

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Безусловно, целесообразно графики движения оборудования сводить в единую систему на вычислительном центре предприятия.
По годовому графику ППР планируются:
– монтаж и демонтаж оборудования,
– потребность и периодичность поступления запасных частей и материалов для проведения ремонтных работ,
– суммарная трудоемкость работ и численность ремонтного персонала предприятия,
– потребность в горюче-смазочных материалах для проведения ТОР,
– заявки на объемы и сроки проведения фирменного обслуживания,
– заявки или догворы на получение и сроки поступления оборудования на предприятие и др.
Таблица 25
Наименование оборудования | Нормативы | ||
в работе | в ремонте | в резерве | |
Механизированные крепи | 80 | 10 | 10* |
Секции механизированной крепи | 75 | 17 | 8 |
Струговые установки | 75 | 25 | - |
Угольные комбайны | 67 | 16 | 17 |
Проходческие комбайны | 68 | 16 | 16 |
Скребковые конвейеры | 83 | 9 | 8 |
Ленточные конвейеры | 90 | 5 | 5 |
Передвижные шахтные подстанции | 90 | 5 | 5 |
* С учетом монтажа и демонтажа
Таблица 26
Оборудование | Максимальная длительность капремонта, сутки |
Угольные комбайны | 45 |
Врубовые машины | 30 |
Породопогрузочные машины | 45 |
Скребковые конвейеры разборные | 30 |
Скребковые конвейеры безразборные | 30 |
Углепогрузочные машины | 60 |
Крепи механизированные | 90 |
Трансформаторы силовые | 30 |
Передвижные "сухие" подстанции | 45 |
Насосы центробежные | 30 |
Передвижные компрессоры | 30 |
Электровозы | 45 |
2.5. Законы распределения случайных величин и выбор стратегии, замены элементов оборудования
Любая система эксплуатации предполагает наличие стратегии замены элементов оборудования, что является важнейшей операцией в системе ТОР для обеспечения эффективного, надежного и безопасного использования оборудования в период эксплуатации по назначению.
Под стратегией замены элементов (деталей, узлов) оборудования понимается принцип, по которому производится оценка технического состояния и определяется периодичность их замены.
Общая классификация стратегий замены элементов представлена на рис.22.
 Рис.22 Общая классификация стратегий замены элементов горношахтного оборудования
Рис.22 Общая классификация стратегий замены элементов горношахтного оборудования
В соответствии с системами эксплуатации стратегии замены делятся на две основные группы:
- стратегия замены по заданному ресусу,
- стратегия замены по техническому состоянию.
В сисиеме ППР реализуется тот или иной вариант синтеза стратегий.
Сложность обеспечения высокоэф-фективного планового технического обслуживания и ремонта с использование стратегий замены элементов по русурсу с использованием среднестатистических показателей надежности, которые лежат в основе методов разработки графиков планово-предупредительных ремонтов, заключается в том, что в силу различного сочетания всех фактоов, влияющих на надежность деталей и узлов, последние могут иметь различные законы распределения наработки на отказ и изменения вероятности безотказной работы.
Рассмотрим это положение на примере данных таблицы 27.
Таблица 27
Деталь (узел) | Статистический ряд наработки на отказ, сут. | Показатели надёжности | Количество отказов | |
средняя наработка на отказ ТHO, сут. | среднеквадратическое отклонение, σ | |||
1 | 170, 120, 10, 160, 20, 90, 175, 5, 60 | 90 | 57,8 | 4 |
2 | 90, 90, 90, 90, 90, 90, 90, 90, 90 | 90 | 0 | 0 |
3 | 92, 87, 96, 84, 91, 87, 93, 90, 90 | 90 | 2,6 | 1 |
Детали 1, 2, 3 имеют равную среднюю наработку на отказ Тно = 90 сут., но различные значения среднеквадратического отклонения σ.
Если принять при проведении плановых замен резервное время tp = 5 сут., то время плановой замены будет равно Тпл = Тн. о – tp = 90 – 5 = 85 сут.
