
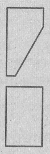
Рис. 9. Разделка кромки листа для сварки горизонтального шва на вертикальной плоскости
Сварка горизонтальных швов на вертикальной плоскости производится с разделкой кромки верхнего свариваемого листа, дуга зажигается на кромке нижнего листа, и шов переходит постепенно на скошенную верхнюю кромку (рис. 9).
Сварка вертикальных швов
Трудности при сварке вертикальных швов заключаются в том, что расплавленный металл из сварочной ванны и с конца электрода стремится стечь вниз. Поэтому сварку ведут снизу вверх, за исключением листов толщиной до 1,5 мм, и короткой дугой. При сварке снизу вверх дугу зажигают в самой нижней точке и постепенно передвигают вверх. Для нормального проплавления и образования правильного валика шва производят электродом колебательные движения поперек шва.
Для сварки вертикальных швов рекомендуются электроды диаметром 4...5 мм при пониженном сварочном токе (150...170 А). При многослойной сварке первый шов делают сверху вниз, а остальные — снизу вверх.
Сварка потолочных швов
Сварка потолочных швов является самой сложной, так как при этом сварочная ванна расположена дном вверх, и жидкий металл стремится вылиться из нее, а капли с конца электрода стремятся упасть вниз. Основное правило при сварке потолочных швов — поддержание возможно короткой дуги. Для сварки применяют электроды небольшого диаметра, а сварочный ток уменьшают на 15...20% по сравнению с током при сварке нижних швов. При сварке производят концом электрода зигзагообразные движения, приближая или удаляя электрод от сварочной ванны. Желательно применять электроды с тугоплавким покрытием, образующим вокруг электрода «втулочку», которая содержит направленный газовый поток, удерживающий жидкий металл.
Сварка с глубоким проплавлением
Этот вид сварки является способом, увеличивающим производительность труда сварщика и снижающим расход электродов. При этом формирование качественного шва обеспечивается за счет глубокого проплавления основного металла. Для сварки этим методом углеродистых и низколегированных конструкционных сталей используют электроды с повышенной толщиной покрытия, например, типа ОЗС-3. В этом случае расплавление электродного покрытия несколько отстает от расплавления стержня электрода, создавая втулочку, внутри которой горит дуга, а электрод опирается на край этого чехла (втулочки), благодаря чему не возникает короткое замыкание. При этом сваркаведется короткой дугой, и втулочка на конце электрода концентрирует поток дуги и повышает ее расплавляющее действие. Электрод должен быть наклонен к линии шва под углом 70...80°. Глубина проплавления увеличивается с возрастанием величины сварочного тока.
Сварка с глубоким проплавлением может применяться при производстве строительных конструкций, резервуаров и других изделий из стали толщиной 4...12 мм. Величина силы тока задается равной 40...45 А на 1 мм толщины свариваемого металла. Соединения стыковые, угловые и тавровые свариваются при этом без разделки кромок.
Сварка тонкостенной стали
При сварке изделий толщиной 3...6 мм основная трудность заключается при формировании обратной стороны шва, так как получаетсянепровар сечения при малом подводе тепла к месту сварки и полное расплавление с вытеканием расплавленного металла из шва с образованием прожогов или натеков при чрезмерном подводе тепла к месту сварки. При сварке не видна обратная сторона шва, и сварщик, опасаясь прожогов и натеков, задает режим сварки, вызывающий непровар. При этом получается трещина, являющаяся центром разрушениясварного шва.
Устранение непровара — подварка шва с противоположной стороны. Но это бывает трудно выполнить, так как обратная сторона шва может быть труднодоступна или недоступна, а подварка увеличивает трудоемкость работ почти наполовину.
Для предупреждения непроваров, прожогов или натеков применяются подкладки с обратной стороны шва, съемные или несъемные. Съемные подкладки выполняются из меди, имеющей большую теплопроводность, поэтому она не расплавляется. При возможности применяют несъемные подкладки из стальной полосы толщиной 3...4 мм и шириной 30...50 мм, которые остаются приваренными к обратной стороне шва.

Рис. 10. Сварка тонких листов с отбортовкой кромок
Сварка сталей толщиной менее 3 мм является особенно трудной, поэтому их сваривают без зазора в стыке или с отбортовкой кромок, чаще на угол 180° (рис. 10). При этом отбортованные кромки листов толщиной до 3 мм часто проплавляют угольным электродом или графитовым электродом без присадочного материала.
Приварка усиливающих накладок
Накладки привариваются для усиления сварных соединений, сваренных встык, а также при заварке трещин. Накладки могут быть односторонние или двусторонние, плоские, угловые или коробчатые в зависимости от сечения свариваемых элементов, со скругленными углами радиусом не менее 30 мм. Толщина односторонней накладки должна быть не менее 0,7 толщины свариваемого металла, а двусторонней — не менее 0,5 толщины металла.
