
При небольших объемах работ это можно сделать ручным инструментом — молотком и зубилом, металлической щеткой.
Очистку поверхности стали не склонной к закалке и используемой для неответственных сварных конструкций, можно производить быстрым нагревом поверхности пламенем газовой горелки. При этом окалина и ржавчина отслаиваются, краска сгорает без значительного нагрева основного металла. Несгоревшие остатки легко удаляются металлической щеткой.
Для нагрева очищаемой поверхности применяют пламя специальных многопламенных горелок типа ГАО, работающих с жестким окислительным пламенем со скоростью истечения смеси из сопел мундштука близкой к скорости отрыва для увеличения напора пламени наметалл.
Угол наклона к горизонту горелки составляет 40...60°, а скорость ее перемещения — 0,5...1,0 м/мин, причем наименьшая скорость перемещения применяется для очистки красок и лаков, которые не отслаиваются, а обугливаются или сгорают.
В зависимости от состояния поверхности ее очистку делают в два или три прохода, в перерывах между которыми удаляют продукты сгорания и окисления и полностью охлаждают поверхность металла. Зачистка производится металлическими щетками после охлажденияповерхности.
Для очистки конструкционных сталей, применяемых для сварки ответственных конструкций, рекомендуется проводить пескоструйную обработку.
Выбор режима ручной дуговой сварки
Режим дуговой сварки — совокупность факторов, обеспечивающих получение сварочного шва хорошего качества и заданных размеров. К таким факторам относятся род и полярность сварочного тока, его величина, тип и марка электрода, его диаметр, напряжение на дуге, положение шва в пространстве, скорость сварки.
Род сварочного тока — постоянный или переменный — и его полярность зависит от марки и толщины свариваемого металла; эти данные приводятся в таблицах с характеристиками различных марок электродов. Тип и марку электрода можно также выбрать по этим таблицам.
Диаметр электрода в зависимости от толщины свариваемых деталей можно выбрать по табл. 2.
Таблица 2. Величина диаметра электрода в зависимости от толщины свариваемого металла
Толщина металла, мм | 1...2 | 3...5 | 4...10 | 12...24 | 30...60 |
Диаметр электрода, мм | 2...3 | 3...4 | 4...5 | 5...6 | 6...8 |
При сварке многослойных швов первый шов сваривают электродом диаметром не более 4 мм, а при диаметре электрода большем этого может быть непровар корня шва.
Диаметр электрода при сварке вертикальных швов не более 5 мм, потолочных — не более 4 мм независимо от толщины свариваемогометалла. При выборе диаметра электрода для сварки угловых и тавровых соединений принимается во внимание катет шва. Диаметр электрода при катете шва — 3...5-3...4 мм, при катете 6...8-4...5 мм.
Величина сварочного тока в зависимости от диаметра электрода печатается на упаковке электродов.
Для сварки в нижнем положении величину сварочного тока можно определить по формуле:
Iсв = (40...60)d,
где Iсв — величина сварочного тока, А; 40...60 — коэффициент, зависящий от типа и диаметра электрода; d — диаметр электрода, мм.
При сварке конструкционных сталей:
- для электродов диаметром 3...6 мм величина сварочного тока: Iсв = (20 + 6d)d; для электродов диаметром менее 3 мм: Iсв = 30d,
где Iсв — величина сварочного тока, A; d — диаметр электрода, мм.
Величина сварочного тока зависит как от диаметра электрода, так и от длины его рабочей части, состава покрытия, его положения в пространстве сварки.
Количество наплавленного при сварке металла зависит от величины сварочного тока:
Q = бнIсвt,
где Q — количество наплавленного металла, г; бн — коэффициент наплавки, г/(А•ч); Iсв — сварочный ток, А; г — время сварки, ч.
Но при сварочном токе, недопустимом для данного диаметра электрода, электрод быстро перегревается, что приводит к снижению качества шва и разбрызгиванию металла.
При недостаточной величине сварочного тока дуга неустойчива, в шве могут быть непровары.
Напряжение дуги изменяется в интервале 16...30 В.
Приемы сварки
Зажигание дуги включает в себя следующие этапы: короткое замыкание электрода на деталь; отвод электрода и возникновение дуги.
Дуга может возникать или касанием электродом свариваемого изделия и отводом конца электрода от изделия перпендикулярно вверх на расстояние 3...4 мм или быстрым боковым движением электрода к свариваемому изделию и отводом его от изделия (как при зажигании спички). Прикосновение электрода к изделию должно быть кратковременным, иначе он может привариться. При сварке необходимо поддерживать определенную длину дуги, нормальная величина которой находится в пределах:
l = (0,5 - 1,1)d,
где l — длина дуги, мм; d — диаметр электрода, мм.
Длина дуги влияет на качество сварки. Короткая дуга горит устойчиво, обеспечивая высокое качество шва, так как расплавленный металл электрода быстро проходит дуговой промежуток, меньше подвергаясь окислению и соединению с азотом. Сварка длинной дугой с покрытиями основного типа приводит к пористости шва.
