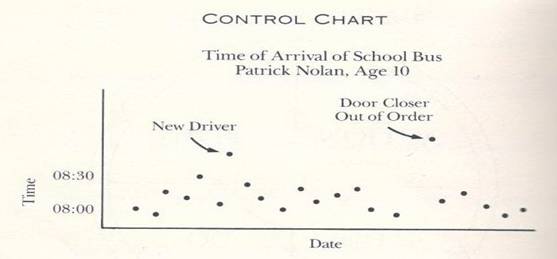
На рисунке видно, что подавляющее большинство точек расположены близко одна к другой, так как автобус приезжал приблизительно в одно и то же время каждое утро. Но дважды точки обозначили время приблизительно на 20 минут позже обычного: в одном случае мальчик отметил причину этого как «новый шофёр», а второе опоздание обозначил как «сломанная дверь». Все остальные точки также не обозначали прибытие в строго определённое время, но эти незначительные отклонения можно было объяснить «случайными причинами»: интенсивностью движения в тот день, задержками некоторых школьников при посадке в автобус и т. п. Два же явных опоздания объяснялись «особыми причинами». Такой же принцип используется и в статистике, в том числе в статистическом контроле процессов.
ГЛАВА VII
КОНЦЕПЦИЯ «ШЕСТЬ СИГМ КАЧЕСТВА»
В 1986 году, когда американская компания Motorola столкнулась с ростом числа рекламаций на свою продукцию, Билл Смит, старший инженер и научный сотрудник отдела коммуникационного оборудования компании, разработал концепцию «шесть сигм качества». Он предложил оригинальный статистический метод, позволяющий повысить качество продукции и прибыльность компании за счёт сокращения брака. В тот период «Моторола» была близка к банкротству и отчаянно пыталась выжить. Одной из программ, которые помогли ей остаться в бизнесе, стала программа «шесть сигм качества». После успешных преобразований в фирме «Моторола» многие другие компании, в том числе IBM, General Electric, DEC, Sony, Dupont, Ford, Xerox, также внедрили у себя «шесть сигм качества» и через некоторое время сообщили, что применение стратегии шесть сигм позволило им получить экономический эффект, исчисляемый в миллиардах долларов. За прошедшие после этого годы «Моторола» завоевала множество наград за качество, а роль Смита в повышении доходности компании обрабатывающей промышленности США была высоко оценена. Смит особенно гордился тем, что благодаря его усилиям «Моторола» была награждена Национальной премией за качество Малкольма Болдриджа в 1988 году, то есть всего через два года после внедрения системы менеджмента качества, важной частью которой стала стратегия шести сигм качества.
«Моторола», основанная в 1928 году, долгие годы была одним из наиболее известных в США производителей бытовой электроники, и на начало 90-х годов имела годовой оборот порядка 10 млрд. долларов. В компании в этот период работало более 100 тыс. сотрудников, причём половина из них в США. В начале 70-х компания решила продать свой бизнес, связанный с бытовой электроникой, и заняться производством высокотехнологичной индустриальной электроники. Основной причиной послужило растущее отставание по качеству от японских конкурентов. К примеру, в 1974 году «Моторола» продала свой телевизионный завод в пригороде Чикаго японской фирме «Мацушита». В то время этот завод имел 150 дефектов на каждые 100 произведённых телевизоров. Но уже через пять лет, в 1979 году, новые японские владельцы завода, используя тех же американских рабочих и немного улучшенное оборудование, сумели добиться того, что на каждую сотню изготовленных телевизоров было всего 4 дефекта. В конце 70-х, испытывая колоссальные проблемы со сбытом продукции и будучи на грани банкротства уже в новом для себя секторе индустриальной электроники в основном из-за проблемы качества, компания внедрила систему менеджмента качества (система «шесть сигма» была её важной частью), и за десять лет сумела преобразиться и стать лауреатом национальной премии США за качество. Важно, что компания не ограничилась шестью сигмами, а разработала и внедрила всеобщую систему качества, в том числе одну из лучших в США программ обучения работников на рабочем месте. К примеру, если изначально «Моторола» планировала затрачивать на обучение 7 млн. долл. в год, то в рамках системы менеджмента качества стала тратить ежегодно 60 млн. долл. на обучение на рабочих местах и ещё столько же на выплату компенсаций рабочим, получавшим параллельно с работой высшее образование.
