

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
№ п/п | Наименование технологической операции | Механизмы, инструменты, приспособления, материалы | Описание операции и условий ее выполнения |
1 | |||
2 |
Инструкционная карта практической работы № 4
Заполнение технологической карты разделки концов кабеля
Цель работы: выработка умения заполнять маршрутно-технологическую документацию на разделку концов кабеля.
Задание: Заполнить технологическую карту разделки концов кабеля по форме таблицы 1, используя теоретические сведения.
Теоретические сведения.
Разделку концов кабелей производят до монтажа муфт и заделок. Она заключается в последовательном ступенчатом удалении на определенной длине защитных покровов, брони, оболочки, экрана и изоляции кабеля.
Размеры разделки определяют по технической документации в зависимости от конструкции кабеля и монтируемой на нем муфты (заделки), напряжения кабеля и сечения его жил.
Приступая к разделке конца кабеля, проверяют отсутствие влаги в бумажной изоляции и жилах. При необходимости удаляют имеющуюся влажную изоляцию, лишнюю длину концов, участки под герметизирующими колпачками и концевыми кабельными захватами, а также проходящие через щеки барабанов. Дефектные места кабеля отрезают секторными ножницами НС.
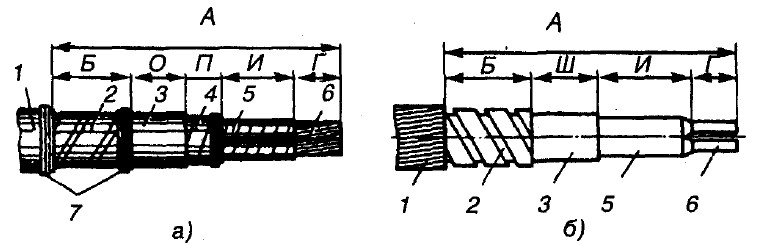
Разделку кабеля начинают с определения мест установки бандажей, которые рассчитывают по формуле: А = Б+ 0+ П+ И+ Г. На конце кабеля отмеряют расстояние А (рис. а) и распрямляют этот участок. Далее подматывают смоляную ленту и накладывают бандаж из двух-трех витков стальной оцинкованной проволоки вручную или с помощью специального
приспособления. Концы проволоки захватывают плоскогубцами, скручивают и пригибают вдоль кабеля.
Наружный кабельный покров разматывают до установленного бандажа и не срезают, а оставляют его для защиты ступени брони от коррозии после монтажа муфты.
На броню кабеля на расстоянии Б (50—70 мм) от первого проволочного бандажа накладывают второй бандаж. Броню кабеля надрезают по кромке второго бандажа бронерезкой или ножовкой с ограничителем глубины резания. Затем броню разматывают, начиная с конца кабеля, перегибают в разные стороны по надрезу, обламывают и снимают, заусенцы удаляют напильником. Далее удаляют подушку. Для этого кабельную бумагу и битумный состав подогревают огнем пропановой горелки или паяльной лампы. Оболочку кабеля очищают салфеткой, смоченной в подогретом до 35—40° С трансформаторном масле.
Удаление оболочки. Для удаления оболочки на расстоянии 50—70 мм от среза брони делают первый кольцевой надрез. В чугунных муфтах и концевых стальных воронках участок оболочки используют только для присоединения заземляющего проводника, поэтому указанное расстояние уменьшают до 20—25 мм (рис. 2, а).
На расстоянии 30-40 мм от первого надреза выполняют второй надрез. От второго концевого надреза до конца кабеля делают два продольных надреза на расстоянии 10 мм друг от друга на половину толщины оболочки. При удалении свинцовых оболочек надрезы выполняют монтерским (рис.3, б) или специальным ножом с ограничителем глубины резания (рис. 3, в). Полоску оболочки между двумя надрезами захватывают плоскогубцами и удаляют (рис. 3, и). Оставшуюся часть оболочки раздвигают (рис.2, к) и отламывают у второго кольцевого надреза. Между первым и вторым кольцевыми надрезами оболочка временно остается. Она предохраняет изоляцию от повреждения при изгибе жил.
У кабелей с алюминиевой оболочкой надрезы выполняют стальным ножом НКА-1М с режущим диском (рис. 3, г). От второго кольцевого надреза делают винтовой надрез (рис. 3, ж). Удаление алюминиевой оболочки производят плоскогубцами аналогично удалению свинцовой.
Далее жилы кабеля освобождают от поясной изоляции. Затем жилы кабеля немного разводят в стороны и отрезают ножом заполнители между жилами кабеля. При этом лезвие ножа должно быть направлено вдоль жил в сторону неразделываемой части кабеля. Жилы кабеля плавно и постепенно выгибают с помощью шаблона. Затем снимают участок оболочки, временно оставленный между кольцевыми надрезами. Торцы свинцовой или алюминиевой оболочки опиливают для удаления острых краев и заусенцев.
Таблица 1. Технологическая карта разделки концов кабеля
№ п/п | Наименование технологической операции | Механизмы, инструменты, приспособления, материалы | Описание операции и условий ее выполнения |
1 | |||
2 |
Инструкционная карта практической работы № 5
Заполнение технологической карты монтажа трансформатора
Цель работы: выработка умения заполнять маршрутно-технологическую документацию монтажа трансформатора.
Задание.
1. Определить по рисунку 1. основные составные части трансформатора с указанием их номера позиции.
2. Записать общие сведения о монтаже силовых трансформаторов.
3. Используя теоретические сведения заполнить технологическую карту (ТК) монтажа трансформатора по каждой части трансформатора отдельно по приведенной форме. Каждая операции должна содержать не более одного действия (в среднем в ТК каждой части трансформатора должно быть более 10 операций).
Теоретические сведения.
Мощные силовые трансформаторы поступают на монтаж с разобранными внешними составными частями. В этом случае монтаж и сборка трансформаторов состоят из монтажа и установки его составных частей: радиаторов, маслонаполненных вводов, расширителя, газового реле, реле уровня масла, предохранительной (выхлопной) трубы, воздухоосушителя, термометров, термометрического сигнализатора и термосифонного фильтра (рис. 1).
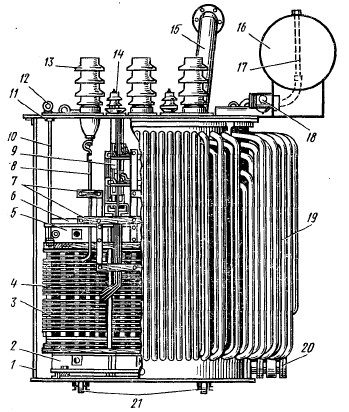
Рис. 1. Трехфазный силовой трансформатор
1. Сборка радиаторов. В съемных радиаторах (до установки их на трансформатор) проверяют, полностью ли закрыты радиаторные краны на баке; испытывают на плотность сварные швы повышенным давлением и промывают радиаторы сухим трансформаторным маслом. Радиаторы испытывают повышенным давлением столбом масла, нагретого до 50—60° С (давление создают ручным насосом), или сжатым воздухом (от компрессора). Испытания проводят при вертикальном или горизонтальном положении радиатора в течение 30 мин при давлении 50 кПа. Все заводские дефекты сварки, выявленные в результате такого испытания, устраняют газосваркой. После испытания радиаторы промывают чистым маслом, применяя для этого центрифугу или фильтр-пресс. Окончив монтаж всех радиаторов, проверяют работу кранов и заполняют радиаторы маслом.
2. Монтаж расширителя и газового реле. Перед монтажом предварительно проверенного и испытанного на герметичность расширителя (рис. 2) его промывают сухим и чистым трансформаторным маслом. На крышке трансформатора устанавливают два кронштейна, на которых временно закрепляют расширитель; окончательно расширитель устанавливают после присоединения к нему патрубка с газовым реле и очистки его внутренней поверхности от ржавчины до металлического блеска и покрытия лаком.

