

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
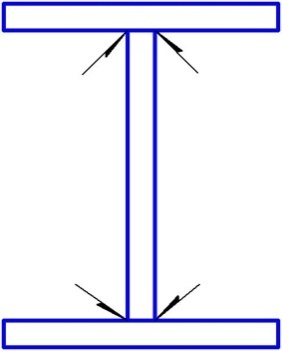
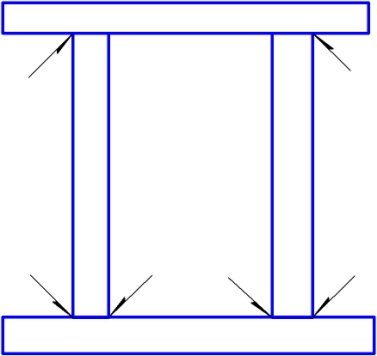
Рисунок 4
5.1.14 В балках коробчатой формы при невозможности соединения растянутых поясных элементов со стенками двусторонними швами допустимость односторонней сварки должна быть подтверждена испытаниями на сопротивление усталости или расчетами.
5.1.15 Стыковые, тавровые и угловые соединения с полным проплавлением допускается выполнять односторонними швами без применения подкладок при обеспечении возможности визуального осмотра обратной стороны шва по всей длине и контроля ультразвуковым или рентгенографическим методами.
5.1.16 В тавровых соединениях минимальное расстояние от стенки до края поясного элемента рекомендуется принимать равным сумме толщины поясного элемента и катета сварного шва.
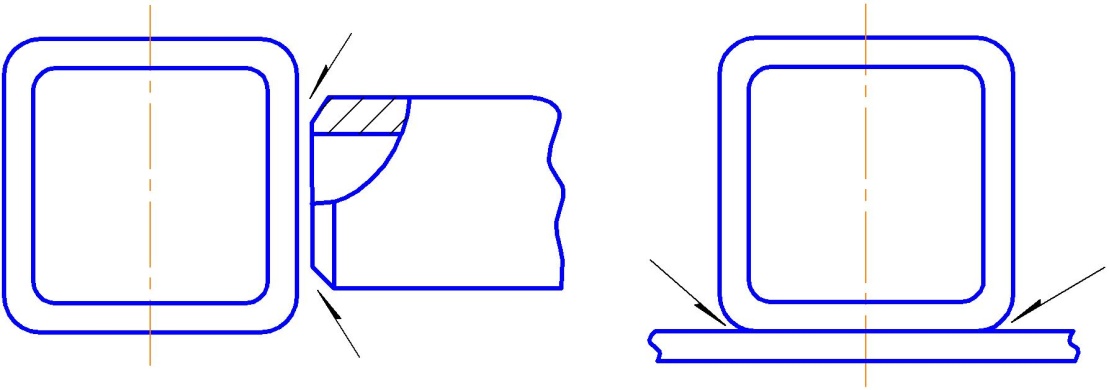
5.1.17 При применении в несущих конструкциях элементов, изготовленных гибкой или штамповкой в холодном состоянии, выполнение сварных швов в местах деформации допускается при условии, что отношение внутреннего радиуса гиба к толщине металла составляет не менее:
1…………………. при толщине до 4 мм;
1,5…………….…. при толщине св. 4 мм и до 8 мм;
2,0……………….. при толщине св. 8 мм и до 12 мм;
3,0…...…………... при толщине св. 12 мм и до 24 мм.
Продольные сварные швы следует выносить за пределы мест гиба, как указано на рисунке 5 а.
а) б)
(рекомендуется) (не рекомендуется)
Рисунок 5
5.1.18 Применение замкнутых гнутых профилей в элементах жесткости кузовов с приваркой к ним обшивки продольными угловыми швами в районе радиуса гиба этих профилей не рекомендуется (рис. 5 б)
5.1.19 Ребра жесткости, диафрагмы и другие дополнительные детали рекомендуется устанавливать с приваркой непрерывными двусторонними угловыми швами по контуру и обваркой концевых участков без разрывов шва по торцу привариваемой детали.