Шесть сигм – это статистический показатель, показывающий меру отклонения определённого производственного процесса от эталонного. Греческая буква «сигма» традиционно употребляется в статистике для обозначения размаха колебаний той или иной величины около наиболее вероятного значения. Если для процесса установлены контрольные пределы, выход значений за которые считается нежелательным событием, то чем больше сигм умещается в данных пределах, тем меньше дефектов будет получаться при производстве. Шесть сигм – это определённый посредством статистических расчётов плановый показатель деятельности, при котором на миллион операций приходится не более 3,4 отклонений (дефектов). Другими словами, это означает, что 99,99966 времени производственный процесс осуществляется правильно (без отклонений). Для сравнения, средняя американская компания оперирует на уровне между 3 и 4 сигмами, иначе говоря, имеет от 67 тыс. до 6200 дефектов на 1 млн. операций.
Многие совокупности данных подчиняются нормальному, или гауссовскому, распределению. Графически это распределение отображается хорошо известной колоколообразной кривой с длинными «хвостами». Сигма – это точка перегиба кривой. Обычно считалось, что отклонение ключевых параметров изделия от тех, что заданы в его спецификациях, не должно превышать трёх сигм. При таких условиях спецификациям не удовлетворяет только одно изделие из 300. «Шесть сигм» выбраны в качестве названия метода потому, что в этом случае отклонение характеристик изделия от заданных параметров будет составлять не три, а шесть сигм. При таком подходе спецификациям будут удовлетворять практически все изделия.
Программа «шесть сигм качества» основана на последовательном применении методов статистики для отыскания кардинального решения проблемы инструментального качества. Большинство её приёмов не новы, но благодаря ей методики, которые ранее использовались только специалистами, стали общим достоянием. Введение этой программы сопряжено с рядом специфических моментов и требует полной поддержки всех сотрудников организации. Вот как описывает процесс внедрения методики Х. Рамперсад:
1. Все ведущие управленцы должны пройти обучение принципам шести сигм (так называемое «промывание мозгов»), после чего будут выступать в роли «чемпионов» (если воспользоваться профессиональным жаргоном специалистов по качеству).
2. Приблизительно 1% сотрудников закрепляются за проектом в роли обладателей «чёрных поясов». Эти люди проходят интенсивное четырёхнедельное обучение. Обычно их набирают из числа высших менеджеров и работников, стремящихся к карьерному росту.
3. Примерно 10% сотрудников входят в состав команд, возглавляемых одним из обладателей «чёрного пояса». Они проходят двухнедельное обучение и становятся обладателями «зелёных поясов».
Эффективность такого подхода зависит от организации, а также от избранной системы управления проектом. Во многих западных компаниях отказываются от этой программы именно из-за традиционного подхода к управлению проектами. Применение метода «шесть сигм» предполагает определённую последовательность шагов, которую обозначают аббревиатурой DMAIC:
· D (definition) – определение; необходимо чётко определить цели проекта и ожидаемый экономический эффект (по меньшей мере 100 тыс. долларов);
· М (measurement) – измерение; оценивается сама проблема и измеряется начальное значение параметра;
· А (analysis) – анализ; использование статистики даёт полную картину проблемы;
· I (improvement) – улучшение; разработка принципиально нового решения и его реализация в организации;
· С (control) – контроль (управление); встраивание этого решения в стандартную систему управления, с тем чтобы улучшение стало необратимым.
С недавнего времени программу «шесть сигм» стали использовать не только в промышленности, но и сфере услуг, а также появились вариации на эту тему, например, сочетание «шесть сигма» с теорией управления ресурсобережением (“Lean Six Sigma”) и теорией надёжного проектирования (“Design for Six Sigma”).
ГЛАВА VIII
ИНСТРУМЕНТЫ УПРАВЛЕНИЯ КАЧЕСТВОМ
Один из базовых принципов управления качеством состоит в принятии решений на основе фактов. Наиболее полно это осуществляется на основе моделирования процессов, как производственных, так и управленческих, инструментами математической статистики. Однако современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. К 1979 году японский Союз учёных и инженеров (JUSE) собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости – совершенствовать их. В этой главе мы рассмотрим некоторые из них.
Диаграмма «скелет рыбы»
Диаграмма «скелет рыбы», или диаграмма причинно-следственных зависимостей (ещё одно название – «диаграмма Исикавы»), - это графическое изображение взаимосвязи данного следствия и его возможных причин. Все возможные причины делятся на категории и подкатегории, и поэтому внешне график напоминает скелет рыбы.
