

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В чертежах должны быть указаны:
- стандарты на типы и размеры конструктивных элементов сварных соединений (в соответствии с 5.2.1);
- типы соединения;
- размеры катетов угловых швов;
- марки присадочных проволок или типы покрытых электродов;
- категории качества сварных соединений;
- методы неразрушающего контроля;
- участки швов, подлежащие дополнительной обработке.
5.4.2 Рекомендуется сварные швы сводить в таблицу или комплектовочную ведомость с указанием их длины.
5.4.3 На изображениях нестандартных швов следует указывать их расчетную толщину, величину зазоров в соединениях и другие необходимые конструктивные элементы.
5.4.4 Чертежи сборочных единиц и входящих деталей должны быть проработаны на технологичность согласно ГОСТ 14.201 и подписаны координатором сварки завода-изготовителя (его заместителем) или согласованы с оформлением протокола.
6 Требования к изготовлению сварных конструкций
6.1 Требования к изготовлению деталей
6.1.1 Материалы, предназначенные для изготовления сварных конструкций, должны быть проверены в соответствии с требованиями стандартов на их приемку, упаковку, маркировку. Их следует хранить в закрытых складах или под навесами.
Качество металла должно быть удостоверено сертификатами предприятия-изготовителя металла.
Металл для изготовления наиболее нагруженных деталей несущих конструкций, по перечню, согласованному с представителем владельца инфраструктуры, подлежит входному контролю химического состава и механических свойств.
6.1.2 Металл, поступающий на обработку, должен быть очищен от загрязнений, а имеющий искривления и деформации – предварительно выправлен.
Правку металла или отдельных заготовок следует осуществлять на вальцах, прессах или других устройствах, обеспечивающих плавность приложения нагрузок.
Пределы допустимости правки и гибки (по радиусу) стального проката в холодном состоянии приведены в таблице Б1 (приложение Б).
6.1.3 Деформации проката, превышающие пределы допустимости холодной правки, или деформации, не подлежащие правке на машинах, выправляют горячими (термическим или термомеханическим) способами.
6.1.4 Горячую и холодную правку следует производить по технологии изготовителя, исключающей появление трещин, надрывов и пережога металла. Температурный режим горячей правки должен быть оговорен в технологическом процессе. Охлаждение металла после горячей правки должно осуществляться при температуре не ниже 0 °С и при отсутствии сквозняков.
Термомеханическая правка при остывании металла ниже 600 °С не допускается.
6.1.5 Для нагрева при термической и термомеханической правке рекомендуется использовать инжекторные газокислородные горелки или резаки, работающие на природном газе или пропан-бутане.
6.1.6 Рекомендуемые схемы термической правки проката и элементов сварных конструкций приведены в приложении В.
6.1.7 Механическую резку низколегированного проката на ножницах следует производить при положительной температуре воздуха и металла.
При резке на гильотинных ножницах двухслойных сталей плакирующий слой располагают сверху.
Кромки после резки на ножницах должны быть ровными, без трещин, заусенцев и завалов.
6.1.8 Для раскроя листов, вырезки деталей любой формы и выполнения скосов кромок под сварку применяют термическую резку (кислородную, плазменную, лазерную).
6.1.9 Термическую резку следует выполнять в закрытых цехах при положительной температуре металла и окружающего воздуха. Рабочие, занятые на термической резке, должны быть обучены по специальной программе и аттестованы в комиссии предприятия-изготовителя с выдачей соответствующего удостоверения.
6.1.10 При кислородной резке надлежит использовать:
- кислород – по ГОСТ 5583 с чистотой не ниже 99,5 %;
- природный газ – по ГОСТ 5542;
- пропан сжиженный – по ГОСТ 20448.
В обоснованных случаях в качестве горючего газа используют ацетилен по ГОСТ 5457.
6.1.11 Предельные отклонения размеров деталей, изготовляемых термической резкой без последующей механической обработки перед сваркой, должны соответствовать классу точности 1 по ГОСТ 14792.
6.1.12 Предельные отклонения поверхности реза от перпендикулярности и шероховатости поверхности реза, допускаемые без последующей механической обработки, должны соответствовать требованиям таблицы 7.
Таблица 7 – Требования к точности и качеству поверхности реза
Тип кромок деталей | Класс по ГОСТ 14792 | |
Наибольших отклонений поверхности реза от перпендикулярности | Наибольших значений высоты неровностей профиля | |
Свободные (не подвергающиеся сварке) | 2 | 1 |
Несвободные (подвергающиеся сварке с полным или частичным проплавлением) | 2 | 2 |
6.1.13 Допускается оплавление верхних кромок реза с радиусом не более 2 мм.
Отклонения от требований 6.1.12 должны быть устранены механическим способом с обеспечением плавности перехода от обрабатываемого места к необрабатываемому. Допускается устранение выхватов электродуговой сваркой с последующей обработкой абразивным инструментом.
6.1.14 Поверхность реза должна быть очищена от грата, шлака, натеков и брызг металла. Острые кромки должны быть притуплены.
6.1.15 После термической резки коррозионно-стойких сталей поверхность реза должна быть зачищена механическим способом до чистого металла.