Вариант конструктивного оформления установки ребра жесткости представлен на рисунке 6.
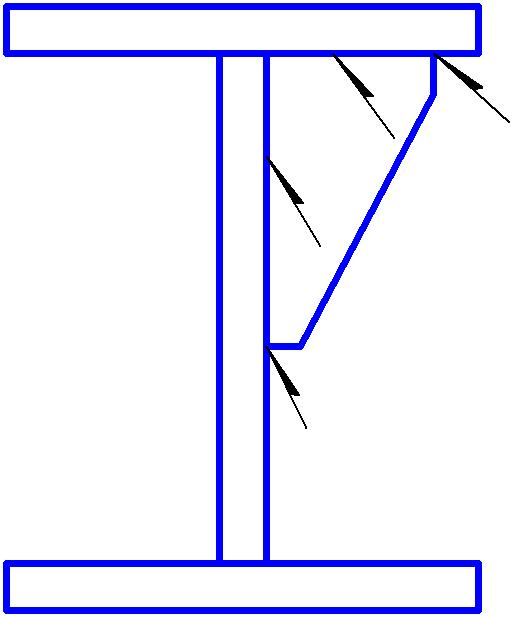
Рисунок 6
5.1.20 Приваривать ребра жесткости и диафрагмы непосредственно к растянутым поясным элементам не рекомендуется.
5.1.21 При проектировании приварки деталей к растянутым элементам расстояние между швами рекомендуется не менее 50 мм, как указано на рисунке 7.
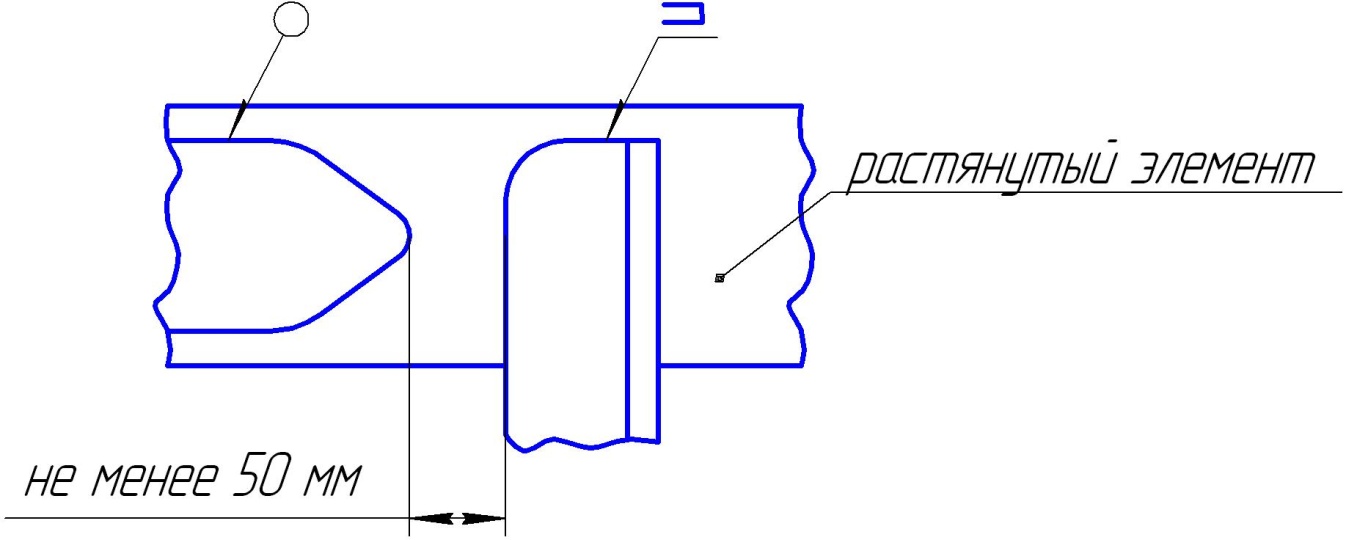
Рисунок 7
5.1.22 Для обеспечения плавной передачи нагрузок между частями конструкций, сопрягаемыми под разными углами, рекомендуется соединение поясных элементов выполнять стыковыми швами с полным проплавлением через промежуточные элементы, косынки или увеличивать длину концевого участка одного из соединяемых элементов. При этом места перехода вместе с концами швов рекомендуется обрабатывать по радиусу не менее 65 мм.
