
Медь обладает высокой электропроводностью и теплопроводностью, устойчива к коррозии, плотность меди 8,93 г/см3, температура плавления 1083 °С, температура кипения 2360 °С.
Трудности сварки меди вызваны ее склонностью к окислению с образованием тугоплавких окислов и к поглощению газов при ее расплавлении, высокой теплопроводностью, большим коэффициентом линейного расширения при нагревании.
Свариваемость меди ухудшает наличие в ней висмута, свинца, серы и кислорода. Висмут и свинец придают меди хрупкость и красноломкость, кислород в виде закиси меди Cu2О вызывает образование хрупких прослоек металла и трещин в зоне термического влияния. На процесс сварки меди также оказывает влияние кислород, поглощаемый из атмосферы.
При сварке меди применяются специальные флюсы, защищающие расплавленный металл от окисления и растворяющие образовавшиеся окислы, которые превращаются в шлаки.
Ручная дуговая сварка меди производится угольным или графитовым электродами, а также металлическим электродом.
При сварке угольным электродом в качестве присадочного металла используют прутки из меди марки М1, из бронзы БрОФб6,5-0,15 илимедные прутки марки МСр1, содержащие до 1% серебра, прутки из латуни ЛК62-0,5.
Составы флюсов при сварке меди, %:
— буры прокаленной — 68, кислого фосфорнокислого натрия — 15, кремниевой кислоты — 15, древесного угля — 2; — буры прокаленной — 50, кислого фосфорнокислого натрия — 15, кремниевой кислоты — 15, древесного угля — 20; — бура с присадкой 4...5% металлического магния.Листы меди толщиной до 4 мм можно сваривать с отбортовкой без присадочного металла, а толщиной более 4 мм — со скосом кромок под углом 45°.
Ручная дуговая сварка меди металлическим электродом производится постоянным током обратной полярности электродами марки «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, АНЦ/ОЗМ-4, ОЗБ-2М, ОЗБ-3.
При толщине металла 5...12 мм сварку ведут при односторонней разделке кромок под углом 60...70° с притуплением 1,5...3 мм электродами диаметром 5...6 мм на токе 250...500 А в 2-4 слоя, при толщине металла более 12 мм — с Х-образной подготовкой кромок электродами диаметром 5...6 мм на токе 450...550 А в 4-6 слоев. Напряжение на сварочной дуге — 30...35 В.
Ручная дуговая сварка меди угольным электродом производится постоянным током прямой полярности. Присадочным металлом служат прутки из красной меди марки М1. Сварку ведут под флюсами из буры или смеси буры с борной кислотой, буры с магнием или с другими составляющими.
Сварка бронзы
Бронзами называются медные сплавы, содержащие в качестве легирующих элементов алюминий, олово, марганец, кремний и другие элементы. Название бронзы определяет преобладающий легирующий элемент.
Бронзы делятся на оловянные и безоловянные.
В состав оловянных бронз входят олово от 3 до 14%, фосфор, цинк, никель и другие элементы. Олово снижает температуру плавлениябронзы и увеличивает интервал между температурами начала и окончания кристаллизации.
Температура плавления оловянных бронз 900...950 °С, безоловянных — 950...1080 °С.
При сварке оловянной бронзы легкоплавкая часть сплава перемещается к поверхности шва, что приводит к образованию на поверхности шва мелких застывших капель.
Сварку бронз выполняют угольным электродом на постоянном токе прямой полярности, под флюсами на основе буры для оловянистыхбронз и на основе хлористых и фтористых солей для алюминиевых бронз.
Перед сваркой изделие подогревают до температуры 250...350°С.
Сварка бронз металлическим электродом проводится с использованием для этой цели стержней из бронзы такого же состава, как исвариваемое изделие.
Сварка латуни
Латунь — сплав меди с цинком, содержание которого находится в пределах 20...55%. Латуни широко применяются для изготовления емкостей и арматуры в химической промышленности, при изготовлении различных деталей в изделиях.
Трудности при сварке латуни сводятся к выгоранию цинка, поглащению газов расплавленным металлом ванны, к повышенной склонности металла шва и околошовной зоны к образованию пор и трещин.
Сварку латуни можно производить графитовым электродом с погружением конца электрода в расплавленный металл. При этом дуга горит в пространстве, заполненном парами цинка. Сварка металла толщиной более 3 мм производится с разделкой кромок под углом 60...70° с притуплением кромок, равным 1,0...2,0 мм.
Латуни можно варить также металлическим электродом на больших скоростях постоянным током обратной полярности. Сварку ведут ниточным (без колебательных движений) швом короткой дугой.
Сварка угольным и графитовым электродом
Угольные электроды состоят из аморфного электротехнического угля в виде стержней круглого сечения диаметром 6...18 мм, длиной 250...700 мм с гладкой черной поверхностью. Конец электрода затачивают под углом 60...70°, а для сварки цветных металлов — под углом 20...40°.
