
При быстром охлаждении при холодной сварке происходит увеличение твердости наплавленного металла и металла зоны термического влияния, где чугун приобретает структуру белого чугуна с повышенной твердостью и хрупкостью.
В металле шва могут появляться поры из-за повышенного содержания газов в чугуне, что вместе с трещинами снижает прочность сварногосоединения. В то же время место сварки, выполненное стальными электродами, не поддается механической обработке режущим инструментом.
Недостатки данного метода устраняет многослойная наплавка при сварке, при этом уже третий наплавленный слой становится исходным материалом электрода.
Для улучшения качества сварного соединения применяют электроды малого диаметра и понижают величину силы тока для уменьшения теплового воздействия на чугун, при этом сварку ведут короткими участками вразброс, чтобы меньше проплавлять чугун.
Перед сваркой сильно нагруженных корпусов, например, коробок передач, с целью усиления связи наплавленного металла с чугуном, на разделанные кромки и трещины ставят стальные шпильки на резьбе в шахматном порядке (рис. 12). Диаметр шпильки рекомендуется принимать равным 0,15...0,20 толщины стенки, но не менее диаметра стержня электрода. Расстояние между шпильками принимают равным 4...6 диаметрам шпильки, глубину посадки — 2 диаметрам шпильки, расстояние от кромок — 1,5...2 диаметрам.
Выступающие части шпилек обваривают по периметру, постепенно заполняя весь шов.
Сначала ведется обварка всех шпилек кольцевыми швами вразброс для избегания сильного местного перегрева. Затем вокруг места ихобварки накладывают кольцевые швы до тех пор, пока вся поверхность завариваемого участка не будет покрыта слоем наплавленного металла.
Для обварки шпилек и нанесения слоя наплавленного металла применяют электроды малого диаметра (3...3,5 мм), а для окончательнойзаварки трещины можно применять электроды диаметром 4...6 мм.
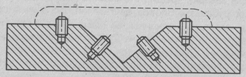
Рис. 12. Подготовка к заварке трещины в чугуне с применением шпилек
Толщина слоя наплавленного металла в месте сварки должна быть не больше толщины стенки детали в этом месте, так как прочность наплавленного металла электрода в два раза больше прочности чугуна, и при большой толщине слоя наплавленного металла могут быть усадочные напряжения и опасность появления трещин.
Не следует допускать нагрев свариваемой детали выше 40...50 °С на расстоянии 100 мм от шва, так как чрезмерный нагрев приводит к образованию трещин.
Для стойкого соединения наплавленного шва с чугуном рекомендуется применять электроды типа ЦЧ-4 для первых слоев в разделке трещины или для обварки шпилек, а для последующих слоев — электроды типа УОНИ-13/55 или другие со стержнем из низкоуглеродистой стали.
Для сварки чугуна успешно применяются электроды на основе никеля, при этом отсутствуют трещины и наплавленный металл хорошо поддается обработке, так как никель неограниченно растворяется в железе и его соединения содержат углерод без образования карбидов.
Электроды типа ОЗЖН-1, содержащие до 48% никеля, предназначены для холодной сварки серого и высокопрочного чугуна и рекомендуются для устранения дефектов в ответственных деталях.
Применяются также электроды марок ОЗЧ-3, ОЗЧ-4, содержащие более 90% никеля.
Электроды на основе меди применяются, когда не требуется высокая прочность сварного шва. Медь не образует соединений с углеродом, но не растворяется в железе, поэтому наплавленный шов неоднороден и включает высокоуглеродистое железо высокой твердости.
Медно-железные электроды ОЗЧ-2, ОЗЧ-6 представляют собой стержни из меди с фтористо-кальциевым покрытием, содержащим 50% железного порошка. Такие электроды применяют для заварки трещин в ответственных деталях, например, в водяных рубашках блоков двигателей.
Перед заваркой трещины ее засверливают по концам и разделывают под углом 80° на 2/3 толщины детали, края трещины зачищают. Сваркаведется на постоянном токе обратной полярности короткой дугой с перерывами для охлаждения детали до температуры 50...60 °С.
Участки длиной 40...60 мм сразу после сварки проковывают для получения более плотного шва. Наплавленный слой представляет собой медь, насыщенную железом с вкраплением стали большой твердости. Шов можно обрабатывать инструментом из твердого сплава.
Медно-никелевые электроды МНЧ-2 представляют собой стержни из металла, содержащего 28% меди, 2,5% железа, 1,5% марганца, остальное — никель. Никель электродов не образует соединений с углеродом, и наплавленный металл получается малой твердости, почти отсутствует зона отбеленного чугуна, а зона закаленного чугуна имеет невысокую твердость, которая может быть снижена небольшим отпуском. В шве меньше пор и трещин и его легче обрабатывать, но его прочность получается низкой.
По этим причинам медно-никелевые электроды можно применять с медно-железными электродами, при этом при сварке первый и последний слои шва наносят медно-никелевыми электродами, чтобы в первом случае обеспечить плотность, а в последнем — улучшить обработку, а остальное заплавляют медно-железными электродами. Способ наплавки медно-никелевыми электродами такой же, как и медно-железными электродами.
