
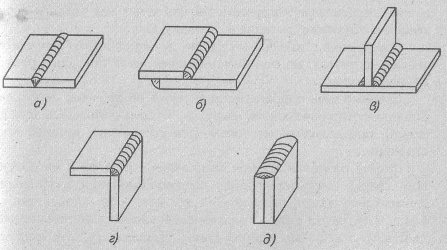
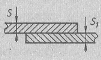
Технология ручной дуговой сваркиТипы сварных соединений и сварных швовПрименяются следующие типы сварных соединений (рис. 1): стыковые, нахлесточные, тавровые, угловые, торцовые. Стыковое сварное соединение — сварное соединение двух элементов конструкции, примыкающих друг к другу торцовыми поверхностями. Нахлесточное сварное соединение — сварное соединение двух элементов конструкции, в котором сварные элементы расположены параллельно и частично перекрывают друг друга. Тавровое сварное соединение — сварное соединение, в котором торец одного элемента конструкции примыкает под углом к боковой поверхности другого элемента. Угловое сварное соединение — сварное соединение двух элементов конструкции, примыкающих под углом друг к другу. Торцовое сварное соединение — сварное соединение двух элементов конструкции, в котором их боковые поверхности примыкают друг к другу, а свариваемые торцы расположены рядом. Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла электрода и основного металла при сварке.
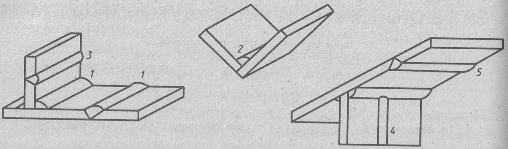
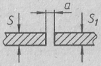
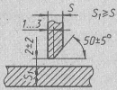
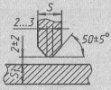
Сварные швы могут быть, стыковыми и угловыми (рис. 2). Стыковой сварной шов — сварной шов стыкового соединения. Угловой сварной шов — сварной шов углового, нахлесточного или таврового соединения. Сварной шов торцового сварного соединения можно назвать швом на линии примыкания торцов двух плоскостей. Основные виды сварных швов по положению в пространстве (рис. 2): нижний, нижний в лодочку, горизонтальный на вертикальной плоскости, вертикальный, потолочный. Стыковые швы по форме их наружной поверхности по отношению к прилегающей поверхности конструкции могут быть нормальными (плоскими), выпуклыми или вогнутыми. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как у них нет резкого перехода от основного металла к металлу шва. Соединения с выпуклыми швами лучше работают при статических нагрузках, но они неэкономичны из-за большого расхода электродов. Сварные швы подразделяются также на рабочие, непосредственно воспринимающие нагрузки, и соединительные (связующие), предназначенные только для соединения деталей конструкции. Форма разделки кромок свариваемых деталей и их сборка под сварку характеризуются следующими конструктивными элементами: зазор, притупление кромок, угол скоса кромок (табл. 1). Зазор между гранями свариваемых деталей определяется их толщиной, маркой стали, способом сварки, формой подготовки кромок. При сварке плавящимся электродом зазор составляет 0...5 мм. Таблица 1. Некоторые типы и размеры конструктивных элементов швов
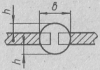
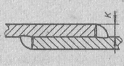
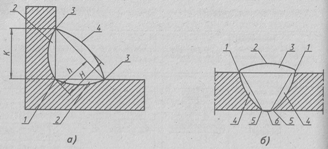
Основные конструктивные элементы шва сварного соединения: ширина, выпуклость, глубина проплавления (для стыкового шва), катет (для углового шва). На рис. 3 приведены основные элементы сварного шва. |

















Подготовка к сварке поверхности металла
Поверхность свариваемых деталей нужно подготавливать в сварке, если она загрязнена, покрыта ржавчиной или краской.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