Варианты усиления узлов соединения элементов конструкций под разными углами представлены на рисунке 8.
|
|
|
|
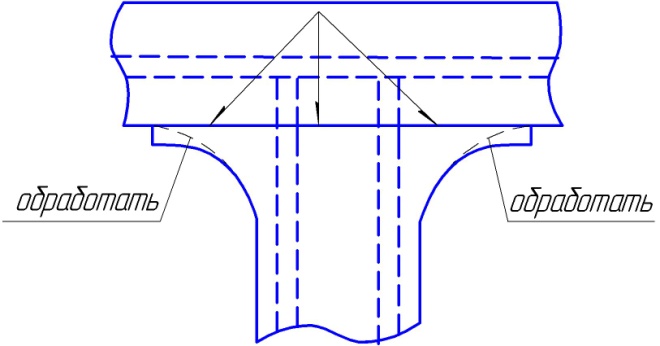
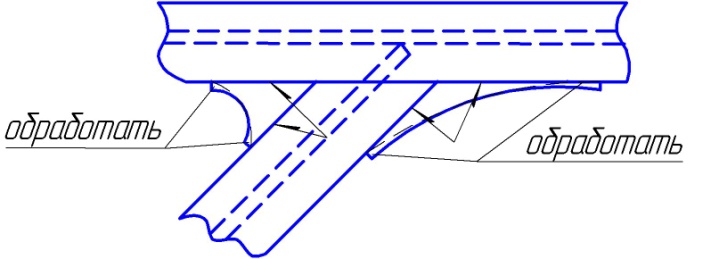
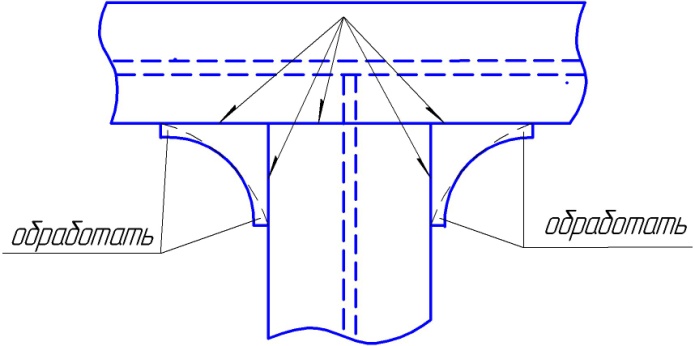
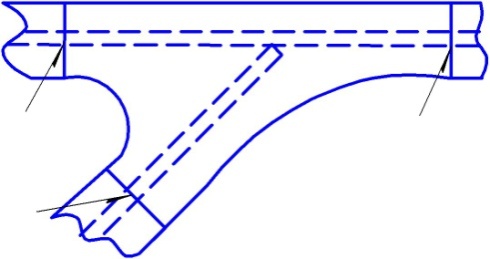
Рисунок 8
5.1.23 В элементах сварных конструкций не рекомендуется применять пакеты, состоящие из нескольких сваренных листов.
5.1.24 В местах пересечения стыковых и угловых швов выпуклость стыкового шва должна быть удалена. Угловой шов должен быть непрерывным. При необходимости разрыва углового шва в привариваемой детали следует предусматривать вырез с размерами, позволяющими выполнить обварку концов шва.
