
Снятие возникших напряжений в сварном изделии и исправление деформаций производятся после окончания сварочных работ.
Для этого можно применять различные механические способы: послойная проковка сварных швов тупым зубилом, холодная и горячая правка сварных изделий домкратами, прессами и молотами, кувалдой.
При горячей правке нагрев может производиться сварочными горелками по выпуклой стороне изделия до температуры пластического состояния.
Устранение внутренних напряжений в сварной конструкции осуществляется различными способами термической обработки.
Способами термической обработки являются полный отжиг, нормализация, низкий отжиг или высокий отпуск.
Термическая обработка предназначена для термической правки, когда происходит уравновешивание деформаций путем создания в конструкции внутренних напряжений, компенсирующих первоначальные напряжения, вызвавшие деформацию.
Термическая обработка предназначена также для обеспечения необходимых качеств сварных соединений, выполненных из высокоуглеродистых и легированных сталей со склонностью к образованию закалочных зон вблизи сварного шва и при большой толщинесвариваемых деталей.
Полный отжиг заключается в нагреве изделия до температуры около 850...930 °С, выдержке при этой температуре изделия вместе с печью до 300 °С, а затем на воздухе. Время выдержки при температуре отжига в среднем 1 мин на 1 мм толщины изделия, но не менее 30 мин. Охлаждение с печью производится со скоростью 50...70 °С в час.
Полный отжиг применяют для снятия внутренних напряжений в сварной конструкции, понижения твердости металла, получения мелкозернистого строения металла шва и повышения его пластичности и пластичности металла переходной зоны.
Нормализация отличается от полного отжига скоростью охлаждения. При этом нагретое изделие выдерживают в печи, а затем охлаждают на воздухе, и в результате быстрого охлаждения получается мелкозернистое строение металла. Металл шва после нормализации становится более прочным, но менее пластичным, чем при отжиге.
Низкотемпературный отжиг или высокий отпуск заключается в нагреве металла до температуры 600...670 °С, выдержке при этой температуре не менее 30 мин и охлаждении вместе с печью до нормальной температуры. Низкотемпературный отжиг применяется для снятия или уменьшения остаточных напряжений в сварных соединениях и после закалки для смягчения структуры и снятия напряжений.
Для снятия деформаций высоким отпуском детали предварительно закрепляют в приспособлениях.
Контактная сварка
Общие сведения о контактной сварке
Контактная сварка является сваркой посредством нагрева при прохождении электрического тока через место контакта свариваемыхдеталей с применением давления. Как известно, количество теплоты, выделяющееся в проводнике при прохождении через него электрического тока:
А = 0,24 I2Rt,
где I — сила тока, A; R — сопротивление проводника, Ом; t — время прохождения тока, с; А — количество теплоты, Дж.
Так как количество выделяющейся теплоты зависит от величины силы тока в квадрате, то для быстрого нагрева места сварки применяют токи, достигающие нескольких десятков тысяч ампер. Электрическое сопротивление в месте контакта свариваемых деталей также велико, так как нажим производится на малом участке, и это способствует выделению большого количества теплоты для быстрого нагрева металла. С повышением температуры в месте контакта сопротивление металла возрастает, что приводит к еще большему нагреву места контакта. Применение больших токов при сварке позволяет быстро нагреть металл в месте сварки и выполнить ее за десятые доли секунды.
Основные параметры режима контактной сварки — ток и время его протекания, сила сжатия и время ее действия.
По току и времени его протекания различают два режима контактной сварки жесткий и мягкий.
Жесткий режим характеризуется большими токами и малым временем их протекания. Такой режим применяется для сталей, чувствительных к нагреву и склонных к образованию закалочных структур, для легкоплавких цветных металлов и сплавов.
Мягкий режим характеризуется постепенным нагревом свариваемого металла и большей продолжительностью процесса сварки. Такой режим применяется для сварки углеродистых сталей, имеющих низкую чувствительность к тепловому воздействию.
Контактная сварка производится с помощью специальных машин контактной сварки. Машина контактной сварки состоит из электрической и механической частей.
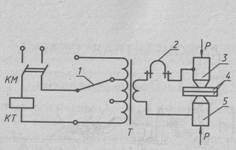
Рис. 1. Схема контактной машины:
1 — переключатель напряжения; 2 — гибкая вставка для соединения подвижных деталей с неподвижными; 3, 5 — электроды; 4 — свариваемые детали
Электрическая часть машины (рис. 1) состоит из трансформатора, регулятора тока (переключателя ступеней), регулятора времени, прерывателя тока. Трансформатор имеет секционированную однофазную обмотку высшего напряжения, позволяющую с помощью переключателя ступеней изменять величину напряжения вторичной обмотки. При первичном напряжении 220/380 В вторичное напряжение находится в пределах 1...20 В и сварочный ток достигает нескольких десятков тысяч ампер. Вторичная обмотка трансформатора у машин малой мощности имеет воздушное охлаждение, у машин средней и большой мощности — водяное охлаждение через полые проводники.
Регулятор времени в машине применяется для управления циклом ее работы. Например, четырехпозиционный регулятор времени имеет четыре последовательных выдержки времени для каждого элемента цикла сварки — сжатие, сварка, проковка и пауза. Диапазон периода сварки имеет пределы 0,03...6,75 с, диапазоны остальных элементов цикла — 0,03... 1,35 с.
В процессе сварки нужно включать и выключать большой ток десятки раз в секунду. Для этого имеются прерыватели, установленные на стороне первичной обмотки трансформатора. Для машин небольшой мощности в качестве прерывателей применяются электромагнитные контакторы, для машин большой мощности — тиристорные прерыватели.
Механическая часть машины состоит из станины, механизмов, обеспечивающих фиксацию электродов и нажатие на детали в месте сварки.
Контактная сварка может применяться для стыковых и крестообразных соединений арматуры железобетонных конструкций, для соединения элементов стальных конструкций и труб, медных и алюминиевых проводов.
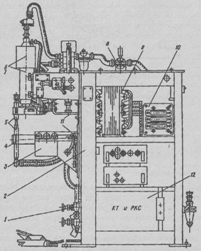
Рис. 2. Общий вид машины для точечной сварки:
1 — система водяного охлаждения; 2 — корпус; 3 — кронштейн; 4 — консоль; 5 — электрододержатель; 6, 7 — пневматический привод сжатия электродов; 8 — пневматическое устройство; 9 — сварочный трансформатор; 10 — переключатель ступеней напряжения; 11 — токоподвод; 12 — аппаратура управления
Основные виды контактной сварки — стыковая, точечная и шовная.
На рис. 2 приведен общий вид контактной машины для точечной сварки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