Графитовые электроды состоят из кристаллического углерода-графита, имеют темно-серый цвет с металлическим блеском. Материал электрода мягкий и легко режется. Графитовые электроды при сварке дают лучшие результаты, чем угольные.
Для угольных электродов температура плавления 3800 °С и температура кипения 4200 °С близки, поэтому практически не удается наблюдать процесс плавления, а видно медленное испарение.
Для чистого углерода температура плавления 3500 °С, температура кипения 3467 °С, поэтому он не плавится, а возгоняется.
Процесс сварки угольными электродами имеет особенности:
- сварку можно вести только на прямой полярности (минус на электроде), а при обратной полярности происходит недостаточно устойчивое горение дуги, плохое формирование шва, науглероживание наплавленного металла, электрод сильно нагревается на большой длине и происходит увеличение его испарения; в процессе сварки дуга чувствительна к различным внешним воздействиям: ветру, потокам газов, магнитному дутью; коэффициент полезного действия дуги при сварке угольным электродом ниже, чем при сварке металлическим плавящимсяэлектродом.
Угольные электроды могут успешно применяться для сварки тонколистового металла, заварки дефектов металлического литья, сваркицветных металлов и наплавки твердых сплавов.
Сварка угольным электродом тонколистового металла может быть следующими способами: без присадочного металла, с подачей в дугу присадочного металла; с предварительной укладой на место шва присадочного металла.
Сварка без присадочного металла заключается в оплавлении дугой кромок свариваемых деталей. Этот способ получил наибольшее распространение.
Без присадочного металла могут свариваться соединения встык листов толщиной 1...2 мм с отбортовкой кромок, присоединение штампованного днища к корпусу емкости, угловые соединения, соединения внахлест, различные соединения из уголков, швеллеров, полос.
Сварка с подачей присадочного металла в дугу может производится по одной из двух схем — левый или правый способ по рис. 13,а и б.
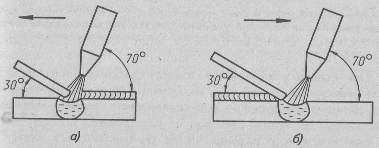
Рис. 13. Способы сварки угольным электродом с подачей присадочного металла в дугу:
а — «левый» способ; б — «правый» способ
При сварке с подачей присадочного металла в дугу сварщик держит в левой руке присадочный пруток, в правой — держатель с угольным электродом.
При «левом» способе присадочный пруток размещают между электродом и основным металлом, пламя дуги направлено на основной металл (рис. 13,а).
При «правом» способе присадочный пруток размещают между наплавленным валиком шва и угольным электродом, пламя дуги направлено на расплавленный металл. При этом способе нагрев более концентрированный, и сварку можно производить на больших скоростях, но при этом есть вероятность прожогов (рис. 13,б).
«Левый» способ чаще применяется на практике, а «правый» способ используют для сварки металла большой толщины.
Сварка с предварительной укладкой прутков или полосок может применяться для производства стыковых и угловых швов из листов большой толщины (рис. 14). При этом получается усиление шва за счет сплавления кромок свариваемых листов и присадочного прутка или полоски.
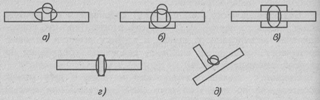
Рис. 14. Сварка угольным электродом с предварительной укладкой прутков и полосок:
а — односторонний стыковой шов с укладкой прутка; б — то же, с укладкой прутка и подкладкой полоски под шов; в — двухсторонний стыковой шов с укладкой полосок с обеих сторон; г — то же, с укладкой полоски в зазор между свариваемыми листами; д — односторонний угловой шов с укладкой прутка
При сварке угольным электродом сварочный ток подбирают в зависимости от толщины металла и вида сварного соединения, диаметрэлектрода — в зависимости от толщины свариваемых листов так, чтобы электрод не разогревался по всей длине до светло-красного каления, когда он быстро расходуется.
В табл. 3 приведены примерные режимы сварки угольными электродами.
Таблица 3. Режимы сварки угольными электродами соединений из низкоуглеродистой стали
Вид соединения | Толщина | Диаметр | Сила | Скорость |
Стыковой шов односторонний | 2 | 10 | 200 | 20 |
3 | 12 | 300 | 20 | |
Угловой шов односторонний | 2 | 10 | 150 | 20 |
3 | 10 | 250 | 15 | |
С отбортовкой кромок | 1 | 10 | 130 | 30 |
2 | 10 | 200 | 40 |
Таблица 4. Режимы сварки графитовыми электродами соединений с отбортовкой кромок
Толщина | Диаметр | Сила | Скорость |
1,5 | 5 | 90...100 | 45 |
2 | 6 | 125...135 | 40 |
2,5 | 6...8 | 100...250 | 35 |
3 | 6...8 | 250...275 | 33 |
Графитовые электроды медленнее расходуются и более стойки против растрескивания, благодаря высокой электропроводности и стойкости против окисления.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