В этом случае принятая стратегия замен по ресурсу (плановые замены по времени по среднестатистическим величинам Тно) будет абсолютно безотказной для детали 2 и дает лишь один отказ по детали 3. Но для детали 1 она является абсолютно неприемлемой, так как дает 4 отказа и в 4 случаях дает значительные величины недоработки (от 85 до 30 сут.), что приведет к повышенным затратам на ремонт, запчасти и потерям в производительности из-за простоев.
Рассмотрим более общее обоснование на следующем примере. На рис.23 предоставлены графики плотности распределения наработки на отказ F(t) деталей 1, 2, 3.
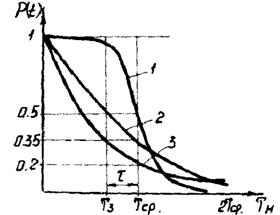
Нормальному закону распределения подчиняются обычно случайные величины времени наработки на отказ элементов и узлов оборудования, теряющих свою работоспособность в результате износа. Экспоненциальному - случайные величины Т но таких деталей и узлов, для которых характерны внезапные отказы. Кривая 3 отражает закон распределения Вейбулла, при котором вероятность безотказной работы P(t) (рис.24) определяется зависимостью:
где а и b – положительные постоянные величины. Величина «а» является наработкой, отвечающей вероятности безопасной работы Р(а) = ехр(-1) = 0,368 (независимо от величины «b»), На рис.23 и 24 кривые 3 соответствуют случаю, когда b<1 и закон Вейбулла близок к экспоненциальному, и отражают характер зависимостей F(t) и P(t) для деталей и узлов со скрытыми дефектами при медленном протекании процесса износа.

 |
Из графиков P(t) для этих законов видно, что если вести плановые предупредительные замены деталей 1, 2, 3 через среднее время наработки Тcр, то ко времени их замены произойдет отказ 50% деталей 1 (нормальный закон), 65% деталей В (экспоненциальный закон) и 80% деталей С (распределение Вейбулла).
Однако, если вести замены деталей через время ТЗ = Тср – τ, выйдут из строя только 2% деталей 1, т. е. для детали 1 можно обеспечить такой режим ТОР, при котором практически будут исключены отказы. Для деталей 2 и 3 даже при ТЗ = Тср – τ, вести плановые предупредительные замены малоэффективно.
Известно, что при экспоненциальном распределении время наработки Тно @ σ. Поэтому, как отмечалось, установить значение времени плановой замены Тпл нельзя. Так, если Тпл принять равным Тпл = Т ± σ, то Тпл окажется в пределах 0 – 2Т. Левый предел означает, что необходимо непрерывно вести замену, хотя бессмысленность такой стратегии ясна, а при правом пределе в соответствии с законом  к моменту замены откажут 88% деталей. Таким образом, рекомендовать плановые предупредительные замены деталей подземного оборудования можно, если закон распределения наработки на отказ не экспоненциальный и σ << Т.
к моменту замены откажут 88% деталей. Таким образом, рекомендовать плановые предупредительные замены деталей подземного оборудования можно, если закон распределения наработки на отказ не экспоненциальный и σ << Т.
Рассмотрим отдельные виды стратегий.
Стратегия «по времени»
При этой стратегии периодичность проведения плановых работ по замене элементов строго регламентируется независимо от числа неплановых и аварийных ремонтов в межремонтный период. Графически режим стратегии представлен на рис.25а.
Стратегия "по времени" рекомендуется для элементов, для которых трудоемкость и затраты на проведение ремонтных работ, включая потери из-за простоев, при устранении отказов меньше, чем при проведении плановых предупредительных замен, а сами отказы на вызывают аварийной ситуации и не снижают безопасность эксплуатации.
Стратегия «по наработке»
Данная стратегия целесообразна для оборудования, у которого трудоемкость и затраты на проведение ремонтных работ, включая потери от простоев, при проведении неплановых и плановых замен одинаковы. Графически режим стратегии представлен на рис.256.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
