

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() .
.
Поскольку условие работоспособности (2.33) выполняется, вид технического состояния муфты по критерию несущей способности (параметру![]() ) признается как «работоспособное».
) признается как «работоспособное».
Коэффициент запаса надежности муфты на рассматриваемый момент времени по условию (2.34) будет равен:
![]()
Таким образом, в заданных условиях работы механизма качания работоспособность муфты по критерию несущей способности обеспечена: она находится в работоспособном состоянии почти с четырехкратным запасом надежности по величине контролируемого параметра- передаваемого крутящего момента![]() .
.
3 РАСЧЕТ СМАЗОЧНОГО МАТЕРИАЛА и выбор системы смазки для оборудования рабочей клети №1 стана 2000 холодной прокатки
3.1 Выбор марки смазочного материала в узел трения «зубчатое зацепление»
Данные для расчета
Длина шестеренного валка, мм | 520 |
Материал шестеренных валков | Сталь 18X2H2M |
Твердость поверхности зубьев | НВ=210…260 |
Межцентровое расстояние, мм | 700 |
Ширина зубчатого венца, мм | 582 |
Частота вращения, об/мин | 0/402/1350 |
Определение необходимой вязкости минерального масла для стальных зубчатых передач производится по графику в зависимости от параметра х :
![]()
где НV – твердость по Виккерсу, МПа;
рmax – максимальное нормальное контактное напряжение, МПа;
υ – окружная скорость, м/с.
Для нахождения твердости по Виккерсу, зная значение твердости по Роквеллу, можно пользоваться зависимостью:
![]()
В данном случае твердость поверхности зубьев 210 НВ соответствует 19 HRC.
HV=1.86*
Наибольшее нормальное контактное напряжение равно:

где b – ширина зубчатого венца, м;
Мк =562кН*м - крутящий момент на колесе;
к – коэффициент, равный 1,3…1,5 (меньшее значение следует выбирать при расположении колес на валах, близком к симметричному).