Перед постановкой накладки на сварной шов усиление его валика должно быть снято вровень с поверхностью основного металла. Перекрытие плоской накладкой заваренного стыка или трещины должно быть не менее 100 мм, а при небольших размерах деталей — не менее 50 мм. Размер двусторонних плоских накладок принимают таким, чтобы противоположные швы их приварки на разных сторонах детали были смещены не менее чем на 30 мм.
Должно быть плотное прилегание накладок к основному металлу, поэтому для плоских накладок зазоры должны быть не более 1 мм, для угловых и коробчатых — не более 1,5 мм. При размере накладки по одной из осей более 300 мм для плотного прилегания она должна быть предварительно приварена пробочными швами (электрозаклепками), на расстоянии 150...200 мм друг от друга. Для этого в накладкесверлятся отверстия до постановки ее на место. Швы приварки накладок лобовые и косые необходимо выполнять при соотношении вертикального катета к горизонтальному 1:2 при плавном переходе от наплавленного металла к основному.
Заварка трещин
Подготовку под сварку кромок трещин и их заварку производят в соответствии с ГОСТ 5264 и ГОСТ 11534, так как заварка трещин без требуемой подготовки может привести к их увеличению при нагрузках и снижении температуры.
Перед подготовкой трещины к сварке нужно ее осмотреть и определить ее концы (лучше при нагреве газовой горелкой до температуры 100...150 °С), затем накернить их. Концы трещины сверлятся сверлом, диаметром 6...10 мм, а при толщине детали более 100...125 мм — сверлом диаметром 20...25 мм так, чтобы центр отверстия совпал с концом трещины или был дальше его на 3...5 мм. Когда отверстия на концах трещины высверлить невозможно, они прожигаются пламенем газовой горелки с отступлением от конца трещины на 50...80 мм. Отверстия в конце трещины следует раззенковать на 0,5 толщины стенки металла.
После этого кромки трещины скашиваются путем выемки металла под углом к поверхности металла с трещиной как механически, так и электродуговым способом. Несквозные трещины нужно разделывать на глубину, большую их глубины не менее чем на 3 мм.
Перед заваркой трещин, не выходящих на кромку детали, рекомендуется подогревать газовой горелкой места, расположенные за концамитрещин.
При жесткой конструкции и большой толщине элементов, при отсутствии специальных сварочных материалов и небольших размерах конструкции сварочные работы следует производить с предварительным подогревом до 200...250 °С всей детали с замедленным охлаждением в песке или с укрытием асбестовой тканью.
При длине трещины более 300 мм ее следует заваривать обратноступенчатым способом, при котором каждую ступень длиной 150...200 ммзаваривают в направлении от кромки детали с трещиной к концу трещины, а направление заварки ступеней — обратно общему направлению заварки трещины.
После заварки трещины производят подварку с обратной стороны с предварительным удалением наплывов и шлаков.
Если невозможно подварить шов с обратной стороны, то при сварке нужно следить за проваром кромок на всю толщину, применяя несъемные подкладки.
Заварка отверстий
Отверстия в зависимости от их диаметра и глубины можно заваривать путем сплошной заливки, вварки вставок и приварки накладки.
Заварку отверстий диаметром 50 мм и более можно производить путем вварки конусообразной вставки (рис. 11) из того же металла, что и деталь.
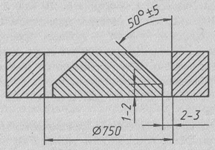
Рис. 11. Подготовка к заварке отверстия с применением конусообразной вставки
Перед сваркой вставку нужно прихватить в нескольких местах и затем обварить по периметру.
Перед заваркой отверстий глубиной больше двух диаметров их необходимо раззенковать или перегородить пластиной из малоуглеродистой стали; можно также применить металлическую пробку.
Перед заваркой отверстий диаметром менее 15 мм их нужно рассверлить до диаметра 18...20 мм.
Сварка углеродистых и легированных сталей
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Среднеуглеродистые стали содержат углерода 0,25...0,60%, низколегированные стали содержат легирующих элементов до 2,5%. Содержание углерода в стали выше 0,25% приводит к усилению закаливающих свойств стали, к возникновению закалочных трещин и остаточных напряжений после сварки. При сварке таких сталей нельзя допускать появления пор, подрезов, резких переходов от наплавленного слоя к поверхности металла. Не применяются прихватки, которые полностью не завариваются, короткие швы длиной менее 100 мм для подварки дефектов.
При многослойной сварке или наплавке последующий слой накладывают, если предыдущий не охладился до температуры менее 200 °С. Перед сваркой подогревают до температуры 200...250 °С сталь, легко поддающуюся закалке, а также перед сваркой на морозе. Для сварки инаплавки углеродистых и низколегированных сталей применяют преимущественно электроды типов Э-42 и Э-46 с рутиловым покрытием.
Электроды типа Э-42А с фтористокальциевым покрытием УОНИ-13, ОЗС-2 дают хорошее качество шва при сварке конструкционныхсталей.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