Варианты конструктивного оформления мест пересечения стыкового и углового швов представлены на рисунке 9.
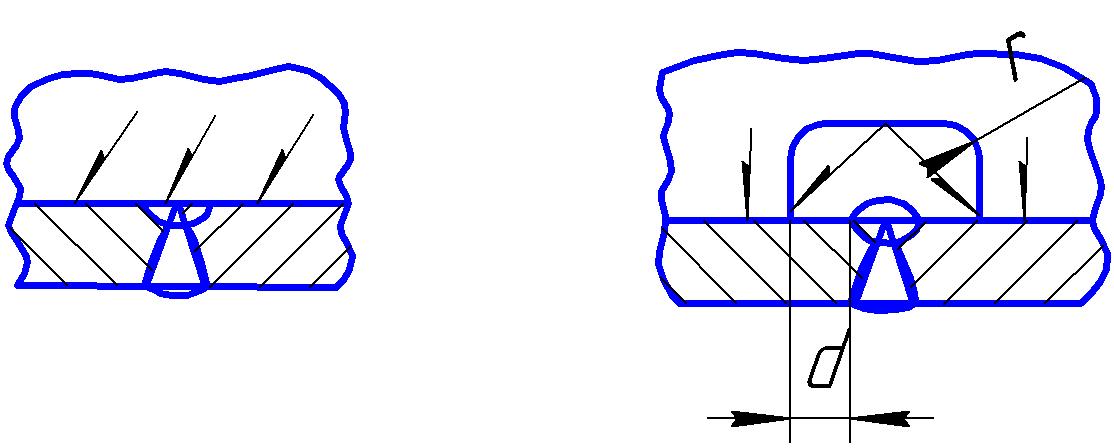
d≥20мм, r≥30 мм
Рисунок 9
5.1.25 Угловые швы должны быть, как правило, симметричными (с равными катетами).
5.1.26 В несущих элементах угловые лобовые швы для обеспечения плавности перехода к основному металлу при необходимости проектируют несимметричными с увеличением катета, направленного вдоль усилия, воспринимаемого швом, но не более, чем в 2 раза.
5.1.27 В наиболее нагруженных местах рекомендуется предусматривать упрочнение сварных соединений (механическую обработку, аргонодуговое оплавление, наклеп многобойковым упрочнителем или дробью, высокочастотную механическую проковку, виброобработку или комбинированные методы).
5.1.28 Соединения, выполняемые дуговой сваркой точечными швами, а также контактной точечной и шовной сваркой, проектируют преимущественно для работы на срез.
5.1.29 Контактную стыковую сварку следует выполнять способом оплавления. В месте стыка свариваемые детали должны иметь одинаковую форму и сечения, различающиеся не больше, чем на 15 % по площади сечения для круглых деталей и на 10 % – для прямоугольных.
5.2 Требования к выбору типов и размеров конструктивных
элементов сварных соединений, расчету размеров сварных швов
и определению категорий качества сварных соединений
5.2.1 Типы и размеры конструктивных элементов сварных соединений, выполняемых сваркой плавлением, необходимо устанавливать с учетом особенностей формирования сварных швов, зависящих от процесса сварки и диаметра электродной проволоки.
Для обеспечения полного проплавления рекомендуется устанавливать формы и размеры конструктивных элементов сварных соединений согласно таблице А1 (приложение А) с нестандартными швами или типами стандартных соединений:
- по ГОСТ 8713, ГОСТ 11533 – при дуговой сварке под флюсом;
- по ГОСТ 5264, ГОСТ 11533 – при дуговой сварке в защитных газах (согласно п. 13 ГОСТ 14771) и при ручной дуговой сварке.
Типы сварных соединений с угловыми швами устанавливают для соответствующих способов сварки по ГОСТ 8713, ГОСТ 11533, ГОСТ 14771, ГОСТ 23518, ГОСТ 5264, ГОСТ 11533.
