

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
- Трубная обвязка клети стана модульного типа, обеспечивающая сокращение времени монтажа и быстрый пуск стана (конструкция «все в одном»).
Межклетевое оборудование:
Для клетей № 1 - № 5 предусмотрено следующее межклетевое оборудование:
- отбойники для предотвращения налипания для верхнего и нижнего рабочих валков;
- поворотные прижимные ролики для получения постоянного угла полосы на роликах тензометра и прибора измерения плоскостности, а так же для удаления эмульсии для охлаждения валков с верхней поверхности полосы;
- зажимное устройство полосы для обеспечения неподвижности полосы во время перевалки рабочих валков;
- поворотные направляющие столы для процессов заправки и выхода полосы;
- поворотные направляющие с продувочными соплами для устройств измерения толщины;
- различные стационарные направляющие столы.
1.3 Изучение состава и принципиального устройства машин, агрегатов и отдельных приводов стана 2000 холодной прокатки
Механическое и электрическое оборудование 5-клетьевого стана тандем х/п (TCM) рассчитано на объем годового производства 2.100.000 т различных марок стали (от мягких до высокопрочных с пределом текучести < 350 МПа и до 750 МПа).
На рисунке 1.1 представлена схема узлов приводов основного оборудования стана.
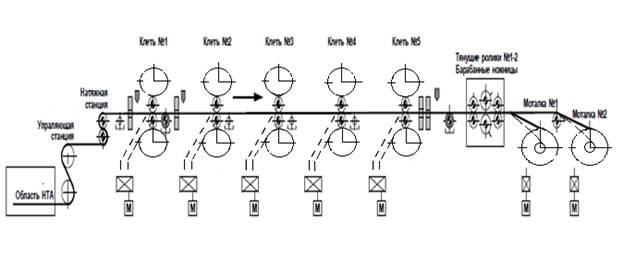
Рисунок 1.1 – Схема узлов приводов основного оборудования стана
Все клети стана являются четырехвалковыми: два рабочих валка и два опорных валка.
Клети оснащены гидронажимными цилиндрами, которые установлены в верхней части клети. Ход цилиндра рассчитан таким образом, что помимо настройки раствора валков полностью компенсируется диапазон стачивания верхних валков.
Клети оснащены гидронажимными цилиндрами, которые установлены в верхней части клети. Ход цилиндра рассчитан таким образом, что помимо настройки раствора валков полностью компенсируется диапазон стачивания верхних валков.
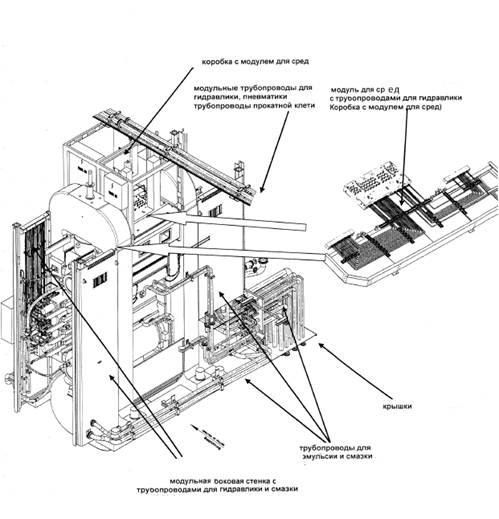
Рисунок 1.2 – Прокатная клеть стана
Все клети имеют систему клиновой регулировки, которая располагается в нижней части станины стана под подушками опорных валков. Система клиновой регулировки служит для обеспечения постоянной линии прокатки независимо от диаметров валков.
Также все клети оснащены системами положительного и отрицательного изгиба рабочих валков, системами балансировки опорных валков.
В каждой клети установлены системы осевой сдвижки рабочих валков. Сдвижка осуществляется посредством гидравлических цилиндров. Регулировка сдвижки позволяет оптимально использовать системы изгиба валков для улучшения планшетности полосы.
Толщиномеры устанавливаются перед клетью 1, между клетями 1-2 и два устройства устанавливаются после клети 5.
