

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ГОСТ 18442–80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19281–89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20448–90 Газы углеводородные сжиженные топливные для коммунально-бытового потребления. Технические условия
ГОСТ 21105–87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 23518–79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23949–80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 30242–97 Дефекты соединения при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ Р ИСО 857-1–2009 Сварка и родственные процессы. Словарь.
Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 3834-1–2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований
ГОСТ Р ИСО 3834-2–2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству
ГОСТ Р ИСО 5817–2009 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 15607–2009 Технические требования и аттестация процедур сварки металлических материалов. Общие правила
ГОСТ Р ИСО 15609-1–2009 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка
ГОСТ Р ИСО 15611–2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки
ГОСТ Р ИСО 15613-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании сварки
ГОСТ Р ИСО 15614-1–2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 17659–2009 Сварка. Термины многоязычные для сварных соединений
ГОСТ Р 52400–2005 Резервуары воздушные для тормозов вагонов железных дорог. Общие технические условия
ГОСТ Р 53076–2008 Рельсовый транспорт. Требования к прочности кузовов железнодорожного подвижного состава
ГОСТ Р 53192–2008 Конструкции стальные сварные грузовых вагонов. Технические требования
ГОСТ Р 53525–2009 Координация в сварке. Задачи и обязанности
ГОСТ Р 53526–2009 Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р 53689–2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ Р 53690–2009 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
Термины и определения
В настоящем стандарте применены термины по ГОСТ 30242,
ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 15607, ГОСТ Р ИСО 17659, ГОСТ Р 53525.
Общие положения
4.1 Процессы сварки относятся к категории специальных процессов, качество которых ввиду ограниченных возможностей проверки его на готовом изделии должно быть обеспечено на всех стадиях проектирования, разработки технологии, изготовления, контроля и приемки готовой продукции.
4.2 Сварные конструкции железнодорожного подвижного состава надлежит изготовлять на предприятиях, располагающих:
- необходимыми производственными мощностями (отапливаемыми цехами, технологическим, подъемно-транспортным и испытательным оборудованием, средствами механизации и оснасткой);
- аттестованными сварщиками и операторами сварочных установок;
- специалистами по разработке технологий сварки и надзору за их выполнением;
- обученным и аттестованным персоналом контроля и испытаний.
4.3 Предприятие, впервые организующее производство сварных конструкций железнодорожного подвижного состава, должно в соответствии с
ГОСТ Р ИСО 3834-1, ГОСТ Р ИСО 3834-2 документально подтвердить свою способность изготовлять продукцию заданного качества.
4.4 Предприятие-изготовитель должно обеспечить в соответствии с ГОСТ Р 53525 координацию всех связанных с качеством действий, относящихся к сварке при производстве изделий.
4.5 Координация сварки приказом по предприятию-изготовителю должна быть возложена на главного сварщика или более высокое должностное лицо, имеющее высшее образование по сварочной специальности и производственный стаж в области сварки не менее трех лет.
4.6 Координацию сварки следует осуществлять в соответствии с должностными инструкциями, устанавливающими обязанности и полномочия участвующих в ней сотрудников.
4.7 Сварочные работы должны выполнять сварщики и операторы сварочных установок, прошедшие аттестационные испытания в комиссии под председательством координатора сварки или его заместителя в соответствии с инструкцией предприятия-изготовителя, разработанной на основе ГОСТ Р 53526, ГОСТ Р 53690.
В состав аттестационной комиссии может быть введен (по согласованию) представитель владельца инфраструктуры на предприятии, осуществляющий приемку сварных конструкций.
4.8 Технологии сварки должны быть экспериментально проверены и аттестованы в соответствии с требованиями ГОСТ Р ИСО 15607.
5 Требования к проектированию сварных конструкций
5.1 Общие требования
5.1.1 При проектировании сварных конструкций надлежит руководствоваться ГОСТ Р 52400, ГОСТ Р 53076, ГОСТ Р 53192.
5.1.2 Сварные конструкции должны удовлетворять требованиям технологичности с преимущественным применением механизированной и автоматической сварки.
5.1.3 При проектировании сварных конструкций надлежит учитывать следующее:
- элементы конструкции и сварные соединения должны удовлетворять требованиям прочности при минимальной металлоемкости;
- расположение сварных швов должно обеспечивать удобство выполнения сварки, обработки и всех предусмотренных конструкторской и технологической документацией видов контроля сварных соединений;
- следует применять соединения с минимальной концентрацией напряжений, избегая образования объемных напряженных зон;
- для уменьшения сварочных деформаций следует располагать сварные швы по возможности симметрично относительно центра тяжести элемента;
- в сопряжениях элементов по возможности не должно быть эксцентриситета;
- размеры деталей следует устанавливать с учетом деформации (усадки) металла при сварке;
- в сварных конструкциях необходимо избегать возможного скопления воды и грязи, а элементы замкнутого сечения должны быть герметизированы, или конструкцией предусмотрены отверстия для стока воды и циркуляции воздуха;
- на сопрягаемые поверхности и поверхности деталей замкнутого профиля в сварных соединениях кузовов вагонов, выполняемых точечной контактной сваркой или дуговой сваркой точками и прерывистыми швами, следует предусматривать нанесение антикоррозионных покрытий.
Допускается на сопрягаемые поверхности деталей, выполняемых из коррозионно-стойких сталей, антикоррозионные покрытия не наносить.
5.1.4 В сварных соединениях несущих элементов должна быть обеспечена плавность передачи рабочих нагрузок без резких изменений сечений, в особенности в зонах действия максимальных напряжений.