Диаграмма «скелет рыбы» используется для анализа причинно-следственных зависимостей и поэтому облегчает поиск решения взаимосвязанных проблем. Этот полезный инструмент может применяться при проведении «мозгового штурма», при анализе и оценке процесса, а также для составления планов. Последовательность шагов при построении диаграммы «скелет рыбы» такова:
1. Чётко и кратко определите следствие. Нарисуйте прямоугольник и разместите в нём краткое описание следствия и проведите слева от этого прямоугольника длинную линию (см. рис. 8.1) «Построение графика причинно-следственной зависимости»).
2. Определите (например, во время «мозгового штурма» важнейшие категории причин, которые могли вызвать данной следствие. Все причины можно разделить на связанные со следующими факторами:
· оборудованием;
· методами работы, технологиями;
· окружающей средой;
· организацией процесса;
· сырьём, материалами, энергией, информацией;
· рядовыми сотрудниками, их знаниями, навыками, отношением к работе, стилем работы и поведением;
· транспортными средствами, зданиями и сооружениями;
· управляющими, их знаниями, навыками, стилем работы, отношением и поведением;
· информацией;
· показателями.
3. Разместите прямоугольники с названиями этих категорий на некотором расстоянии друг от друга вдоль основной линии.
4. Соедините прямоугольники с основной литией косыми линиями.
5. Найдите две-три возможные причины и обозначьте их на диаграмме рядом с названием соответствующей категории; проделайте это также для следующих категорий, и у вашего скелета появятся новые «косточки». Этот вопрос «почему» желательно повторить раз пять.
6. Взвесьте и проанализируйте возможные причины.
7. Выберите от трёх до пяти причин самого высокого уровня, которые, по-видимому, оказывают на следствие наибольшее влияние.
8. Найдите пути устранения этих причин.
9. Осуществите намеченные изменения.
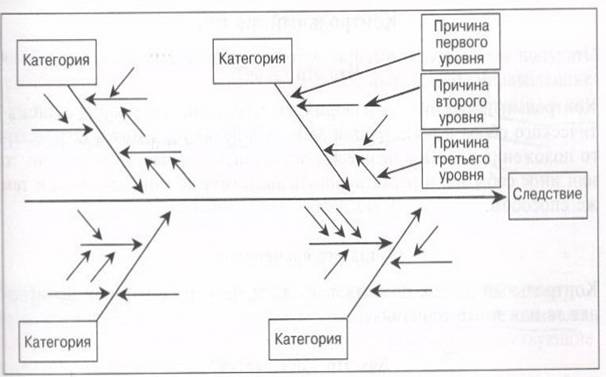
Рисунок 8.1 Построение графика причинно-следственной зависимости
Для большей простоты возьмём условный пример компании, оказывающей копировальные услуги, которая стала получать много жалоб на плохой качество фотокопий. Руководители компании решили проанализировать проблему с помощью диаграммы «скелет рыбы». Выявленные ими причины жалоб показаны на рис. 8.2.
Контрольные листки
Контрольный листок – это форма, которая используется для систематического сбора и регистрации данных в целях изучения фактического положения дел. Контрольный листок позволяет определить, как часто происходит то или иное событие, и регистрировать аналогичные данные одним и тем же способом.
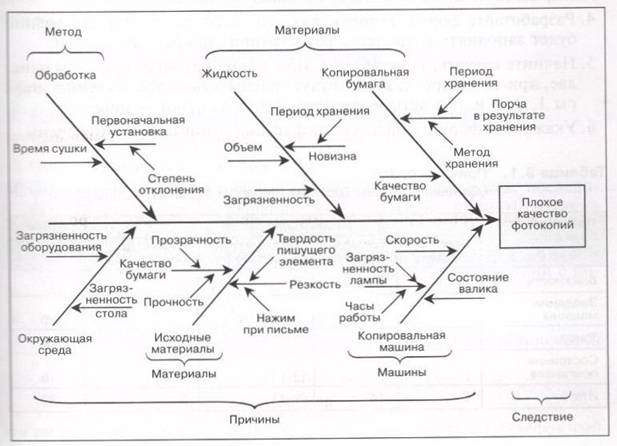
Рисунок 8.2. Диаграмма «скелет рыбы»
Последовательность шагов при построении таблицы данных такова:
1. Сформулируйте цель сбора данных.
2. Определите, какие данные вам необходимы.
3. Определите, кто и как будет их анализировать.