Устройства измерения натяжения полосы предусматриваются перед клетью 1, между клетями 1-5 и после клети 5.
Устройства измерения скорости предусматриваются перед клетью 1, между клетями 1-2 и после клети 5.
Ролики измерения планшетности предусматриваются за клетью 1 и 2.
Приводы прокатных клетей
Рабочие валки каждой клети приводятся трехфазным токовым двигателем с регулируемой частотой вращения через зубчатую передачу. Ведется контроль скорость каждой клети стана.
В случае обесточивания привода клетей станов останавливаются при помощи рекуперативной тормозной системой.
Муфты двигателей
Находятся между приводными двигателями и входными валами основного зубчатого механизма.
Смазка: пластичный смазочный материал.
Конструкция зубчатой муфты:
Соединительные головки со стороны двигателя и зубчатого механизма состоят из эксцентрично посаженных зубчатых втулок и обоймы с внутренним зацеплением.
Соединительные головки сажаются горячей посадкой на приводной вал двигателя и на входной вал основного зубчатого механизма.
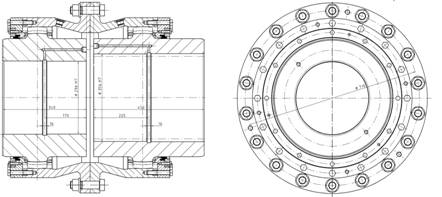
Рисунок 1.3 - Зубчатая муфта двигателя
Зубчатые механизмы шестерных клетей
Устанавливаются между двигателем и прокатной клетью.
Функции:
- Изменение скорости двигателя для достижения соответствующей скорости прокатки.
- Привод и синхронизация нижнего и верхнего рабочих валков с использованием шестеренной передачи.
Смазывание зубчатых колес происходит централизованной системой жидкой смазки.
Конструкция устройства
Корпус, состоящий из 3 частей в виде сварной конструкции с привариваемыми деталями подшипников, крепится подшипниковыми болтами, предварительно затянутыми гидравлически.
Конструкция верхней крышки обеспечивает легкий доступ с помощью быстро открывающегося инспекционного лючка.
Зубья прямозубого зубчатого колеса шестеренных ступеней выполнены из поверхностно-упроченной стали (специальная легированная сталь) и отшлифованы.
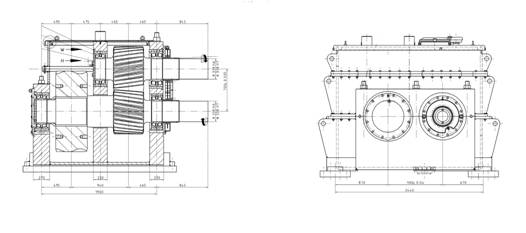
Рисунок 1.4 - Шестеренная клеть
Конструкция зубьев представляет собой косозубое зубчатое зацепление с распределением давления по поперечному сечению со срезом у торца, по одному на каждом колесе из пары зубчатых колес.
Валы установлены в самоустанавливающиеся роликовые подшипники. Концы валов бесконтактно уплотнены (маслобойное кольцо и маслоуловитель).
Зубчатый механизм установлен на фундаментные плиты, которые зацементированы вместе с зубчатым механизмом.
Приводные шпиндели
Располагаются между шестеренными зубчатыми механизмами и рабочими валками.
Функции:
- Соединение шестеренного зубчатого механизма с рабочими валками для обеспечения силовой передачи.
- Компенсация осевой сдвижки рабочих валков.
Конструкция
Шпиндель с карданным валом с возможностью осевой сдвижки (шлицевого типа). Для того, чтобы шпиндельная головка со стороны валка оставалась прикрепленной к валку во время осевой сдвижки рабочих валков, ось шпиндельной головки крепится к торцу валка с помощью пружинного байонетного фиксатора. Для перевалки валков байонетный фиксатор размыкается с помощью гидравлических цилиндров, установленных в опорах шпиндельных головок.