5.2.2 Сварные соединения следует проектировать в соответствии с:
- ГОСТ 14776 – при дуговой сварке точечных соединений;
- ГОСТ 15878 (группа А) – при контактной сварке (точечной, рельефной, шовной);
- ГОСТ 16098 – при сварке двухслойных сталей.
5.2.3 Сварные швы, передающие усилия между соединяемыми деталями, подлежат расчету на прочность.
При расчете размеров сварных швов необходимо принимать значения пределов текучести металла сварных швов для сталей, приведенных в 5.3, в соответствии с таблицей 1.
Таблица 1 – Значения предела текучести металла сварных швов
В мегапаскалях
Группа свариваемых сталей | Предел текучести ут металла сварных швов | ||
Сварка в защитных газах | Сварка под флюсом | Ручная дуговая сварка | |
Низколегированные классов прочности от 295 до 390 | 400 (проволока Св-08Г2С ГОСТ 2246) | 400 (проволока Св-08ГА, Св-10Г2 ГОСТ 2246) | 390 (электрод |
Углеродистые и коррозионно-стойкие | Минимальные значения ут свариваемой стали |
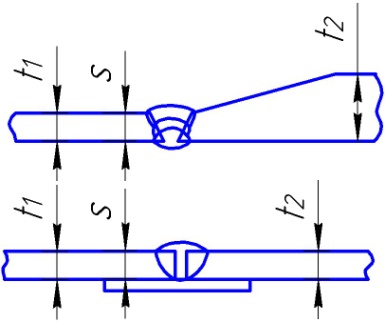
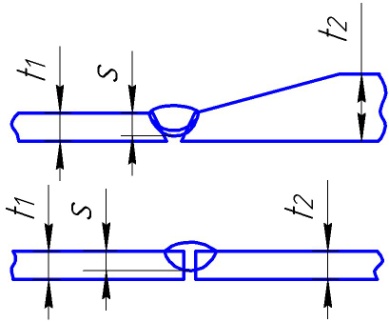
5.2.4 При расчете проектных значений толщины сварных швов в зависимости от типа сварного соединения и толщины сопрягаемых деталей следует руководствоваться соотношениями, приведенными в таблице 2.