4. Разработайте форму, которую каждый участник исследования будет заполнять в процессе регистрации собираемых данных.
5. Начните считать, проставляя в этой форме палочки; при этом одна, две, три и четыре палочки будут обозначать соответственно цифры 1,2,3, и 4, а четыре перечёркнутые палочки – цифру 5.
6. Укажите в форме общее число фактов, которые были отмечены.
Для лучшего понимания мы включили пример условного контрольного листка, который позаимствовали у Х. Рамперсада (см. табл. 8.1.).
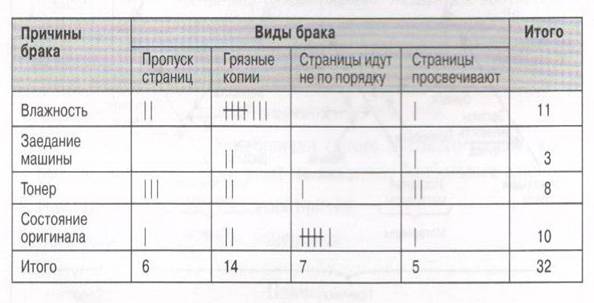
Таблица 8.1. Причины брака
Гистограмма плотности распределения
Гистограмма плотности распределения – это столбиковая диаграмма, которая показывает, как данные распределяются по группам значений. Собранные данные представляют в виде ряда прямоугольников, одинаковых по ширине и различающихся по высоте. Анализ характера изменения высот столбиков позволяет оценить динамику процесса.
Гистограмму плотности используют, чтобы наглядно показать, в каком интервале располагаются наиболее часто встречающиеся значения и как вообще распределяются данные. Кроме того, гистограмма позволяет определить наилучшие результаты процесса. Такое графическое изображение динамики процесса даёт возможность наметить приоритетные задачи по его улучшению.
Последовательность шагов при построении гистограммы такова:
1. Проведите необходимые измерения и подсчитайте, сколько значений показателей вы получили.
2. Определите разброс данных вычитанием минимального значения из максимального.
3. Разбейте эти значения на группы (или интервалы) и подсчитайте число значений в каждом интервале. Следуйте при этом указаниям таблицы 8.2.
Таблица 8.2. Указания для построения гистограммы
Число значений | Число интервалов |
Менее 50 50-100 100-250 Более 250 | 5-7 6-10 7-12 10-20 |
Если вы, например, получили 110 значений показателей, то их можно разделить минимум на 7, а максимум – на 12 интервалов.
4. Определите число значений в каждом интервале (ширину интервала) следующим образом:
· делением разброса на минимальное число интервалов;
· делением разброса на максимальное число интервалов;
· выбором числа значений в интервале как средней величины этих двух чисел.
5. Составьте таблицу плотности распределения всех значений.
6. Постройте на основе таблицы плотности распределения гистограмму плотности распределения.
7. Подпишите гистограмму и укажите рядом число значений.
Пример
Начальник отдела персонала одной организации решил проанализировать, сколько времени уходит на подбор административных работников с момента возникновения вакансии до найма нового служащего. Он изучил архивы своего отдела и записал, сколько рабочих дней занимала каждый раз эта процедура.
Время, затраченное на подбор новых служащих (в рабочих днях): |
Далее он выполнил следующие расчёты:
число значений показателя = 55 (число интервалов – от 6 до 10);
размах = 59 – 12 = 47
Ширина интервала (число значений в нём) меньше 7,8 (47 разделить на 6) и больше 4,7 (47 разделить на 10). Начальник отдела выбирает ширину интервала интервала, равную 5. Затем он составляет таблицу плотности распределения (табл. 8.3.) и строит на её основе гистограмму (см. рис. 8.3).
Таблица 8.3. Таблица плотности распределения
Интервал | Границы | Число значений | Частота |
1 | 10 - 14 | II | 2 |
2 | 15 - 19 | IIII | 5 |
3 | 20 - 24 | IIII II | 7 |
4 | 25 - 29 | IIII IIII III | 13 |
5 | 30 - 34 | IIII IIII I | 11 |
6 | 35 - 39 | IIII III | 8 |
7 | 40 - 44 | IIII | 4 |
8 | 45 - 49 | II | 2 |
9 | 50 - 54 | I | 1 |
10 | 55 - 59 | II | 2 |
Итого | 55 |
Эта гистограмма показывает, что в большинстве случаев процедура подбора служащих занимала от 25 до 29 дней.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 |