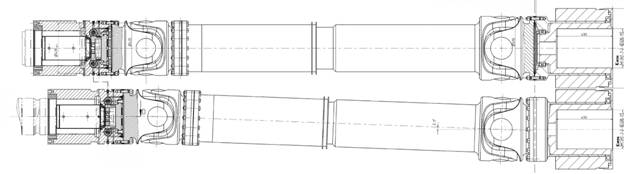
Рисунок 1.5 - Приводные шпиндели с карданным валом
Шпиндель оборудован саморегулирующейся муфтой безопасности со стороны шестеренной клети для предотвращения перегрузки.
1.4 Рабочее техническое диагностирование оборудования стана
Следуя указаниям по выполнению операции технического диагностирования объектов, в данном подразделе проекта представлены результаты рабочего диагностирования оборудования прокатного стана 2000 ХП .
На основе изучения принципиального устройства и работы основных технических объектов стана, внимательного наблюдения за их эксплуатацией на производственном участке, ознакомления с технологической, конструкторской и нормативно-технической документацией, установлен следующий технический диагноз.
Выход из строя шпинделей.
При прокатке шпиндели играют роль устройства передающего момент на рабочие валки. Вкладыши универсальных шпинделей испытывают высокие динамические нагрузки, т. к. они являются соединением. Долгая работа без замены и восстановления рабочих поверхностей в данных условиях приводит к их разрушению.
Неисправности главного привода.
Поскольку стан работает непрерывно, со временем зубья колёс и шестерен подвергаются выкрашиванию, что в дальнейшем ведёт к выходу из строя редукторов прокатных валков. Их замена или восстановление ведёт либо к простою стана, либо к увеличению нагрузок на оставшиеся рабочие клети стана.
1.5 Выводы по первому разделу
В первой части работы изучен технологический процесс прокатки и принципиальное устройство основных технических объектов прокатного стана 2000 ХП ОАО “ММК”.
В соответствии с заданием, проведено рабочее техническое диагностирование агрегатов и приводов прокатного стана. Выявлен ряд недостатков механического оборудования, сдерживающих производительность и снижающих надежность его элементов.
При анализе данных выявили, что основными проблемами на протяжении последних лет были:
- разрушение зубьев шестерни 1ой и 2ой передачи 1й клети;
- осмотр и замена шпинделей на 1ой клети;
- гул в редукторе клети.
Согласно методике работы, рабочее техническое диагностирование оборудования стана позволило установить местоположение и причины повреждений, а также предсказать их последствия. Выявленные недостатки приводят к значительному снижению технических и экономических показателей стана.
На основе результатов проведённого анализа, для подробного аналитического контроля технического состояния и оценки надёжности элементов, выбран привод клети №1 стана 2000 ХП .
2 ОЦЕНКА РАБОТОСПОСОБНОСТИ ЛИНИИ ПРИВОДА рабочей клети №1
2.1 Назначение, характеристика и устройство главного привода рабочей клети №1
Общий вид и кинематическая схема главного привода показаны на рисунке 2.1.
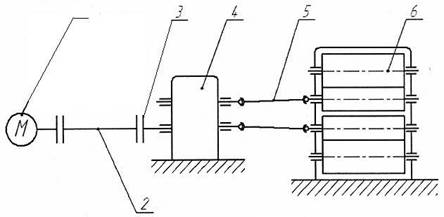
Рисунок 2.1 Кинематическая схема привода рабочих валков клети №1
1 – электродвигатель; 2 - главный шпиндель; 3 - муфты зубчатые; 4 - шестеренная клеть; 5 - зубчатые шпиндели; 6 – прокатная клеть
В состав привода входят следующие основные элементы:
- электродвигатель клети №1 2МП12600-ОУ4с мощностью 2х7200 2х6430 и частотой вращения ![]() = 85;
= 85;
- главный шпиндель 2 служит для передачи крутящего момента от электродвигателя к валку шестеренной клети.
- шестеренная клеть 4 предназначена для разделения крутящего момента, получаемого от главного двигателя, и привода рабочих валков клети
- зубчатые шпиндели 5, соединяющие шестеренную клеть с рабочими валками;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