Таблица 2 –Проектные параметры сварных швов
Тип соединения | Эскиз соединения | Проектная толщина шва |
1 Стыковое с полным проплавлением |
| S=tmin |
Окончание таблицы 2 | ||
Тип соединения | Эскиз соединения | Проектная толщина шва |
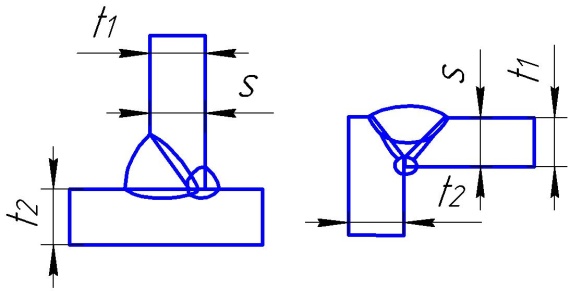
2 Стыковое с частичным проплавлением (односторонний шов без применения подкладок) |
| S≤0,8tmin |
3 Тавровое и угловое с полным проплавлением (двусторонний шов) |
| S =t1 |
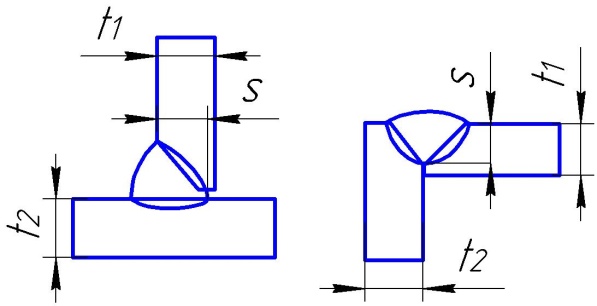
4 Тавровое и угловое с частичным проплавлением (односторонний шов со скосом кромок) |
| S ≤0,8t1 |
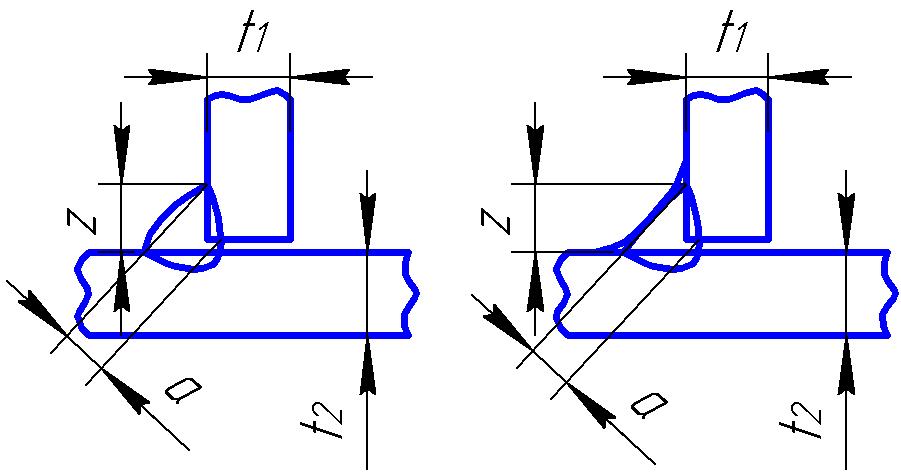
5 Тавровое без скоса кромок с односторонним угловым швом |
| а max≤0,7tmin |
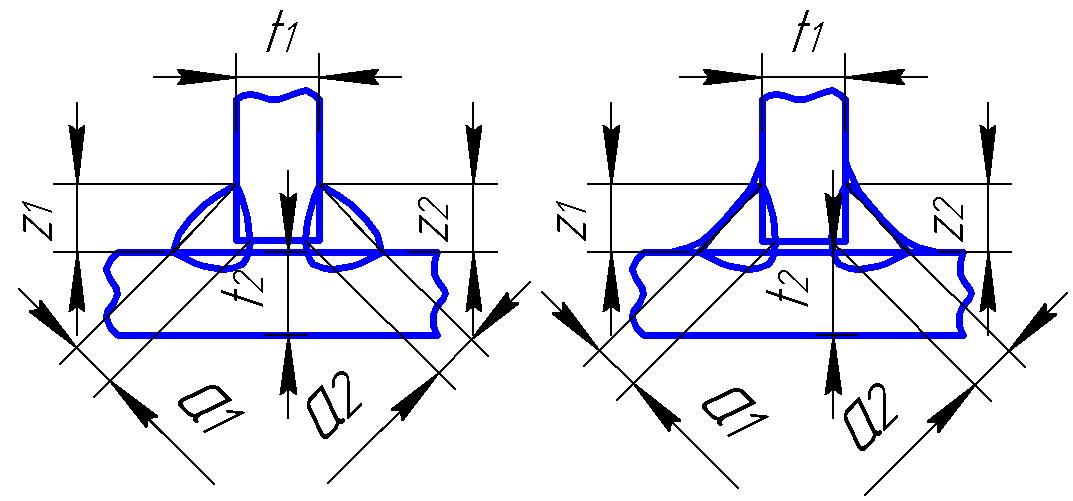
6 Тавровое без скоса кромок с двусторонним угловым швом. |
| а∑=а1+а2≤tmin аmax≤0,7tmin |
Примечания 1 tmin – толщина более тонкой детали; 2 аmax – максимально допустимая толщина сварного шва. |
5.2.5 Катет углового шва (катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть шва) рассчитывают по выражению (1)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