Плавящийся электрод при сварке необходимо держать под углом 15...20° по отношению к вертикали для получения качественного шва. Изменением угла наклона электрода можно регулировать глубину расплавления основного металла и скорость охлаждения сварочной ванны.
При сварке могут быть три вида движения электрода.
Поступательное движение по направлению оси электрода поддерживает возможно постоянную длину дуги в зависимости от скорости плавления электрода.
Перемещение электрода вдоль оси валика шва со скоростью, зависящей от величины тока, диаметра электрода и скорости его плавления, вида шва образует ниточный валик на 2...3 мм шире диаметра электрода или узкий шов шириной 1,5 диаметра электрода.
Перемещение электрода поперек шва применяется для получения шва шире ниточного валика, т. е. уширенного валика.
Поперечные движения электрода зависят от формы разделки шва перед сваркой, его размеров и положения и от свойств свариваемогоматериала.
На рис. 4 приведены виды поперечных колебаний конца электрода для получения широких швов (1,5...5) диаметра электрода.
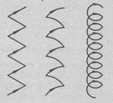
Рис. 4. Поперечные движения конца электрода при ручной дуговой сварке
Колебательные движения конца электрода улучшают прогрев кромок шва, замедляют остывание ванны наплавленного металла, устраняют непровар корня шва и способствуют получению однородного шва.
Сварка швов в нижнем положении
Такие швы свариваются наиболее легко, так как расплавленный металл электрода не вытекает из сварочной ванны, а газы и шлак выходят на поверхность шва, за швом легко наблюдать.
Сварку встык сплошным проплавлением производят с одной стороны шва, при этом рекомендуется применять стальные или медные подкладки. При возможности производят подварку шва узким валиком и с обратной стороны.
Детали перед сваркой соединяют прихваточными швами-прихватками, если они не повлияют на качество сварной конструкции. Сечение прихваточного шва составляет примерно 1/3 сечения основного шва, его длина — 30...50 мм.
Угловые швы сваривают «в лодочку» симметричную или несимметричную, и «в угол» (рис. 5). При этом применяют повышенные величины сварочного тока во избежание непровара шва.
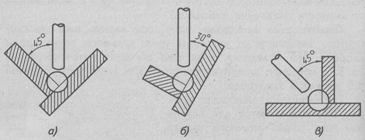
Рис. 5. Сварка угловых швов:
а — в симметричную «лодочку»; б — в несимметричную «лодочку»; в — «в угол»
При сварке «в угол» проще подготовка к сварке, но сложнее техника сварки, возможны подрезы и наплывы, сварка производится в несколько слоев.
При сварке встык шва с V-образной разделкой дугу зажигают снизу скоса кромок и наплавляют валик шва. Шов выполняют за один или несколько проходов в зависимости от толщины металла и диаметра электрода.
Каждый слой при многослойной сварке тщательно очищают; толщина слоя — 0,8... 1,2 диаметра электрода.
Сварка Х-образного шва производится попеременным наложением слоев с обеих сторон разделки.
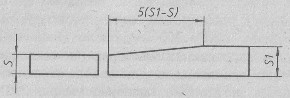
Рис. 6. Подготовка к сварке встык листов металла разной толщины
На рис. 6 показана подготовка листов разной толщины для сварки встык, на рис. 7 — соединение листов внахлестку фланговыми швами, на рис. 8 — соединение листов встык с одной накладкой. Может быть соединение с двумя накладками с разных сторон.
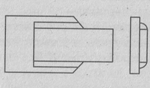
Рис. 7. Схема соединения листов внахлестку фланговыми швами

Рис. 8. Схема соединения листов встык с одной накладкой
Порядок заполнения сварных швов влияет на уменьшение внутренних напряжений и деформаций конструкций, а значит, на повышение их надежности. При этом имеется в виду порядок заполнения шва по длине и по сечению.
По длине сварные швы можно разделить на группы:
- короткие — до 300 мм; средние — 300... 1000 мм; длинные — свыше 1000 мм.
Короткие швы выполняют на проход — от начала шва до его конца.
Средние швы варят от середины к концам или обратно — ступенчатым методом, при котором шов заполняется участками, направление заполнения которых встречно направлению заполнения всего шва. Длина каждого участка по 150...200 мм.
Длинные швы выполняют от середины к краям обратно — ступенчатым способом и вразброс.
Сварку соединений большой толщины (более 20...25 мм) конструкций, для которых необходима большая надежность, выполняют послойным заполнением швов «горкой» или «каскадным методом».
При сварке «горкой» сначала в разделке кромок наплавляют первый слой длиной 200...300 мм, после этого — второй, перекрывающий первый и имеющий в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200...300 мм. Так слои наплавляются до тех пор, пока не будет заполнен небольшой участок разделки над нижним слоем шва. Затем от этой «горки» сварку ведут в разные стороны тем же способом. При этом место сварки все время находится в горячем состоянии, что предупреждает появление трещин.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