Найдем окружную скорость υ:
![]()
где d – диаметр делительной окружности колеса, м;
n – частота вращения колеса, об/м.
v=
Находим параметр х:
x=
Значению параметра х=161.7 соответствует значение кинематической вязкости
Найдем значения кинематической вязкости при температуре 40 ºС.
n=(1+
 .
.
Т. к контактные нормальные напряжения  ,то
,то
на основании проведенных расчетов принимаем минеральное масло без присадок И-Т-С -140 ТУ-38.1011337-90.
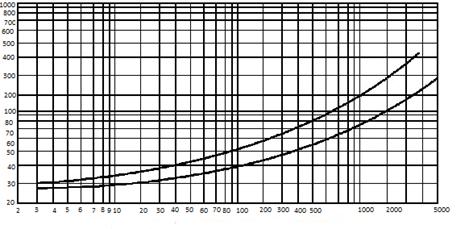
Рисунок 3.1 - Зависимость вязкости минерального масла от параметра х
3.2 Выбор марки смазочных материалов для зубчатой муфты
В зубчатых муфтах наиболее эффективно применение высоковязких минеральных масел, но трудности по обеспечению герметичности в процессе эксплуатации зубчатых муфт побуждает применять ПСМ, а так же битумные композиции, рекомендуемые для открытых зубчатых передач.
Для смазки зубчатых муфт примем марку смазочного материала: Графитная Ус-А ГОСТ 3333-79.
Свойства графита были описаны выше.
Температурный диапазон Графитная Ус-А -30…+60°C.
3.3 Выбор марки смазочного материала для подшипников качения рабочих валков
На рабочих валках установлены подшипники М270400:
D = 180 мм; d = 120 мм; Т = 109 мм.
Частота вращения внутреннего кольца подшипника:
n = 30ω/π = 1023 об/мин.
Рабочая температура: tp = 60°С.
Средний диаметр подшипника:
D0 = (d + D) / 2 = (120+180)/2 = 150 мм
По номограмме «а» на рисунке 8.1 [5] из точки, соответствующей D0 = 150 мм, проводим вертикаль до пересечения с линией, обозначающей n = 1023 об/мин.
Получаем вязкость смазочного материала:
n60 = 8 мм2/с
По номограмме «б» рисунка 8.1 [5] определяем для номинальных температур:
n40 = 18 мм2/с
n50 = 13 мм2/с
Из таблицы 1 приложения В [5] выбираем, что для подшипников рабочих валков необходим материал И-12А или по ГОСТ 17479 И-Л-А-22.
На опорных валках установлены подшипники М224700:
D = 600 мм; d = 400 мм; Т = 355 мм.
Частота вращения внутреннего кольца подшипника:
n = 30ω/π = 1023 об/мин.
Рабочая температура: tp = 60°С.
Средний диаметр подшипника:
D0 = (d + D) / 2 = (400+600)/2 = 500 мм
По номограмме «а» на рисунке 8.1 [5] из точки, соответствующей D0 = 500 мм, проводим вертикаль до пересечения с линией, обозначающей n = 1023 об/мин.
Получаем вязкость смазочного материала:
n60 = 4 мм2/с
По номограмме «б» рисунка 8.1 [5] определяем для номинальных температур:
n40 = 10 мм2/с
n50 = 7 мм2/с
Из таблицы 1 приложения В [5] выбираем, что для подшипников рабочих валков необходим материал И-12А или по ГОСТ 17479 И-Л-А-22.
Карта смазывания привода клети №1 стана 2000 х. п
№п/п | Наименование узла | Смазочный материал | Система смазывания | Режим смазывания |
1 | Зубчатая муфта | Графитная Ус-А ГОСТ 3333-79 | Закладная | При ревизии |
2 | Зубчатое зацепление | И-Т-С -140 ТУ -38 101413-78 | Централизованно-циркуляционное | Постоянно |
3 | Подшипник рабочего валка | Mobil», GR-600 XP 320 | масло-воздух | Постоянно |
3.3 Техническая характеристика централизованной системы смазывания ZOS-1300
Центральная система смазки маслом ZOS используется для подачи смазочного масла на редукторы 1-5 и натяжные моталки. Система смазки состоит из следующих основных компонентов:
-Масляный бак с детектором воды, контролем уровня и температуры;
-Схема нагрева с насосом для нагрева, нагревателем и контролем температуры;
-Питающие насосы с фильтрацией, охлаждением, контролем температуры и давления;
-Контроль потребителей.
Вышеупомянутое оборудование работает и управляется с каждой панели ЧМИ на стане (с главного пульта управления, с помещения управления маслоподвалом и т. п.). Система может работать либо в автоматическом либо в ручном режиме через ЧМИ.
Оборудование системы смазки (ZOS) расположено в маслоподвале.
Оборудование расположено непосредственно на устройствах потребителя (полустана, приводная сторона). Все вращающиеся, подвижные и опасные части закрыты. Поэтому переключения на безопасные режимы работы не предусмотрено. Для работы на соответствующем оборудовании питающее напряжение должно быть отключено.
При автоматической работе команды на движения являются выходными сигналами автоматических генераторов последовательностей с учетом блокировок.
При ручном рабочем режиме команды на движения являются выходными сигналами управляющих устройств с учетом условий блокировок.
Для режима обслуживания возле приводов предусмотрены дополнительные блоки переключения для обслуживания.
Местное управление возможно через полностью закрытую нажимную кнопку «ПРИВОД ВКЛ» и выбор ключом селектора МЕСТНЫЙ/ДИСТАНЦИОННЫЙ, оба этих устройства расположены около каждого привода насоса.
С помощью этих кнопок приводы могут работать в толчковом режиме, например во время ремонта, обслуживания и пуско-наладки (проверка направления вращения, рекомендованное время срабатывания обслуживающим персоналом около 30 с).
Система смазки маслом может быть запущена и управляться с главного стола управления или стола оператора в маслоподвале.
Подготовительные действия выполняющие в ручную.
Необходимо обеспечить нагрев масла в баке до рабочей температуры. Рабочая температура приблизительно 45 С.
Необходимо обеспечить заполнение фильтров и подающих линий нагретым до рабочей температуры маслом (приблизительно 42 С).Необходимо удостоверится, что уровень масла в баке не превышает 80% и не меньше 50%.
Перед запуском системы переключатели предварительного выбора для нагрева, охлаждения и подающих насосов должны быть установлены в правильное значение. Если переключатель предварительного выбора устройства в положении «ОТКЛ», такое устройство не может быть запущено. Ручные задвижки на линиях приема и нагнетания насосов должны быть открыты во время работы. Ручные задвижки на подающих линиях охлаждающей воды пластинчатого теплообменника, на питающих и обратных линиях должны быть открыты во время работы.
3.4 Обоснование посадок

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