Для снижения концентрации напряжений рекомендуется применять сварные соединения с полным проплавлением взамен соединений с угловыми швами. Схематично возможность снижения напряженного состояния при изменении типов соединений представлена на рисунке 1.
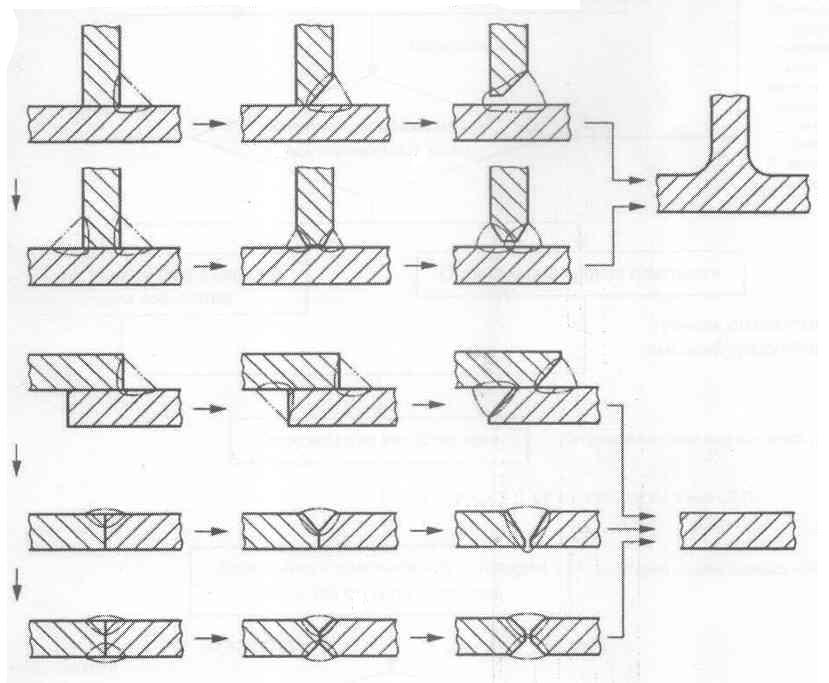
Рисунок 1 – Возможность снижения напряженного состояния
при изменении типов соединений
5.1.5 При присоединении к несущей конструкции дополнительных деталей форма последних должна обеспечивать плавность переходов сечений в местах сварных соединений.
5.1.6 В несущих конструкциях не допускается применение прерывистых швов, за исключением приварки тонколистовых элементов, не являющихся несущими, к несущим элементам рамы и каркаса кузова.
5.1.7 Стыковые сварные соединения несущих конструкций должны выполняться с полным проплавлением двусторонними швами, а при невозможности двусторонней сварки – односторонними швами на съемной или остающейся подкладке с обеспечением полного проплавления.
5.1.8 Сварные стыки следует располагать в зонах с наименьшими напряжениями.
5.1.9 Пересечение стыковых швов в элементах несущих конструкций не допускается. Расстояние между параллельными стыковыми швами должно быть не менее пяти толщин свариваемых деталей.
5.1.10 В стыковых соединениях деталей с разностью толщин, превышающей величину, допускаемую ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, , ГОСТ 14771, ГОСТ 23518, на детали большей толщины следует предусматривать скос с одной или двух сторон до толщины более тонкой детали, как указано на рисунке 2.
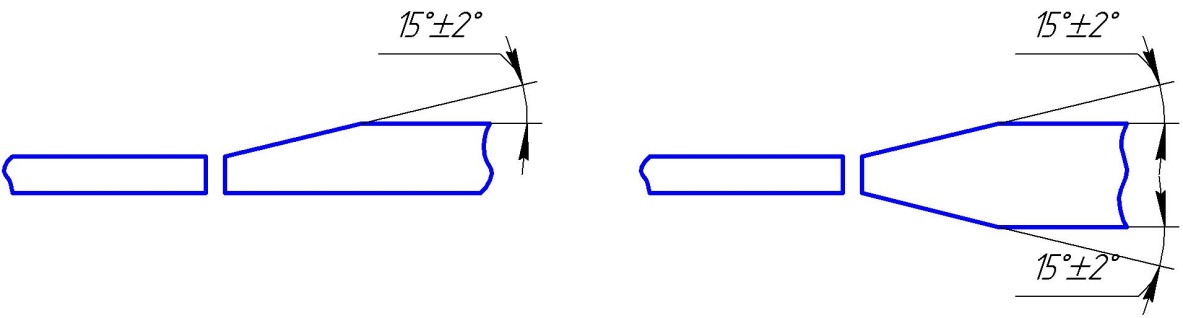
Рисунок 2
5.1.11 В сварных балках расстояние между стыковыми швами поясных элементов и стенки должно быть не менее 100 мм, как указано на рисунке 3. Стыки рекомендуется проектировать прямыми (под углом 90° к продольной оси балки).

а) б)
Рисунок 3
5.1.12 Продольные стыковые швы сварных балок замкнутого сечения, изготовляемых из гнутых (штампованных) или прокатных профилей, следует располагать в плоскости нейтрального слоя поперечного сечения, как указано на рисунке 3 б.
При необходимости полного проплавления сварку надлежит выполнять на остающейся или съемной подкладке. Допустимость сварки с частичным проплавлением должна быть подтверждена экспериментально.
5.1.13 Тавровые и угловые соединения растянутых поясных элементов со стенками несущих балок следует выполнять двусторонними швами с полным проплавлением в соответствии с рисунком 4.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