Сварка алюминия и его сплавов
Алюминий является одним из легких металлов, его плотность при температуре 20 °С равна 2,7 г/см3, температура плавления — 657...660 °С, температура кипения — 1800...2000 °С. Алюминий имеет высокую электропроводность и теплопроводность, высокую химическую активность: легко восстанавливает большинство металлов из их окислов, соединяется с серой, фосфором, водородом, углеродом, легко окисляется. На поверхности алюминиевых деталей образуется окисная пленка Al2О3, обладающая высокой температурой плавления (2050 °С) и повышенной плотностью (3,6 г/см3), которая предохраняет их от дальнейшего окисления.
В различных отраслях промышленности применяется как чистый алюминий, так и его сплавы.
Сплавы алюминия обладают высокими механическими свойствами при малой плотности, что достигается их легированием марганцем, магнием, кремнием, никелем, хромом и другими элементами.
Алюминиевые сплавы делятся на группы деформируемых и литейных.
Деформируемые сплавы подразделяются на неупрочняемые и упрочняемые термообработкой. К деформируемым неупрочняемым сплавам алюминия относятся его сплавы с магнием или марганцем, к термически упрочняемым — дюралюминий Д1, Д16, сплавы АВ, АК, В-95.
К литейным сплавам относятся силумины, которые получили наибольшее распространение. Силумины — сплавы алюминия с кремнием (4... 13% кремния); они применяются для изготовления деталей сложной конфигурации.
Трудности при сварке алюминия и его сплавов сводятся к следующему:
- окисная пленка на поверхности свариваемого металла и пленка, образующаяся при сварке на поверхности капли металла, отделяемой от электрода и ванны, препятствует сплавлению частей металла и загрязняет сварной шов; затрудняется управление процессом сварки при большой разнице в температурах плавления окисной пленки и металла; получаются значительные остаточные деформации из-за высокого коэффициента линейного расширения алюминия; повышенная растворимость водорода в алюминии приводит к образованию пор в металле шва в процессе кристаллизации при большой скорости охлаждения; большая жидкотекучесть алюминия приводит к образованию подтеков, поэтому при сварке требуется применение подкладок и формирующих приспособлений.
Сварка алюминия ручной дуговой сваркой производится металлическими или угольными электродами.
К электродам для сварки алюминия и его сплавов относятся специальные электроды ОЗА-1 и ОЗА-2, электроды серии УАНА. Покрытие электродов ОЗА-1 и ОЗА-2 содержит хлористые и фтористые соли лития, калия, которые растворяют и переводят в шлак окись алюминия.
Сварку ведут постоянным током обратной полярности, при этом в результате катодного распыления улучшаются условия разрушения окисной пленки.
Для сварки чистого алюминия применяют электроды ОЗА-1 со стержнем из алюминиевой проволоки марки АД-1 и АВ-2Т, для сплавов типа силумина — электроды ОЗА-2 со стержнями из проволоки марки Св-АКЗ или Св-АК10.
Перед сваркой поверхность детали обезжиривают бензином или ацетоном и очищают механическим способом или ручным способом стальной щеткой.
Во избежание коробления, появления трещин и для улучшения качества сварного соединения детали перед сваркой нагревают до температуры 200...350 °С (более высокая температура для крупных деталей). При сварке расплавленный алюминий удерживается от растекания стальными или глиняными подкладками.
Для улучшения структуры шва деталь после сварки медленно охлаждают, а шов проковывают. Для снятия внутренних напряжений послесварки детали нагреваются до температуры 300...350 °С с последующим медленным охлаждением.
Сразу после сварки удаляют шлак со шва, промывая его горячей водой и обрабатывая стальными щетками, во избежание разъедания металла.
Электроды ОЗА-1 и ОЗА-2 имеют недостатки: низкая прочность и высокая гигроскопичность покрытия, сильное разбрызгивание металла при сварке, плохая отделяемость шлаковой корки, невысокое качество шва, необходимость подогрева свариваемого металла.
Электроды серии УАНА являются более совершенными и применяются для сварки и наплавки деталей и конструкций из Деформируемых и литейных алюминиевых сплавов.
В табл. 8 (раздела "Электроды для сварки алюминия и его сплавов") приведены основные характеристики электродов серии УАНА.
Электроды перед применением необходимо прокалить при температуре 150...200°С в течение 1...1,5 ч, причем время между прокалкой исваркой не должно превышать 24 ч. Прокаленные электрода должны храниться в герметичной упаковке.
Перед сваркой кромки свариваемого металла необходимо подогреть пламенем газовой горелки или в печи. Сварку рекомендуется проводить на постоянном токе обратной полярности, использовать сварочные выпрямители с круто падающей вольт-амперной характеристикой и плавной регулировкой напряжения на дуге. Разделку кромок не производят при двухсторонней сварке металла толщиной до 10 мм, рекомендуемый тип сварного соединения — стыковое.
Сварка меди
Медь применяется для изготовления сосудов, трубопроводов для различных машин, токопроводящих частей, химической аппаратуры и различных деталей.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