6.2 Требования к подготовке кромок и сборке под сварку
6.2.1 Проплавляемые при сварке поверхности и прилегающие к ним зоны металла шириной не менее 10 мм, а также кромки листов в местах примыкания выводных планок перед сборкой должны быть очищены от ржавчины, отслаивающейся окалины и загрязнений.
6.2.2 Сборку сварных конструкций следует проводить с применением сборочных (сборочно-сварочных) стендов и приспособлений, сборочных плит и других устройств, обеспечивающих:
- требуемое расположение деталей;
- стабильность размеров и формы конструкции;
- свободный доступ к местам прихватки и сварки;
- минимальные деформации в процессе сварки.
Стенды и приспособления должны проходить техническое обслуживание и проверку на технологическую точность по утвержденным графикам с отметкой в паспорте или специальном журнале.
6.2.3 Размеры электроприхваток должны обеспечивать их полное проплавление при наложении основных швов и составлять:
- ширина не более 70 % ширины сварного шва;
- катет не более 50 % катета углового шва;
Длина прихватки должна составлять от 4 до 5 минимальных толщин соединяемых элементов, но не превышать 100 мм.
Расстояния между прихватками должны составлять от 30 до 40 толщин соединяемых элементов, но не превышать 500 мм.
Крайние прихватки должны отстоять от начала и конца шва не более, чем на 200 мм.
6.2.4 К металлу прихваточных швов предъявляются те же требования, как и к металлу основных швов.
6.2.5 Прихватки следует выполнять механизированной сваркой в защитных газах с использованием материалов, предназначенных для сварки согласно таблицам 5, 6. Допускается выполнение прихваток покрытыми электродами, соответствующими группам свариваемых сталей (см. таблицы 5, 6).
6.2.6 Прихватки должны быть очищены от шлака, брызг и проконтролированы внешним осмотром. Не допускаются трещины, поры, несплавления по кромкам. Дефектные прихватки должны быть удалены и наложены вновь.
6.2.7 Рекомендуется совмещать сборку и сварку в устройствах, предотвращающих сварочные деформации, без выполнения прихваток.
6.2.8 При сборке под сварку соединений с полным проплавлением несущих конструкций из листа толщиной более 5 мм по совмещенным торцам деталей необходимо устанавливать выводные планки.
В стыковых соединениях без разделки кромок, свариваемых двусторонними швами, применяют сплошные выводные планки из листа той же толщины, что и у свариваемых деталей (рисунок 10, а).
В стыковых соединениях с разделкой кромок, а также в угловых и тавровых соединениях следует применять разъемные (сборные) выводные планки (рисунок 10 б, в, г). Тип разделки кромок на свариваемых листах и выводных планках должен быть одинаковым.
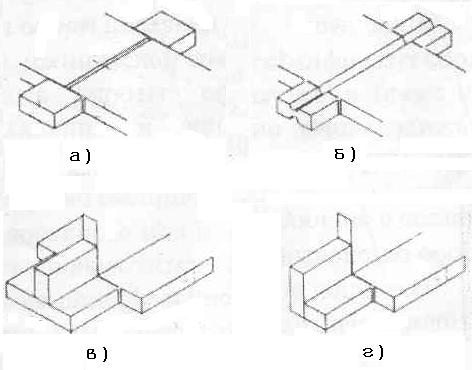
Рисунок 10 – Выводные планки
6.2.9 Выводные планки следует изготовлять из сталей марок, применяемых в конструкциях.
Выводные планки приваривают к собранным под сварку деталям с использованием тех же материалов, которыми выполняют электроприхватки.
После сварки и контроля качества соединения выводные планки срезают механическим способом или кислородной резкой с последующей зачисткой кромок реза абразивным инструментом. Отбивка или обламывание планок с применением механических усилий не допускается.
6.2.10 Поверхности деталей из горячекатаного проката и деталей, подвергавшихся горячей штамповке или термической обработке, перед контактной (точечной, рельефной, шовной) сваркой должны быть очищены с обеих сторон от окалины дробеметным или дробеструйным способом, в галтовочных барабанах, механической зачисткой абразивным инструментом или другими способами.
6.2.11 Состав и способ нанесения антикоррозионного покрытия на сопрягаемые поверхности деталей перед контактной точечной сваркой, дуговой сваркой прерывистыми швами и точками не должны ухудшать качество сварных соединений и наносить вред здоровью работающих.
6.2.12 Допускается нанесение перед сваркой защитных покрытий от брызг металла при условии, что они не загрязняют сварочной ванны и не ухудшают качество сварных соединений.
6.2.13 Сварочные прихватки при сборке под контактную сварку преимущественно выполняют контактной сваркой. Допускается выполнять сварочные прихватки дуговой сваркой без их удаления.
6.2.14 Конструкции, собранные под сварку, должны быть проверены службой технического контроля на соответствие требованиям чертежа и технологического процесса взаимного положения деталей, размеров конструктивных элементов кромок, подлежащих сварке, и зазоров между ними, качество выполнения прихваток и установки выводных планок, отсутствие загрязнений в зоне сварки, и допущены к сварке.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