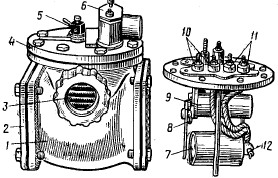
Рис.2. Общий вид расширителя:
1—бак; 2—маслоуказатель;
8— маслоуказательное стекло;
4 — угольник; 5 — запирающий болт;
6 — крышка трансформатора; 7 — газовое реле; 8 — плоский край; 9 — трубопровод; 10 — опорная пластина
Проверенное в лаборатории газовое реле монтируют на маслопроводе на пробковых прокладках, покрытых бакелитовым лаком. Смотровое окно газового реле монтируют на стороне, удобной для обозрения. Верхний фланец газового реле устанавливают горизонтально, маслопровод, соединяющий бак трансформатора с расширителем, монтируют с подъемом 1,5—2% от трансформатора в сторону расширителя для того, чтобы лучше обеспечить прохождение газов в реле. В смонтированном корпусе газового реле устанавливают поплавковую систему таким образом, чтобы стрелка на ее крышке указывала направление движения масла от бака трансформатора к расширителю. Затем окончательно устанавливают расширитель, закрепляя его хомутами и шпильками. Провода к газовому реле для защиты их от разъедания маслом прокладывают в хлорвиниловых трубках.
Рис. 3 Газовое реле ПГ-22
1- корпус, 2- фланец; 3 –смотровое окно; 4- крышка; 5- кран для выпуска газов; 6- коробка зажимов; 7,9 - нижний. и верхний поплавки; 8- ртутный контакт цепи сигнализации; 10- зажим. цепи сигнализации; 11- зажим цепи отключения; 12- ртутный контакт цепи отключения.
Монтаж термосифонного фильтра. Термосифонный фильтр применяют для поддержания изоляционных свойств масла и продления срока его службы. Фильтр представляет собой цилиндрический аппарат, заполненный активным материалом — адсорбентом (крупный силикагель или активная окись алюминия сорта А-1), поглощающим продукты старения масла. Термосифонный фильтр монтируют и включают в такой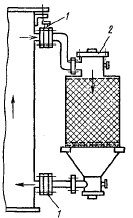
Таблица 1. Технологическая карта монтажа трансформатора

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
